Section C: Scroll through,
Model, Mold and Die Making
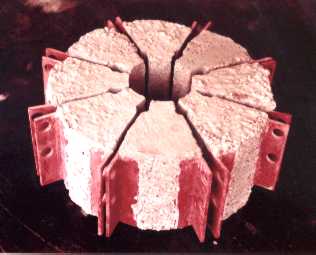
Picture C1 : A die set made of concrete and angle iron
Knowing these techniques, it is possible to enlist the aid of local potters for most of the other steps in making the purifiers. For example, local potters can be contracted to fire purifiers and to help locate and prepare clay materials.
The concrete die shown was made using conventional, 1 : 2 : 3 concrete: 1 part cement : 2 parts sand : 3 parts small stones (6 to 10 mesh). Beyond the concrete the only other material used within the dies is a bit of heavy wire, as additional reinforcement, shown in picture C2. Otherwise the only material needed in model, mold and die making is plaster-of-paris, also a relatively common material.

Picture C2 : The working molds, before poring concrete inside
As with the wheel die, before preparing for pressing, the mold shown here is covered with plastic. This allows the concrete die piece to release and be removed, the day after it is cast, when the concrete has set. Picture 2 also shows bolts holding the angle iron onto the mold.
As can be seen throughout this description, a number of kinds of production are necessary, in order to make the purifiers. For example, as with the making of the porous grog disks and powder. In a similar way it is necessary to think in terms of production of the pieces of the die. Using two master molds like the ones shown in picture C4 it is possible to make all eight dies within four days. Replacement dies can be made as needed, with the expectation that each piece of the die can be used in making several thousand purifiers. It is best to have several replacement dies handy as spare parts. Otherwise if a die breaks while making purifiers, production could come to a standstill.

Picture C3 : After pouring concrete, ready to remove the die
Fortunately dies are not difficult to make. It is good to designate a work space for die production. If this small facility has two working molds, with cement, sand and small stones at hand, it should be possible to prepare and cast two dies within an hour's time. It is possible that a single model, mold and die making facility could furnish all the dies necessary for a number of different producers of the purifiers.
It is also possible that working molds could be made from master molds in a larger city, for use of purifier producers located at some distance, in smaller communities. In this scenario the more remote, purifier producer could make the concrete dies, using the working molds purchased from the city. This would leave to the city producer the work with plaster-of-paris, the making of the working molds.

