

MEXICAN EXPERIENCE WITH COMPACT STRIP MILLS
April 1997
Armando Ferriz Domínguez
Gerardo García Franco
1. Introduction
The two established routes of supplying iron units for steelmaking are the blast furnace, which produces liquid hot metal for refining to steel in the basic oxygen furnace, and the electric arc furnace which remelts in-plant and merchant scrap. According with the world experience in last years, integrated steel companies which have state of the art blast furnace - basic oxygen steelmaking plant will continue to extend the life of this plant and improve its performance to achieve better quality products and reduced through-process costs. Continuous cost effective improvements are necessary to meet the increasingly challenging technical and price demands of customers, the competitive pressures of other steelmakers and alternative material producers, price increases of input materials and consequent cost/price squeeze together with more stringent environmental legislation.
The drivers for technological change are powerful. Our industry is far too capital intensive. It is subject to increasingly stringent environmental challenges, not the least of which is the greenhouse challenge. There is a excess capacity in many parts of the world, margins are low and the relentless drive for cost reduction is a day to day fact of life. At the same time we are witnessing ever increasing demands for quality and service from an increasingly sophisticated customer base. Technology can be one of the solutions to these challenges and it can be an important and prospective one.
The development of high-powered electric arc furnaces over the last 30 years has seen a dramatic rise in their use. They now dominate in the area of long products production and are approaching 40% of the world’s total steel market. The process has lowered entry barriers and given the industry a new vision of lower capital intensity, flexibility, dynamism and efficiency. As a scrap melting process electric arc furnace have helped steel become the most recycled material. By avoiding coking and ore agglomeration, EAF operations based purely on scrap have an environmental advantage and even with thermally generated electricity they significantly reduce the carbon dioxide generated. It is now predicted that by sometime early next century half of the world’s steel will be made by the EAF and half by BOF.
Steel produced via the electric arc route has progressively improved, allowing it to participate in more sophisticated markets. The inexorable drive to improve steel requires ever-purer iron feeds, premium scrap, hot or cold blast furnace iron and the various direct-reduced irons (DRI, HBI and potentially iron carbide). Today, direct reduced iron supplies less tan 5% of the world’s steelmaking into units but it will grow as an enabler or purer steels and a sweetener for poor scrap.
The blast furnace despite its maturity does not stand static. Its fuel rate halved and its productivity doubled in recent decades. Blast furnace campaigns lives have quadrupled. The blast furnace process is a very efficient smelter with a high quality, low unit cost product and certainly remains a choice for large works with economic access to quality raw materials. The blast furnace process has reached great sophistication and the improvements are far from exhausted. If there are negatives associated with the blast furnace route they are high capital and maintenance costs and low turndown capability.
Related to Hot rolling mills, the most important energy saving technique is the efficient utilization of the heat held by slabs coming from the continuous casting process. The Continuous Casting Direct Rolling means a direct connection between the continuous casting machine and the hot strip mill. The continuous cast slabs are passed through an tunnel furnace which has the main purpose to correct the edge and corner temperature of the slabs. Through this process the heat consumption for reheating will be practically completely eliminated due the energy consumption of the tunnel furnace is negligible.
In the case of Hot Direct Rolling, the slabs are introduced directly into the reheating furnaces, that means without intermediate storing, so that the charging temperature is very high, normally over 900°C. In the Hot Charge Rolling process the slabs have to be stored for some time due of the program difference between CCM and HSM, but they are charged into the reheating furnaces in hot state, normally over 300°C.
In the case of Cold Charge Rolling process, the slabs have to be cooled after casting in order to eliminate the surface defects through scarfing so that they are charged into the reheating furnaces in cold state.
In the case of CCDR process or reduced slab reheating temperature the following measures can be applied in the design operation of HSM, in order to ensure the desired finishing rolling temperatures: Short overall mill length; optimized pass schedules; Retarded transfer bar cooling; Increased threading speed.
All these measures have the aim to reduce the radiation looses of the slab during the hot rolling process. The short overall mill length ensures, beside reduced energy consumption, saving in construction costs and installation space.
Compact mill layout can be realized applying the following measures:
three quarter-continuous or semi-continuous arrangement
Heavy reductions in the roughing and finishing train
Increased transfer bar thickness
Coilbox
New type of finishing train
high capacity strip cooling system
By applying these measures the total length of the newest mills(distance between the first furnace and the first coiler) is only 250 to 430 m in comparison to up-to 650 m for the third generation fully continuous mills.
2. Present Status of the Mexican steel industry.
Mexico is the second largest producer of steel in Latin America and has an installed capacity of over ten million tonnes per annum.
At present steel industry is conformed mainly with five integrated plants that represent 80% of Mexican installed capacity.
|
COMPANY |
INSTALLED CAPACITY |
|
AHMSA |
3,850,000 |
|
HYLSA |
3,690,000 |
|
IMEXA |
2,300,000 |
|
SICARTSA |
1,500,000 |
|
TAMSA |
800,000 |
|
OTHERS |
3,410,000 |
|
TOTAL MEXICAN INSTALLED CAPACITY |
15,550,000 |

The Mexican liquid steel production during 1996 was 13.169 million tonnes, representing an increment of 8.6% in comparison with 1995, for AHMSA signified an increasing of 9.35% for same period.

Privatization has added a new aggressiveness to the domestic economy in the form of free competition and a result, the Mexican steel industry is protagonist of a great transformation in technological advances and production efficiency.
The Mexican steel industry produces a wide range of products for both the domestic and export market. Recently there is a tendency to install processes for higher value products such as tin-free steel, galvanized and painted products and cold rolled coils for automotive applications.
Flat products are produced by AHMSA, HYLSA and APM.. AHMSA has the only wide plate mill in Mexico and it is the main producer of tin plate.
3.- Present status of Mexican’s Hot Strip Mills Technology.
At present, steel is made in Mexico using basically two different production routes, the electric arc furnace route using scrap or DRI based and the BOF´s route trough blast furnace and coke processes usage. Therefore, the current predominant is the first one that represent the 60% of the Mexican steel industry production.
Due the national economic crisis suffered during 1995, the steel consumption in Mexico fall down, originated a recession in the construction, transport and communication industry, however at same time the devaluation compensate the lack of internal market with significant increment in external market.
The recession during 1995, was reflected in a steel consumption decrement of 45% in comparison with 1994, however the exports rose 477% respect same year. In contrast, the steel imports volume decrease 198%, resulting favorable the global steel commercial balance.
Mexican HSM lines are characterized by a variety of designs: APM has the COIL-BOX technology; AHMSA a double edger universal mill and an M Stand, whereas HYLSA´s line has the CSP technology, but all of them share a very compact design principle suitable to the diversified market needs.
AHMSA and APM finish their upgrading of facilities in 1995 and 1994 respectively meanwhile HYLSA started operation of its new CSP mini-mill plant in february 1995. A brief review of the three existing Hot Strip Mills facilities in Mexico are summarized next:
3.1 AHMSA
As part of Altos Hornos de Mexico´s (AHMSA) ongoing program to improve product quality, in 1988, it was decided to perform a major upgrade of the 68" Hot Strip Mill. This would convert the manually operated mill to a fully automated, state of the art modern facility.
The resultant improvement in quality, combined with the ability to produce larger coils, would enable AHMSA to service the home market with a better quality product and to enter the international market.
As a result of the modernization, in conjunction with an extensive training program, an organizational restructuring and the ISO-9002 certification awarded in March 1995, AHMSA was able to export 50% of its hot rolled product within nine months after completion of the final shutdown.
The AHMSA´s Hot Strip Mill modernization project had the following targets:
|
GENERAL SPECIFICATION |
|
|
Production Millions tonnes/year |
2.25 |
|
Maximum Coil Weight (Tonnes) |
21.0 |
|
Prime (%) |
98.20 |
|
Yield(%) |
97.50 |
|
Natural Gas consumption (MBTU/Tonne) |
1.35 |
With respect to product quality, it also had the following specifications as target:
|
FINISH THICKNESS |
||
|
Range (mm) |
Tolerance (+/-) |
% On |
|
1.5-4.0 |
0.050 mm |
98.0 |
|
4.0-6.0 |
0.060 mm |
97.0 |
|
6.0-12.5 |
1.0 % |
97.0 |
|
WIDHT |
||
|
Edging |
152.4 mm |
|
|
Tolerance (+/-) |
% On |
|
|
Transfer Bar |
30. mm |
65.0 |
|
Coil |
4.0 mm |
65.0 |
|
FINISH TEMPERATURE |
|
|
Tolerance (+/-) |
% On |
|
15.0 ° C |
95.0% |
|
COOLING TEMPERATURE |
|
|
Tolerance (+/-) |
% On |
|
20.0 ° C |
90.0% |
MAIN EQUIPMENT AND SYSTEMS
Due the compact design of the AHMSA´s Hot Strip Mill and the available length between the Roughing and the Finishing Mill, it was realized that it was not possible to handle longer transfer bars to obtain a 20 tonnes coil size and therefore two possibilities appeared: to install a coil box, keeping the same present thickness in the transfer bar(which was achieved in seven passes in the roughing mill) or install an intermediate stand at the entry of the finishing mill to receive the transfer bar at two inches thickness and then reduce it continuously to one inch to be fed into the finishing mill and then reduce the number of passes in the roughing to five, increasing productivity. Finally, it was the latter alternative which was selected; and at the same time, the longer bars also required repowering of the three first finishing stands to cope with the longer rolling time and lower temperatures at the tail of the bar. With this elements, the modernization of the line acquired the following scheme:
AHMSA MODERNIZATION PROJECT
|
AUTOMATION & CONTROL SYSTEM
|
Nine VAX computers and Level 1 control system utilizing 32 DMC´s which includes the following systems:
|

3.2 HYLSA
HYLSA, the steelmaking unit, is the largest subsidiary of HYLSAMEX, which includes 100% ownership of Galvak, a producer of galvanized sheet and sections; 51% of HYLSA Bekaert, a joint venture with Bekaert of Belgium to produce wire products; 70% of Galvamet, a joint venture with Metecno of Italy to produce building panels; 51% of Acerex, a joint venture with Worthington Industries to operate a processing and service center for flat-rolled steel.
In addition to its Flat Products Div. In Monterrey, HYLSA operates in the Wire and Rod Div. In nearby Apodaca and in Puebla and the tubular Products Div. In Monterrey. HYLSA´s Technology Div. Licenses the HYL process for direct reduction of iron and other technology to steelmakers worldwide.
The most substantial project at HYLSA in 1995, was the commissioning in Monterrey of the 750,000 tonne/y first Compact Strip Production (CSP) mini-mill in Latin America. The heart of HYLSA´s new CSP, a thin slab caster by Germany´s SMS is designed to cast slabs measuring 2 in. Thick and from 31 in. up to 53 in. wide, key data of the new facility are summarized next:
|
Hylsa ´s New EAF-CC Plant |
|
|
Scrap yard |
50,000 tonnes |
|
Electric Arc Furnace |
Fuchs DC arc shaft furnace |
|
Capacity |
150 tonnes |
|
Heat size |
135 tonnes |
|
Transformer (3 x 52) |
156 MVA |
|
Output power |
80 MW |
|
Electrode Diameter |
28-32 in. |
|
Bottom electrode |
3 billets, water cooled |
|
Oxy-fuel burners |
4 |
|
Oxy-carbon lances |
2 |
|
Tapping |
OBT |
|
Bottom stirring (nitrogen/argon) |
2 |
|
Productivity |
135 tonne/h |
|
LF transformer |
25 MVA |
|
Output power |
18 MW |
|
Electrode diameter |
18 in. |
|
Caster |
SMS thin slab |
|
Strands |
1 |
|
Rated capacity |
750,000 tonne/y |
|
Slab dimensions |
50x790-1,350 mm |
Linking the caster and a HSM, a seven heating zones tunnel furnace will serve two key functions: equalizing temperature along the slab and acting as a buffer to absorb small delays -due mainly to roll- at the rolling mill. Minimum slab entry temperature is 895 ° F with max. exit temperature set at 1,150 ° F.
The production of thin gages in the Hot strip Mill, to substitute some applications of cold rolled strip was envisioned as a niche that will give HYLSA a better position in the market. Designed to be highly flexible, HYLSA´s six stand, four high CSP hot strip mill will boast a maximum speed of around 11 m/min and to roll strip down to a final gauge of between 12.5 mm max. and 1 mm min., with control to one-quarter standard tolerance. It is equipped with a full complement of cutting-edge capabilities, including AC drive technology.
HYLSA´s Hot Rolling Mill
|
Manufacturer |
SMS |
|
Type |
4-high |
|
Stands number |
6 |
|
Product capacity |
1,500,000 tonne/year |
|
Exit thickness |
1-12.7mm (0.04"-0.5") |
|
Coil weight |
20 tonnes |
|
Technological systems |
|
|
Hydraulic AGC in 6 stands |
|
|
CVC rolls with roll shifting in 6 stands |
|
|
Roll bending system |
|
|
Hydraulic loopers |
|
|
Flatness control system(laser beam type) |
|
|
Laminar flow strip cooling system |
|
|
Downcoiler with step control system |
|
3.3 Aceros Planos Monterrey S.A. (APM)
APM S.A. de C.V., an organization engaged in the production of flat products and Industrias Monterrey, a pioneering company in the coated steel market, are strategically grouped as IMSA ACERO. IMSA ACERO is part of GRUPO IMSA, an important conglomerate of companies serving the construction market, as well as a wide range of industrial segments in the mexican and global markets.
APM was born with the 1991 acquisition of Aceros Planos, an important subsidiary of Fundidora Monterrey, once Monterrey´s landmark. A challenging investment plan became a reality, which included the updating of all the production processes. The first products reached the market in early 1994 with success.
The company had installed capacity of one million tonnes per year for hot rolled flat steel at its hot strip mill , which is supplied by purchased steel slab, 0.89 million tonnes per year for cold rolled steel, used to supply the company’s downstream steel processing operations like prepainted and galvanized flat steel.
The hot strip mill is totally automated and is capable to produce coils up to 20 tonnes and includes a high tech equipment, a vertical edger & roughing mill with automated width control and maximum width reduction of 50 mm, the only one of its kind in Latin America, the coilbox, which besides optimizing energy, its greatest advantage is to ensure coil metallurgical uniformity from beginning to end. The transfer bar from the roughing mill is formed into a coil at the coil box ahead of the finishing mill. The unit operate in conjuntion with the roughing mill, as approximately half the coil is formed before the tail of the bar leaves the roughing stand.
The bar in coil form loses heat very slowly compared to the old practice of having transfer bar laid out on roller tables. The temperature within the coil equalizes such that the effect of cold spots from furnace skids significantly reduces head to tail temperature differentials. After the coiling is complete, the exposed end will be peeled off from the coil and fed to the finishing train. As it moves from the coil box, the head end will be cropped off by the existing rotary crop shear, after which it will pass through the finishing scalebreaker unit for removal of the secondary scale.
A six continuous finishing tandem mill implemented with AGC and with power in stands of 6,500 HP, gives the product the final thickness from 1.95 to 15.88 mm. with a tolerance ± 0.058mm. and a maximum width of 1,524 mm..
After going through the cooling section and down coilers, the hot rolled band is ready for the market, for skinpassing or further processing in APM.
APM´s Hot Rolling Mill - Basic Data
|
Reheating furnace #3 |
Pusher type, natural gas fired, 230 tonnes/h |
|
New Edger |
2 x 1,200 HP drive, UNITED |
|
Rougher |
Blaw Knox, 4 Hi, 7,000 HP, 80" mill |
|
New Coil Box |
80" Wide |
|
Rotary Crop Shear |
Quick blade change |
|
Descale System |
6 stations: 1 horiz. Sc Breaker 2 rougher 2 finisher entry 1 f1 exit |
|
Six Stand blaw Knox Finishing Mill 4 Hi |
|
|
Run Out Table Cooling |
New United cooling system, water wall top header, atomized sprays bottom headers. |
|
Mesta Downcoilers |
1,200 hp mandrels, max. coil weight 20 tonnes |
|
Automation System |
Full system supplied by GE include: finishing mill setup, Absolute AGC (all stands), FM Monitor AGC, finishing temperature setup and control. |
4.- Conclusions
The challenge of Mexican steel industry are involved with the strengthening of the actual operation capacity, putting special focus in effort toward to improve costs, quality and service. At same time, the modernization strategy must to continue, wherever be required. The organization structure will change substantially by the figure of "strategy associations".
Technological agreements, strategy associations, dumping market negotiations, care of environment and improve of the human resource, are some of the points the Mexican industry will board with other companies and governments in rest of the world.
The growing economies of Mexico and Latin America will need vast quantities of steel to develop their infrastructure and manufacturing bases, the Mexican Steel Industry is looking to and planning for this bright future.
DDP/April 1997


Juan José Pineda Rodríguez. [email protected]
Cesar Garay Zavala. [email protected]
Luis Carlos Talamantes Arredondo [email protected]
Altos Hornos de Mexico S.A de C.V.
Prolongación Juárez s/n
Monclava Coahuila
C.P. 25770
1.- Resumen.
En AHMSA el proceso tradicional para fabricar productos estructurales, fue durante 27 años mediante la reducción de lingote.
En el año 2001 AHMSA decide eliminar el proceso de lingoteo por su alto costo y bajo rendimiento; dejando como única alternativa la utilización de planchón de Colada Continua de 8" de espesor.
Por lo anterior se desarrollo un nuevo modelo de fabricación combinando proceso de ensanchamiento y reducción de planchón, para obtener el blank como etapa intermedia para la formación de vigas IPR.
2.-Introducción.
En el tren de laminación de productos estructurales, el proceso para la fabricación de vigas IPR de 6"x 4" (154x102mm) a 18"x 11" (457x279mm) es utilizando como materia prima tocho (blooms) con sección de 6"x 6" (152x152mm) hasta 19"x 12" (483x305mm) ver Tabla I.
Este tocho se obtiene a partir de lingote.
Tabla I Vigas IPR fabricadas y materia prima (tocho) utilizado
|
VIGA IPR |
SECCION TOCHO |
VIGA IPR |
SECCION TOCHO |
||||
|
6"x 4" |
152x 102mm |
7"x 6½" |
178x 165mm |
12"x 6 ½" |
305x 165mm |
16"x 11" |
406x 279mm |
|
6"x 6" |
152x 152mm |
8½"x 8" |
216x 203mm |
12"x 8" |
305x 203mm |
16"x 12" |
406x 305mm |
|
8"x 4" |
203x 102mm |
9½"x 6½" |
241x 165mm |
14"x 6 ¾" |
356x 171mm |
17½"x 11" |
444x 279mm |
|
8"x 5¼" |
203x 133mm |
10½"x 9" |
267x 229mm |
14"x 8" |
356x 203mm |
17½"x 12½" |
444x 318mm |
|
10"x 4" |
254x 102mm |
11½"x 6½" |
292x 165mm |
16"x 7" |
406x 178mm |
19"x 12" |
483x 305mm |
|
10"x 5¾" |
254x 146mm |
12½"x 93/8" |
318x 241mm |
18"x 7 ½" |
457x 190mm |
Blank vía lingote |
|
|
12"x 4" |
305x 102mm |
13¾"x 7" |
349x 178mm |
18"x 11" |
457x 279mm |
Blank vía lingote |
|
Derivado de áreas de oportunidad para reducir costos en la ruta del proceso de laminación de vigas; se analizo la posibilidad de fabricar vigas IPR utilizando planchón de 8" (203mm) de espesor.
En la primera etapa se desarrollo la fabricación de tochos vía planchón para las vigas de 6"x 4" (154x 102mm) a 12"x 4" (305x 102mm).
El reto del grupo y objetivo de este trabajo fue el desarrollo de la materia prima para fabricar productos IPR de 12"x 6½" (305x 165mm) a 18"x 11" (457x 279mm); resultado de esto fue el desarrollo de blanks a partir de planchón en el Molino Desbastador.
3.- Desarrollo.
3.1.-Se realizo pruebas para medir el ensanchamiento máximo del espesor del planchón de 8" (203mm); observando que la parte central de la sección obtenida no ensanchaba.

Durante la laminación del planchón, debido al efecto de elongación, el espesor al centro del planchón se reduce hasta 0.500" (12.7mm); el mayor espesor de tocho obtenido fue de 9.500" (241mm) en los extremos y 7.500" (190mm) al centro (Fig. 1). Con este perfil de tocho se logra fabricar vigas IPR de 6"x 4" (154x 102mm) hasta 12"x 4" (305x 102mm).
3.2.-Con base en lo anterior se determina desarrollar blanks vía planchón para la gama de vigas IPR de 12½"x 6½" (305x165mm) a 18"x 11" (457x279mm).
3.3.-Se definió las dimensiones del blank requerido para cada viga considerando la relación de reducción alma/patín del molino break-down del tren laminador de vigas (ver tabla II). Con esta información se diseña la configuración de blanks para cada tipo de viga y a la vez se desarrolla la secuencia de reducción y ensanchamiento del planchon con apoyo del diseño de calibres o cajas las cuales fueron maquinadas en los rodillos actuales.
|
Materia Prima |
||||
|
Tipo |
Dimensiones |
|||
|
Blank |
12¼" x 9½" x 3½" |
IPR |
10'' x |
5¾" |
|
Blank |
15½" x 107/8" x 3½" |
IPR |
12'' x |
6½" |
|
Blank |
15½" x 107/8" x 3½" |
IPR |
12'' x |
8'' |
|
Blank |
17" x 107/8" x 3½" |
IPR |
14'' x |
6¾" |
|
Blank |
17" x 107/8" x 3½" |
IPR |
14'' x |
8'' |
|
Blank |
19" x 103/8" x 5" |
IPR |
16'' x |
7'' |
|
Blank |
24" x 117/8" x 4" |
IPR |
18'' x |
6" |
|
Blank |
24" x 117/8" x 4" |
IPR |
18'' x |
7½" |
|
Blank |
257/16" x 14" x 3¼" |
IPR |
18'' x |
11'' |
Tabla II
3.4.-Vigas de 12"x 6 ½"(305x 165mm) a 16"x 7"(406x 178mm)..
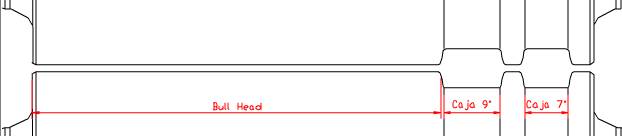
Para la obtención de estas vigas se utilizan cajas planas de 9½"(241mm), 11"(279mm) y 13"(330mm) de ancho combinándolo con blanks de 15.300"x 10.875"(389x 276mm) y 19.000"x 10.875"(483x 276mm); logrando ensanchamiento de hasta 11.000"(279mm) en los extremos del planchón. Fig. 2
El laminado del planchón inicia en la caja de 9 ½" donde el ancho del planchón (36") se reduce 5" logrando un ensanchamiento en los extremos del mismo de 1.522", después pasa a la caja de 11" donde se reduce 6" mas logrando que los extremos del planchón ensanchen 2.411", de aquí pasa a la caja de 13" donde se reduce 6 ¼" mas, logrando un ensanchamiento de 1.875"; posteriormente pasa al calibre blank para obtener la forma y dimensiones requeridas.
Fig. 2
3.5.- Vigas de 18" (457mm).
Se diseño cajas planas de 10"(254mm) y 14"(356mm) y se incluye "calibre partidor" de 12"(305mm) de ancho, combinándolo con blank de 24.750" x 13.750"(629x 349mm); logrando ensanchamiento de 14.000"(356mm) en los extremos del planchón. Ver Fig. 3
La secuencia de reducción del planchón inicia en la caja de 10", donde el ancho del planchón (40") es reducido 10" logrando un ensanchamiento de 4" en los extremos del planchón, de aquí pasa al calibre "partidor" o caja de 12" donde se reduce 5.500" mas y ensancha 1.000" en los extremos; el objetivo de este calibre es penetrar en el centro del espesor del planchón formando una especie de canal con vértice suavizado para que al pasar a la caja plana de 14" los extremos de esa canal se extiendan hacia los lados logrando mayor ensanchamiento; en esta caja el ancho del planchón se reduce 4" logrando ensanchar 3", posteriormente pasa al calibre blank para obtener la forma y dimensiones finales.
Fig. 2
3.6.-Pruebas físicas.
Las vigas fabricadas con blank vía planchón fueron sometidas a pruebas físicas cumpliendo con las normas correspondientes; en la tabla III se adjunta un ejemplo de los resultados obtenidos.
Tabla III Prueba de tensión (longitudinal en el alma)
|
Colada |
Hilo Planchón #. |
Limite Elástico (ksi) |
Ultima Tensión (ksi) |
Elongación (%) (8") |
|
106149 |
1 |
53.453 |
69.369 |
23 |
|
106149 |
2 |
52.852 |
69.969 |
22 |
|
106149 |
3 |
52.265 |
69.184 |
23 |
|
106149 |
4 |
52.852 |
69.969 |
23 |
|
ASTM A-36 |
36 |
58-80 |
20 |
|
|
ASTM A-572-50 |
50 MÌN. |
65-80 |
20 |
Tabla III Prueba de tensión (Transversal en el alma)
|
Colada |
Hilo Planchón #. |
Limite Elástico (ksi) |
Ultima Tensión (ksi) |
Elongación (%) (8") |
|
106149 |
1 |
58.928 |
82.517 |
28 |
|
106149 |
2 |
60.651 |
74.196 |
27 |
|
106149 |
3 |
60.848 |
73.776 |
26 |
|
ASTM A-36 |
36 |
58-80 |
20 |
|
|
ASTM A-572-50 |
50 MÌN. |
65-80 |
20 |
4.-Resultados
4.1.-El nuevo modelo de proceso permite mejorar el rendimiento en 8.55 %.
Producción de Perfil Estructural
|
vía Lingote |
vía Planchón de Colada Continua |
||
|
Proceso de Acero. |
Rendimiento |
Proceso de Acero |
Rendimiento |
|
A Lingote |
94.6% |
A Planchón |
95.96% |
|
A Tocho |
85.3% |
A Tocho/Blank |
93.0% |
|
Al Acero Liquido |
80.69% |
Al Acero Liquido |
89.24% |
Diferencia en rendimiento de Acero liquido a Perfil Estructural 8.55%
4.2.-Únicamente los rodillos existentes se modifican para laminar blank, los demás equipos (fosas, grúas, mesas, tijeras, etc.) no se modifican; logrando la mejora con un mínimo de inversión.
4.3.-El cambio de ruta de proceso represento disminuir la productividad del Molino Desbastador en las etapas de implantación y aprendizaje; el grafico muestra que la productividad con el proceso tradicional (lingote) era de 120 Ton/hr., disminuyendo a 110 Ton/hr. Actualmente se ha logrado el estándar que se tenía antes del cambio de proceso (planchón).
4.4.-El calentamiento de la nueva materia prima (planchón) se realiza en los mismos equipos (fosas, "soaking pit") sin modificación alguna; derivado de la geometría del planchón y el diseño de la fosa (calentar lingote) da como consecuencia lo siguiente: (Tabla IV)
La carga de material en fosas disminuye 50 % (de 80 a 40 Ton/fosa).
La capacidad de calentamiento disminuye de 6.55 a 5.7 Ton/hr.
El consumo de energía se incrementa de 2.41 a 2.56 MMBTU/Ton
Tabla IV Comparativo antes y después del cambio de ruta de proceso
|
Concepto |
Proceso anterior (lingote) |
Nuevo proceso (planchón) |
|
Carga / Fosa |
80 Ton/Fosa |
40 Ton/Fosa |
|
Capacidad Calentamiento |
6.55 Ton/hr./fosa |
5.74 Ton/hr./fosa |
|
Consumo de Energía |
2.41 MMBTU/Ton |
2.56 MMBTU/Ton |
4.5.-El cambio de ruta de proceso representa un ahorro de 4.48 MM USD/Año; aun con las desventajas mencionadas.