| TRABAJO EN EQUIPO
|
| Equipo
|
Grupo
|
| UNION
COORDINACIÓN SOLIDARIDAD COMUNICACIÓN COMPROMISO FRATERNIDAD PARTICIPACIÓN RESULTADOS |
SIN PERTENENCIA
SIN COOPERACION EGOISMO RUMORES DESINTERES ANTAGONISMO INDIVIDUALISMO BENEFICIOS |
Equipo 1 lider, secretario y facilitador, mejor 10 a 15.
Requisito para formar grupo es tener objetivo en comun.
5 C
CONFIANZA
COOPERACION
COMUNICACION
COMPROMISO
COMPAÑERISMO
OBJETIVO : Esfuerzos coordinados , con puntos de control y estimaciones de tiempo
C Concreto
R Realista
E Especifico
M Medible
A Alcanzable
Conocido como SMART
eSpecificos Mensurables Alcanzables Relevantes rasTreable
de
Blanchard, Zigarmi, y Zigarmi
Leadership
and the One Minute Manager
PLANEACION AVANZADA , ESTRATEGICA.
Mision y Vision con Valores.
Objetivo de interes comun
Cumplir con los acuerdos
Comunicacion Efectiva y Concreta, Liderazgo, confianza y
motivación.
Desarrollo de habilidades
Valores / codigo de Etica.
CCC Circulos de Control de Calidad son trabajo de equipo
donde se buscan y encuentran problemas a solucionar.
TEAD Equipos de trabajo Autodirigidos.
TAGUCHI: Cuando el diseño del producto cumple con tus
propuestas, la calidad no cuesta.
AMEF: Analisis de Modo y Efecto de Falla. Diseño y Proceso.
7 D´s
Diseño de experimentos
KAIZEN : Mejora Continua del interior al exterior. yo -
familia - empresa - país - humanidad - medio ambiente.
KAI : CAMBIO
ZEN : BONDAD
MUDA (eliminar) : Perdida de tiempo, almacén , materia
prima , procesos , financieros
5´S en Gemba (lugar de trabajo)
Organiza tu lugar de trabajo
SAIRE : Selecciona lo que realmente ocupas en una operacion
SEITON: Cada cosa en su lugar y yun lugar para cada cosa
SEISO: Limpieza (ligero mantenimiento de la persona)
prioritario, no prioritario y inutil
SEIKETSU: Estandariza
SHITSUKE: Habito
TAIEN: Sistema de sugerencias.
*JIT: JUST IN TIME
* KANBAN (TARJETA)
1 Control de pedido o producto
2 Control de producción
3 cero inventarios
4 No puede cambiar de estacion de trabajo sin autorizacion
5 Viaja en contenedores que deben tener las tarjetas.
LOGISTICA : Bases belicas, llevar suministros en el momento
preciso, al horario preciso , a la persona precisa.
Proveedor - Almacen Mat. Prima - Linea de Proceso - Almacen
producto terminado - Ventas.
SMED: Cambio rapido de herramienta. Single Minute Exchange
of Die , OTED One Touch Exchange of Die
*POKAYOKE: Diseño de sistema desde planeacion
HEIJUNKA: Nivelar la produccion- Pedidos Programados
*HIDOKA: Inspeccion al 100% del producto opr medios
mecanicos
MANUFACTURA FLEXIBLE: Variar capacidad de produccion,
personal conoce varias etapas del proceso, linea de
produccion modular
AUTOMATIZACION Y ROBOTICA: Para trabajo repetitivo y
ambientes peligrosos
*ANDON: Control de maquinaria por colores y sonidos, para
alerta , aviso y paro.
MANTENIMIENTO: TPM TOTAL PRODUCTION MANTENIMENT
Preventivo - Mantenimiento autonomo, especificacion
predictivo - Futuro: Base de datos historicos,
estadisticos, control de registro de variables 5 , 6 o 7
correctivo - Despues de fatalidad.
cero accidentes
cero maquinas paradas
cero defectos
Programas de mantenimiento: Predictivo dia a dia checar las
constantes y el programa determinara frecuencia de servicio
y mantenimiento.
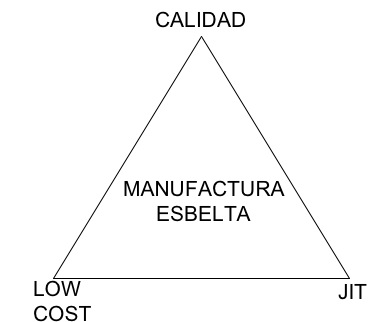
Lean Manufacture: Menor costo , Menos tiempo, Mayor calidad
ERP : SEgun Ctrl planta a distancia pero en libro eso es
WBEM