Flexography (often abbreviated to flexo) is a form of printing process which utilizes a flexible relief plate. It is essentially a modern version of letterpress which can be used for printing on almost any type of substrate, including plastic, metallic films, cellophane, and paper. It is widely used for printing on the non-porous substrates required for various types of food packaging (it is also well suited for printing large areas of solid color).
Process overview
1. Platemaking
The first method of plate development uses light-sensitive polymer. A film negative is placed over the plate, which is exposed to ultra-violet light. The polymer hardens where light passes through the film. The remaining polymer has the consistency of chewed gum. It is washed away in a tank of either water or solvent. Brushes scrub the plate to facilitate the "washout" process. The process can differ depending on whether solid sheets of photopolymer or liquid photopolymer are used, but the principle is still the same. The plate to be washed out is fixed in the orbital washout unit on a sticky base plate. The plate is washed out in a mixture of water and 1% dishwasher soap, at a temperature of approximately 40°C. The unit is equipped with a dual membrane filter. With this the environmental burdening is kept to an absolute minimum. The membrane unit separates photopolymer from the washout water. After addition of absorb gelatine for example, the photopolymer residue can be disposed of as standard solid waste together with household refuse. The recycled water is re-used without adding any detergent.
The second method used a computer-guided laser to etch the image onto the printing plate. Such a direct laser engraving process is called digital platemaking. Companies such as AV Flexologic, Esko, Polymount and Screen from The Netherlands are market leaders in manufacturing this type of equipment.
The third method is to go through a molding process. The first step is to create a metal plate out of the negative of our initial image through an exposition process (followed by an acid bath). In the early days the metal used was zinc, leading to the name 'zincos'. Later magnesium was used.This metal plate in relief is then used in the second step to create the mold that could be in bakelite board or even glass or plastic, through a first molding process. Once cooled, this master mold will press the rubber or plastic compound (under both controlled temperature and pressure) through a second molding process to create the printing plate.
2. Mounting
For every colour to be printed, a plate is made and eventually put on a cylinder which is placed in the printing press. To make a complete picture, regardless of printing on flexible film or corrugated paper, the image transferred from each plate has to register exactly with the images transferred from the other colors. To ensure an accurate picture is made, mounting marks are made on the flexographic plates. These mounting marks can be microdots (down to 0.3 mm) and/or crosses. Special machinery is made for mounting these plates on the printing cylinders to maintain registration.
3. Printing
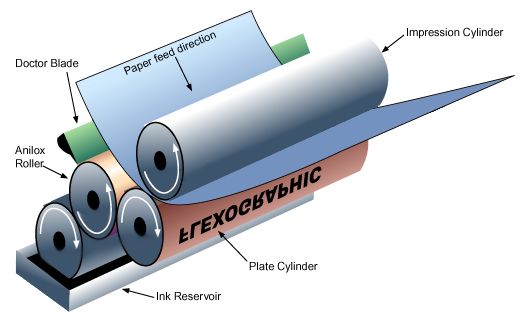
A flexographic print is made by creating a positive mirrored master of the required image as a 3D relief in a rubber or polymer material. Flexographic plates can be created with analog and digital platemaking processes. The image areas are raised above the non image areas on the rubber or polymer plate. The ink is transferred from the ink roll which is partially immersed in the ink tank. Then it transfers to the anilox or ceramic roll (or meter roll) whose texture holds a specific amount of ink since it is covered with thousands of small wells or cups that enable it to meter ink to the printing plate in a uniform thickness evenly and quickly (the number of cells per linear inch can vary according to the type of print job and the quality required). To avoid getting a final product with a smudgy or lumpy look, it must be ensured that the amount of ink on the printing plate is not excessive. This is achieved by using a metal scraper, called a doctor blade. The doctor blade removes excess ink from the anilox roller before inking the printing plate. The substrate is finally sandwiched between the plate and the impression cylinder to transfer the image. The sheet is then fed through a dryer, which allows the inks to dry before the surface is touched again. If a UV-curing ink is used, the sheet does not have to be dried, but the ink is cured by UV rays instead.
Basic parts of the press
- Unwind and infeed section – The roll of stock must be held under control so the web can unwind as needed.
- Printing section – Single color station including the fountain, anilox, plate and impression rolls.
- Drying station – High velocity heated air, specially formulated inks and an after-dryer can be used.
- Outfeed and rewind section – Similar to the unwind segment, keeps web tension controlled.
Operational overview
1. Fountain roller
The fountain roller transfers the ink that is located in the ink pan to the second roller, which is the anilox or ceramic roller.
2. Plate cylinder
The plate cylinder holds the printing plate, which is soft flexible rubber. Sticky 2-way tape is used to mount the plate to the plate cylinder.
3. Anilox (old) or Ceramic (modern) roller
This is what makes flexography unique. The anilox or ceramic roller meters the predetermined ink that is transferred for uniform thickness. It has engraved cells that carry a certain capacity of inks that can only be seen with a microscope. These rollers are responsible to transfer the inks to the flexible-plates that are already mounted on the Plate Cylinders
4. impression cylinder
The impression cylinder applies pressure to the plate cylinder, where the image is transferred to the substrate.
Flexographic printing inks
The nature and demands of the printing process and the application of the printed product determine the fundamental properties required of flexographic inks. Measuring the physical properties of inks and understanding how these are affected by the choice of ingredients is a large part of ink technology. Formulation of inks requires a detailed knowledge of the physical and chemical properties of the raw materials composing the inks, and how these ingredients affect or react with each other as well as with the environment. Flexographic printing inks are primarily formulated to remain compatible with the wide variety of substrates used in the process. Each formulation component individually fulfills a special function and the proportion and composition will vary according to the substrate.
There are five types of inks that can be used in flexography: solvent-based inks, water-based inks, electron beam (EB) curing inks, ultraviolet (UV) curing inks and two-part chemically-curing inks (usually based on polyurethane isocyanate reactions), although these are uncommon at the moment. Water based flexo inks with particle sizes below 5 µm may cause problems when deinking recycled paper.
Ink controls
The ink is controlled in the flexographic printing process by the inking unit. The inking unit can be either of fountain roll system or doctor blade system. The fountain roll system is a simple old system yet if there is too much or too little ink this system would likely not control in a good way. The doctor blade inside the anilox/ceramic roller uses cell geometry and distribution. These blades insure that the cells are filled with enough ink.
Presses
Stack press
Color stations stack up vertically, which makes it easy to access. This press is able to print on both sides of the substrate.
Central Impression press
All color stations are located in a circle around the impression cylinder. This press can only print on one side. Advantage: excellent registry
In-line press
Color stations are placed horizontally. This press prints on both sides, via a turnbar. Advantages: Can print on heavier substrates, such as corrugated boards.
Applications
Flexo has an advantage over lithography in that it can use a wider range of inks, water based rather than oil based inks, and is good at printing on a variety of different materials like plastic, foil, acetate film, brown paper, and other materials used in packaging. Typical products printed using flexography include brown corrugated boxes, flexible packaging including retail and shopping bags, food and hygiene bags and sacks, milk and beverage cartons, flexible plastics, self adhesive labels, disposable cups and containers, envelopes and wallpaper. In recent years there has also been a move towards laminates, where two or more materials are bonded together to produce new material with different properties than either of the originals. A number of newspapers now eschew the more common offset lithography process in favour of flexo. Flexographic inks, like those used in gravure and unlike those used in lithography, generally have a low viscosity. This enables faster drying and, as a result, faster production, which results in lower costs.
Printing press speeds of up to 600 meters per minute (2000 feet per minute) are achievable now with modern technology high-end printers. Flexo printing is widely used in the converting industry for printing plastic materials for packaging and other end uses. For maximum efficiency, the flexo presses produce large rolls of material that are then slit down to their finished size on slitting machines.
|