|
2. Gas Tungsten Argon Welding by Flux via direct polarity constant current (A-TIG)
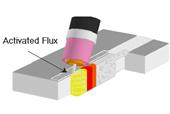 |
Single-pass non-fusion electrode welding in argon environment via direct polarity constant current through aluminium alloys activating flux layer without preliminary preparation of welding materials. The world analogues and prototypes are absent. The way of welding is patented, there is a copyright certificate. (ÓAluminium Alloys Welding MethodÔ, Soviet UnionÒs Copyright Certificate #1655694, February 15, 1991and ÓArc Welding MethodÔ, Soviet UnionÒs Copyright Certificate #1687396, July 1, 1991) |
Advantages in comparison with usual TIG welding (welding on an alternating current in argon): |
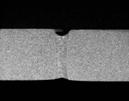
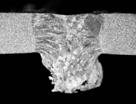
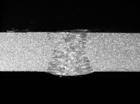
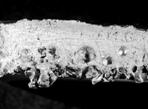
Macrostructure of 5086 aluminium alloy welded joints (6-mm-thick) made by argon-arc welding |
- possibility produce single-pass, square-groove, full penetration welds up to 10 mm without lining on a constant current of direct polarity in environment argon;
- high productivity;
- reduction in labour input;
- saving on electric energy and welding materials.
|
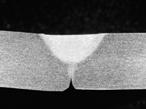
TIG welding (alternating current without flux) |

A-TIG welding (direct polarity constant current with flux) |
3. Laser Welding Aluminium Alloys With Flux
New laser welding technology using flux for welding of aluminium alloys with thickness upto 6,0 mm.
Advantages:
- decrease in plasma formation and spreading of liquid metal from welding basin;
- improvement of weld smelting formation;
- elimination of metal weld defects (oxide components, porosity).
|
|
 ATIG & Laser Welding Al Alloys
ATIG & Laser Welding Al Alloys