|
MECÁNICA
BÁSICA
Objetivo: El trabajador obtendrá los
conocimientos básicos de mecánica, para aplicarlos en sus estaciones
de trabajo y tomar las acciones necesarias para la reducción de los
tiempos muertos provocadas por fallas en los elementos mecánicos. Identificar las causas que
generan estas fallas, para que en conjunto con el personal técnico se
resuelvan de manera más rápida las fallas tradicionales, y se tomen
medidas preventivas para evitar su repetición. El Dr. Nakajima en sus
recomendaciones de capacitación habla de tuercas y tornillos y
recomienda que sea este punto el inicio de la capacitación técnica. Pero, ¿Qué son tuercas y
tornillos? Nosotros consideramos que se
refiere a la capacitación sobre mecánica básica para operadores. Sorprendentemente, aún entre el personal técnico existen varias formas de ver y comprender la tornilladura. Existe además un argot distinto entre las personas acostumbradas a su uso cotidiano, sin embargo este hecho no afecta tanto como el mal uso de los mismos, este mal uso provoca fallas en los equipos, sub-ensambles, ensambles (fabricación).
Una causa común en el
deterioro de la tornilladura es el empleo de herramientas utilizadas en
su apriete o desensamble, otra causa es; la falta de una técnica de
cambio de las partes que componen una tornilladura en un ensamble. (Es
increíble la pérdida en: Costo, calidad, deterioro de equipo, y tiempo
productivo y no productivo, comparado con el costo de adquirir las
herramientas correctas).
Dentro de la mecánica básica,
existen varios elementos mismos que con un poco de atención por parte
del usuario (operador) se pueden evitar fallas, es entonces necesario
que la capacitación se diseñe de acuerdo a las diferentes áreas y
equipos con los que el operador trabaja, sin embargo, el diseño debe
abarcar todas las áreas, dado que un operador puede cambiar de puesto
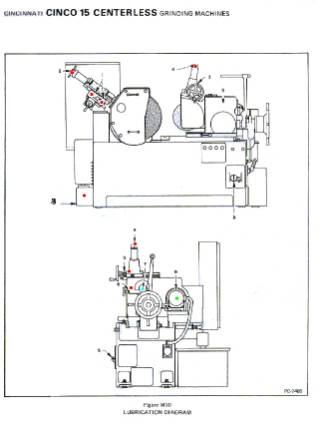
dentro del sistema productivo. Así entonces encontramos,
instalados en los equipos, todo tipo de transmisiones, desde
bandas y poleas, cadenas y ruedas dentadas, cremallera, engranes,
cardan, etc., por otra parte, no es posible imaginar una máquina sin
rodamientos y que decir de la lubricación, todos esto conceptos o
sistemas son vitales en su mantenimiento e inspección para encontrar
inconformidades pequeñas y lograr que estén
siempre en óptimas condiciones de funcionamiento. Capacitación básica de
Tuercas y tornillos. La principal función de la
tornilladura es la de sujetar con determinada presión, ensambles entre
una o varias partes, cuando empieza a aflojarse se inicia una causa del
deterioro prematuro de los componentes de una máquina o equipo
provocando daño y paros muy costosos. En todos los lugares que
vemos, siempre encontramos un tornillo que esta uniendo o sujetando uno
o varios ensambles, los encontramos en la casa, en la calle, en la
industria, etc., esto hace que la tornilladura sea un elemento muy
esencial. Beneficios. ¿Que beneficios obtienen la
empresa capacitando al personal en mecánica básica? Mejoramientos. En
la calidad, un operador capacitado en mecánica
básica, tendrá el conocimiento suficiente para hacer todo trabajo de
ensamble, fabricación, soldadura, punteado, etc; de esta manera podrá
realizar dentro de su propia labor todas las funciones con la certeza de
que todo esta dentro de los parámetros de calidad. Funcionamiento
de la maquinaria y equipo, un operador
podrá definir que tornillos se aflojan de manera repetitiva, y
localizar la causa raíz, qué transmisión no esta funcionando
correctamente y su causa, qué sub-subensamble tiene problemas de
vibración causada por rodamientos en mal estado, qué parte de la
maquinaria o equipo tiene problemas de lubricación etc. Del proceso, a través de un programa de ideas de mejora el personal operativo puede hacer sugerencias para corregir o mejorar determinado ensamble, Poka yoke, clamp, etc.. También tendrá la capacidad para sugerencias en el mejoramiento o simplificación de determinada operación. |




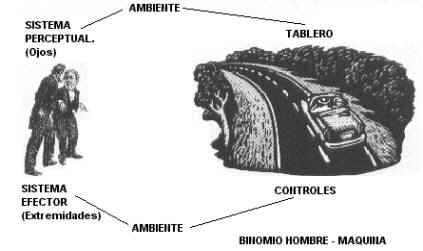
 (Lógica
secuencial)
(Lógica
secuencial)