








|
|
|
|
|
|
|
|
|
Tratamientos Térmicos y Termoquímicos
Tratamientos Térmicos
El tratamiento térmico es el proceso de calentamiento y enfriamiento
de un metal en su estado sólido para cambiar sus propiedades físicas.
Con el tratamiento térmico adecuado se pueden reducir los esfuerzos
internos, el tamaño del grano, incrementar la tenacidad o producir
una superficie dura con un interior dúctil.
Los tratamientos térmicos han adquirido gran importancia en la industria en general, ya que con las constantes innovaciones se van requiriendo metales con mayores resistencias tanto al desgaste como a la tensión.
Existen cuatro tratamientos comunes que son el temple, el revenido, la estampación en caliente y el recocido.
|
Recocido |  |
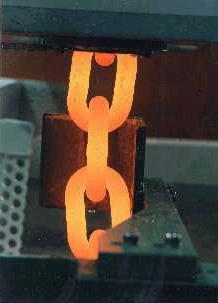 |
Temple El calentamiento por inducción permite tratar una parte determinada de la pieza, con lo que puede conseguirse un temple superficial y localizado en determinadas zonas. Este tratamiento superficial se consigue mediante la gestión de la potencia aplicada, la frecuencia de la corriente inductora y los tiempos de calentamiento y enfriamiento.El tratamiento puede realizarse de dos formas: en estático o progresivo (o al desfile). El tratamiento en estático consiste en situar la pieza frente al inductor y realizar la operación sin desplazar ni la pieza ni el inductor. Este modo de trabajo es muy rápido, requiere una mecánica sencilla y permite una localización muy precisa de la zona tratada, incluso sobre piezas de geometría complicada. El tratamiento progresivo consiste en recorrer la pieza realizando la operación en continuo, desplazando bien la pieza, bien el inductor. Este modo de trabajo permite el tratamiento de piezas de gran superficie a tratar y de grandes dimensiones con potencias reducidas. |
Revenido
El objeto del tratamiento
de revenido es aumentar la tenacidad de las piezas, reducir las tensiones
resultantes del temple y reducir la dureza.
El sistema tradicional de revenido consiste en un calentamiento a temperaturas relativamente bajas (entre 150 y 700 ºC) durante un tiempo del orden de más de una hora y dejarlas enfriar lentamente.
También exite un sistema de revenido por inducción consiste en conseguir los mismos efectos metalúrgicos que el revenido en un horno convencional pero con temperaturas más altas (200 a 400°C) y tiempos más cortos.
Estampación
en Caliente Para calentar las piezas se utilizan hornos convencionales (eléctricos, de gas, etc.) o, cada vez más, equipos de inducción. La razón fundamental de la sustitución de los hornos convencionales por los equipos de inducción es la mayor calidad y control de proceso que es posible obtener con el calentamiento por inducción ya que los equipos de inducción utilizan menos tiempo, menos oxidación, la posibilidad de automatización y mejor rendimiento. |
 |
Tratamientos Termoqu�micos
A los tratamientos termoquímicos también se les conoce como
temples superficiales, ya que de cierta manera comparten el proceso añadiendondole
una transformación química. Entre los procesos termoquímicos
están la cementación, el carbonitrurado, el cianurado y el nitrurado.
Carbonitrurado
También conocido como
cinauro seco, el carbonitrurado es un proceso de transformación en
donde el metal se expone a un ambiente gaseoso en donde se absorbe carbono
y nitrógeno. Con esto, se forma una capa dura en el metal a temperaturas
altas de 720 a 890°C.
Cementación
La cementación es
el método más viejo de temples superficiales. Para llevarlo
acabo, se calienta a temperaturas de 780-930°C mientras que hay contacto
con un material carbonoso para formar la capa dura cuya profundidad varia.
Existen tres tipos de cementación, la cementación en capa, la cementación gaseosa y la cementación líquida.
La cementación en capa consiste en colocar las piezas por tratar en un recipiente cerrado con el material carbonoso.Este proceso es algo taradado y es el más antiguo que existe.
La cementación gaseosa consiste de colocar el material en gases de combustibles derivados de hidrocarburos como lo son el gas natural o el propano. Esta cementación suele usarse solo para piezas pequeñas.
Por ultimo la cementación líquida consiste en calentar en un baño de sal de cianuro el material y de esa manera se difundirán carbono y nitrógeno y se puede usar para capas bastante gruesas y se puede usar para unacantidad un poco mayor de temples superficiales.
Cianurado
También llamado carbonitrurado
líquido, el cianurado consiste en combinar la absorción de carbono
y nitrógeno para obtener la dureza necesaria en materiales de bajo
cárbono. El material es sumergido en un baño de sales de cianuro
de sodio.
Nitrurado
El proceso de nitrurado es
parecido a la cementación pero difiere en que el material se calienta
a los 510°C y se mantiene así en contacto de gas amoníaco.
De esta manera los nitruros del amoníaco ayudan a endurecer el material.
También existe la modalidad líquida en la cual, el material
es sumergido en un baño de sales de cianuro a la misma temperatura
del nitrurado normal.
