Wheelsets 2
Click On Thumbnails To Enlarge
NEW 10/06/2002
We now have four complete wheels!!! Here's a couple of pictures of the completed wheel. Alastair is writing a full description to follow.


NEW 21/06/2002
Alastair's been busy writing up a full description of the wheel machining during his brief breaks between dodging the flying swarf so here's over to him :-
Wheel and Axles
Wheels
Material
In keeping with our ethos of making Conway as inexpensive as possible, the wheels are manufactured from some scrap blanks of steel, approximately 6" diameter. Thus, the wheels are free but require a lot of machining, since two inches have to taken off the diameter!! Each blank provided enough material for two wheels, plus a thinner disc suitable for the balance weights. The blanks were cut into slices by a friend, Carl, on a band-saw, which saved a lot of hack-sawing!
Machining the Wheels
The first stage was to face the blanks to thickness, in the 4 jaw chuck in the Harrison 140 with the jaws reversed. The wheels were made an engine at a time - in two batches of 4. This was mainly because after facing four blanks to size, the last thing I wanted to do was another 4! The facing operation can be seen below:

The specification of the steel used was unknown, but it was not nice to turn, even when using carbide tooling. Eventually, four blanks were completed for the first batch of wheels. Before removal from the chuck, the blanks were centre drilled and then progressively drilled and then reamed to 9/16". Also, the central recess was turned. This was most awkward, the tool holder of my carbide tooling fouled the wheel as the recess became deeper. Thus, a HSS toolbit was resurrected (resurrected ?? - Dave) and proved most suitable for the job.
The next task was to turn the wheels to diameter, and machine the tread/flange profile. In order to do this, a mandrel was made, as shown in the photo below:

The larger diameter is 9/16" to fit the hole in the wheel, and the threaded section is M10 x 1.5. There is nothing significant in this choice of thread, just that I've got a set of metric taps and dies! The mandrel was held in the 4 jaw, and set running true with the DTI. It is essential to ensure that the section turned to 9/16" starts slightly behind the front face of the chuck jaws, so that the wheel sits on the chuck jaws. A wheel was slid onto the mandrel, and washers and a pair of nuts are used to hold it securely in place. The wheels were then turned to the correct diameter (over the flanges), and the tread turned to the basic profile shown below:
The swarf was coming off the work at both a high speed and high temperature. For once, I was glad to have the safety guard in place over the chuck! The swarf was hitting the perspex windows in the guard like bullets! A wheel at this stage can be seen in the photos below:


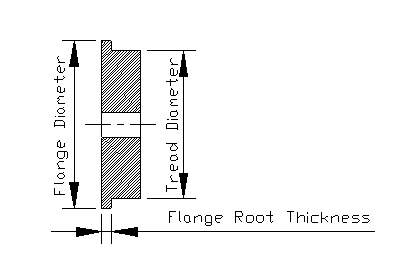
Once the first batch of four wheels was made to this profile, a decision had to be made on how to generate the rest of the profile, shown in the drawing below:
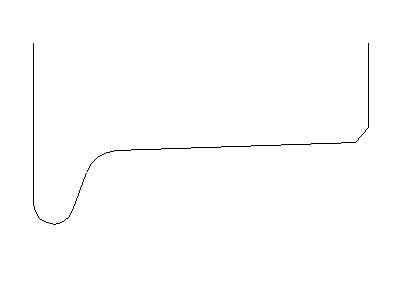
The taper to the tread is easily be generated using the top slide set to the required 2 degrees. Also, the radius at the tip of the flange would be produced by first turning to the approximate shape, followed by final shaping with a file held against the rotating wheel. However, the shaping of the flange, and particularly the generation of the radius at the flange root caused some head-scratching. It was decided to set a HSS tool with its cutting edge at the right angle to generate the taper on the flange, and then create the various radii with a fine file. With care, consistent wheels were produced using this technique. I found it easiest to do the same operation on each wheel, before moving on to the next stage. This way, there is more chance of the wheels coming out the same. A couple of photos below show the finished wheels, just waiting for balance weights.
Castings
All in all, the wheels kept me occupied for a good few days of machining. Their manufacture is relatively straightforward, but requires some care in order to end up with identical wheels. Machining the wheels from available castings would have had few advantages. The castings would have required less machining, but the steel wheels will be more durable and hard-wearing. Also, castings cost more than scrap billets of steel! Castings are available from Blackgates and Reeves (see Links).