EXTRACCION Y LAVADO DEL CARBON, PROCESO DE COQUIZACIÓN
EXTRACCION Y LAVADO DEL CARBON.
1.- GENERALIDADES.
La
historia y desarrollo del proceso del Alto Horno desde sus inicios ha estado
estrechamente ligada con el uso de combustible sólido carbonáceo. Durante
siglos el carbón vegetal o leña fue el principal combustible utilizado para
fundir fierro, antes de ser desarrollado el proceso de coquización a principios
del siglo XIX a partir del carbón mineral, sin el cual no hubiera sido posible
alcanzar el desarrollo actual en la Industria Siderúrgica. más aún, los
combustibles sólidos carbonáceos utilizados antes de la era del coque no
hubiera sido capaces de cubrir las demandas de cantidad y calidad adecuadas dada
la intensificación del proceso del Alto Horno que permitiera cubrir los cada
vez mayores requerimientos del acero a nivel mundial.
2.- DESCRIPCION DEL
CARBON
Siendo
el carbón mineral el elemento primario para la fabricación del coque, es
necesario revisar algunos aspectos importantes que se dan durante su formación
y explotación como son:
2.1-
FORMACION DEL CARBON.
El
carbón se encuentra en la naturaleza en forma de mantos. Usualmente formados a
partir de la compactación de sedimentos vegetales ("Turba")
depositados en pantanos, esteros de ríos o
lagos de agua estancada a través del tiempo. Generalmente se estima que la
compactación de la turba a carbón café y posteriormente a carbón bituminoso
es en porción 6:3:1 o sea que un metro de turba depositada producirá alrededor
de 50 cm de carbón café y 15 cm.
de carbón bituminoso. Los mantos de carbón así formados debido a los
movimientos telúricos y contracciones de la corteza terrestre se elevaron junto
con las demás capas formando cerros y pequeños montes que se fueron
erosionando con el paso del tiempo y formaron lo que se conoce como
"Cuencas carboníferas".
Clasificación y localización del carbón:
La clasificación más usual para los carbones se encuentra recopilada por la American Society for Testing and Materials (ASTM), basado en el contenido de carbón fijo, cantidad de materia volátil y características de aglomeración, existe una clasificación de los carbones por rango, pertenecientes a la norma D-338-66 de la ASTM de donde se observa que los carbones antracíticos subituminosos y ligníticos son los no coquizables debido a su carácter no aglomerante y los carbones bituminosos son los coquizables dado su carácter aglutinante.
En México, se ha encontrado depósitos de
diferentes tipos de carbones en los Estados de Chihuahua, Coahuila, Hidalgo,
Nuevo León, Oaxaca, Sonora y Veracruz . De estas regiones carboníferas,
destacando la mas importante la del Estado de Coahuila y en la cual se ha venido
produciendo la totalidad del carbón en México, en esta región carbonífera se localizan dos áreas principales que son:
Area de Sabinas:
Está
compuesta por las cuencas del Golfo de Sabinas, Las Esperanzas, Saltillito, San
Patricio, Lampacitos, Las Adjuntas, Monclova y San Salvador.
Area de Fuentes:
Localizada
en la parte Noreste del Estado (Río Escondido) en las inmediaciones a la zona
fronteriza con USA (Piedras Negras).
2.2 RESERVAS DE
CARBON.
Las
reservas totales de carbón mineral positivas son del orden de 1675 millones de
toneladas "in situ"; el 65% corresponde a carbón coquizable (760
millones toneladas.) y el 35% restante al tipo de carbón no coquizable, lo cual
da por resultado que mediante una explotación
racional y programada, el período de duración de las reservas de carbón
coquizable será para 76 años.
2.3 SISTEMA DE
EXPLOTACION.
En la
región carbonífera del Estado de Coahuila,
el carbón se presenta en forma de mantos una relativa gran extensión pero de
espesor reducido, presentan una determinada inclinación de acuerdo con la cual
varía en un punto dado la profundidad de la capa de carbón, así la extensión
e inclinación de las capas de carbón determinan el sistema de minado que se
aplica para su explotación.
Explotación a cielo abierto. (tajos):
Este
tipo de explotación constituye la forma más sencilla y económica de extraer
el carbón , es aplicable solamente para casos de mantos poco profundos y de
poca inclinación, ya que a mayor pendiente el área de explotación se
disminuye por lo que existe una profundidad máxima a la cual debe utilizarse
este método (entre 50-60 metros) si este límite es rebasado los problemas de
explotación se multiplican debido a la cantidad de material estéril (impurezas
que acompañan al carbón) que habría
que extraer y manejar por lo que la operacion de minado resultaria incosteable
la extracción.
Cuando
el espesor del manto es menor a 20 cm. es prácticamente es difícil
efectuar la separación, a a pesar de que la profundidad sea menor a 50
metros, además que la relación de toneladas de estériles a remover por
tonelada de carbón bruto se incrementaria por arriba de 14 ton. de material estéril
por tonelada de carbón resultando incosteable la operación
Generalmente
cuando se inicia la explotación del tajo se desecha el carbón que se encuentra
en los primeros 15 metros de profundidad debido a su composición química ha
sido afectada por estar en contacto con el aire de la superficie. Este fenómeno
no se conoce como "Aceración del Manto" y causa una oxidación del
carbón que se manifiesta en una disminución de sus propiedades coquizables y
su densidad.
Explotación subterránea
Existen
dos métodos principales de explotación subterránea que son; De
"Bordos" y "Frente
Larga" siendo este ultimo el más común utilizado en las minas bajo
control de AHMSA, Para el caso de ambos métodos es necesario una previa
preparación de la zona a explotar.
Esta
preparación consiste delimitar la
zona o bloque por medio de "cañones" que pueden desarrolla en forma
manual o bien empleando máquinas llamadas "Mineros Continuos" cuya
forma de operar es la siguiente:
El
minero continuo en un tambor giratorio con picos montado sobre un brazo
orientable que arranca o desbarata el manto de carbón, cayendo éste sobre una
mesa frontal de la máquina de donde es tomado por un mecanismo en forma de
"brazos de cangrejo" que lo depositan a un sistema de
transportadores de banda que lo llevan al exterior.
Método de bordos:
La
zona por explotar se delimita abriendo unos pasillos longitudinales paralelos
denominados "Cañones" con una separación de 60 a 150 metros,
posteriormente, estos cañones se comunican entre sí, abriendo
pasillos llamados "Galerías" que distan de 15 a 20 metros una
de otra y que son perpendiculares a los cañones. Nuevamente se abren
pasillos para comunicar estas Galerías y se denominan
"Cruceros", los que son paralelos a los "Cañones" y están
espaciados en forma similar a las Galerías con lo que queda formada una cuadrícula
de pilares conocido como "Bordos de Carbón".
En
esta primera fase se extrae aproximadamente el 30% del carbón recuperable
obteniéndose el resto con la extracción de los bordos de la cuadrícula.
Método de frente larga:
En
forma similar al de bordos el método de frente larga consiste esencialmente en
delimitar del manto de carbón
mediante "Cañones" y "Galerías" pilares rectangulares de
carbón de 100 a 200 metros de ancho con un mínimo de 500 metros de largo
pudiendo ser bastante más si las condiciones lo permiten. Los pilares se
explotan mediante cortes a lo largo de la cara hacia éste, por lo que se le da
el nombre de corte en retroceso.
La
explotación en forma de la mina, depende de la profundidad del manto de su
inclinación de su espesor y en sí la geología general del terreno y se
determina su superficie en base a los resultados previos de la explotación.
Dado
que la mina necesita conductos de determinadas dimensiones establecidas para
poder mover el equipo en su interior con facilidad, para que sea consteable la operación de extracción es
necesario explotar mantos bajo éste método con un espesor mínimo de 1 metro
para que se obtenga una altura total de explotación de 1.40 mts..
Generalmente
el avance de la explotación inicia en la parte de menor espesor del manto hacia
las de mayor espesor para evitarse problemas, sin embargo en ocasiones y debido
a la misma conformación del manto éste se adelgaza originando una disminución
en el rendimiento del material cortado.
El
abastecimiento más importante a una mina puede decirse que es el aire de
ventilación para lo que hay que diseñar los ductos de ventilación en forma
que se pueda establecer un circuito eficiente en toda la superficie y puntos críticos
del interior de la mina
Este
tipo de explotación subterránea por lo general tiene lugar a una profundidad
mayor a los 60 metros pudiendo llegar hasta los 300 metros a través de un túnel
inclinado de aproximadamente 1,000 metros.
3.- LAVADO DEL CARBÓN
.
Una
vez extraído el carbón se requiere de una separación del material no
utilizable ( estéril ), con el propósito de reducir la cantidad de ceniza.
Esta separación se efectúa por medio de un lavado que involucra la utilización
de métodos gravimétricos.
Las
plantas lavadoras bajo control de GAN/AHMSA estan diseñadas para reducir el
contenido de cenizas desde valores iniciales que varían entre 38 % y 40% para
obtener un carbón lavado con cenizas entre 13 % y 15%.
El
diseño de una planta lavadora depende básicamente del tipo del material que va
a ser tratado y sobre todo del tipo de producto, ya bien sea carbón metalúrgico
o térmico. Generalmente La planta
lavadoras de carbón constan de tres secciones como son:
- Circuito de
lavado de los gruesos (+6mm -250mm)
- Circuito de
lavado de los finos (+0.5mm -6mm)
- Circuito de
lavado de los ultrafinos (flotación -0.5mm)
Circuito de lavado de gruesos:
Como
primer paso, el carbón bruto ("Todo uno")de las tolvas de
almacenamiento es alimentado hacia la estación de cribado en la que se adiciona
agua limpia en abundancia para separa las partículas y aumentar la eficiencia
del cribado. Aquí se separa la fracción menor a 6mm para su posterior
tratamiento en el circuito de finos.
Las
partículas mayores a 50 mm y entre 6 y 50mm caen a una banda respectiva que las
conduce hasta el "Drew-Boy" es un aparato de separación por
"medio pesado" el cual realiza su función basado en la diferencia de
densidades que existe entre el medio, el carbón y la piedra o estériles.
La
densidad del medio depende de la calidad del carbón a tratar y este se logra
mediante una suspensión de agua y magnetita (Fe3O4). Generalmente la densidad
del medio oscila entre 1.4-2.09 gr./c.c.
El
"Drew-Boy" se encuentra dividido en dos secciones longitudinales en
cada una de las cuales se depositan las fracciones de +50mm y de 6 a 50mm
respectivamente.
Las
partículas cuya densidad es menor que la del medio pasado en este caso carbón
con algo de estériles (mixtos) flotan y son desalojadas mediante la acción de
dos "Molinete" de paletas uno para cada sección que lo arroja a una
criba, desaguador respectivamente cuya función es la separar la suspensión de
agua y magnetita arrastrados por el carbón al salir de "Drew-Boy", así
como las partículas mayores de 50mm que son pasadas a un quebrador de rodillos
para reducir su tamaño a 50mm y juntarlos con la fracción de igual tamaño que
no pasó por el quebrador y se envían a un "Drew-Boy" secundario con
una densidad menor en el medio (1.7 gr./c.c.) donde se repite el mismo proceso
que en el "Drew-Boy" primario.
Las
fracciones hundidas de ambos "Drew-Boys", estériles y mixtos son
recolectadas por la parte inferior de los mismos para desaguarse y
posteriormente desecharse.
La
suspensión de agua con magnetita recolectada en los desagües es tratada en
tambores recuperadores magnéticos para separar la magnetita y recircularla al
proceso.
La
fracción de carbón después de desaguada se envía a tolvas de almacenamiento
donde queda lista para su embarque.
Circuito de lavado de finos:
La
fracción de 0.6-mm separada en el sistema del circuito de gruesos es pasada a
través de un sistema de cribas de deslamado o desenlodado donde se separan las
fracciones entre 0-0.5 mm (lamas) que después serán tratados por el circuito
de flotación.
Tanto
a la salida de las cribas de gruesos como a la entrada de las cribas
deslamadoras se adiciona agua limpia en abundancia para separar las partículas
y facilitar la separación.
Las
partículas de +0.5mm de las cribas deslamadoras se juntan y se envían a un
tanque en donde se mezclan a un sistema de ciclones en el cual, mediante la acción
de la fuerza centrífuga las partículas de mayor densidad tienden a permanecer
en el exterior de la corriente formada y las de menor densidad permanecen en el
centro lo que permite que puedan descargarse las fracciones por los extremos del
ciclón . Las partículas de carbón (menor densidad) se desalojan por la parte
posterior del ciclón y se depositan a cribas desaguadoras de dos secciones
similares a las del circuito de gruesos.
Seguidamente
el carbón lavado pasa a un sistema de centrífugas en la cual se trata de
eliminar al máximo el agua del carbón después se transfiere a tolvas o patios
de almacenamiento listo para embarcarse.
La fracción de mayor densidad que forma el estéril es desalojada por la
punta del ciclón, extremo opuesto al que sirve para desalojar el carbón y se
deposita en cribas desaguadoras de dos secciones cayendo posteriormente a unirse
con los deshechos del circuito de gruesos.
Flotación:
Las
"Lamas" separadas en el circuito de finos son transportadas hacia un
decantador hidráulico que tiene como finalidad el asentamiento de material para
bombearse a las celdas de flotación pasando por cribas curvas que separan las
partículas mayores de 0.5mm
Antes
de entrar a las celdas de flotación, se determina la densidad, con el fin de
estimar el grado de finura y la dosificación de los reactivos.
En la
flotación se utilizan dos reactivos, el petróleo y el
metil-isobutil-carbonilo. El petróleo actúa como recolector de partículas de
carbón y el metil-isobutil-carbonilo como espumante para formar burbujas y
elevar el carbón a la superficie.
Las
celdas de flotación son depósitos rectangulares de pisos de acero que cuenten
en su centro con un agitador de paletas, que mantiene en suspensión las partículas
de carbón permitiendo que sean atrapadas y elevadas por las burbujas. El giro
de las paletas establece un tiro inducido de aire del exterior hacia el interior
de la celda para la formación de las burbujas. El agitador cuenta en un difusor
que evita que las burbujas salgan inmediatamente a la superficie permitiendo así
un mayor tiempo de contacto
Se
cuenta con dos bancos de celdas; la espuma formada en la superficie del primer
banco es desalojada mediante "Molinetes" de paletas y desemboca en el
segundo banco para un relavado.
La
alimentación a las celdas así como la circulación de las partículas hundidas
se hace por el fondo y el nivel del agua se mantiene mediante un sistema de
compuertas que tiene cada una en la superficie.
El
material de desecho de los dos bancos se juntan y se envían a un decantador químico.
El
producto flotado en el segundo tajo mediante un "molinete" se
recolecta en un depósito de espumas que se bombea a un tanque que alimentan a
un sistema de filtros de disco giratorios, los filtros consisten en un eje
vertical al cual van unidos ocho secciones que forman un disco siendo en total
nueve discos forrados de material filtrante (lona) a la que se adhiere el carbón.
El eje consta de un cabezal que lo divide en dos secciones una a través de la
cual se hace succión y sirve para que la carta se adhiera a los discos cuando
se sumergen en ella. Por la segunda sección se introduce aire a presión para
despegar la torta de la superficie del disco y que pueda ser desprendida
posteriormente por unos raspadores, además cuenta con un agitador en el fondo
del depósito del filtro para evitar asentamientos de la carga y tiene conectada
una tubería que conduce la carga al depósito de espumas cuando el filtro se
desborda.
El
agua extraída durante la sección se envía a un depósito de aguas filtradas
que surte la línea que va del primer al segundo banco con el fin de facilitar
el transporte.
El
carbón fino recuperado se deposita sobre la banda de carbón grueso lavado que
va a las tolvas o patios de almacenamiento listo para su transporte hacia las
plantas coquizadoras.
1.- INTRODUCCION.
El
coque metalúrgico es un material carbonáceo resistente y poroso producido
mediante la destilación destructiva de carbones minerales coquizables,
efectuada en cámaras refractarias conocidas como "HORNOS DE COQUIZACIÓN".
Aunque el coque es utilizado en un gran número de Industrias, aproximadamente
el 90% de la producción de coque está destinada a la fabricación de hierro
primario (arrabio) mediante el proceso del Alto Horno.
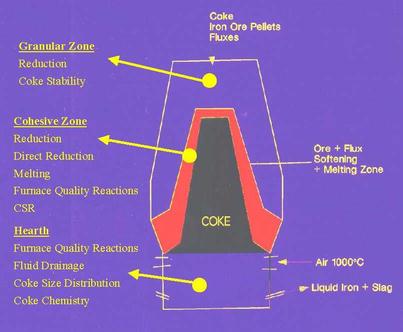
Siendo
el coque la mayor fuente de calor, así como el principal generador gas como
agente reductor dentro del Alto Horno; también tiene la función no menos
importante de mantener la permeabilidad del lecho y soportar la carga durante su
descenso a través del horno ocupando aproximadamente el 50% del volumen total
del horno.
Para
lograr mantener una marcha estable del alto horno así como buen flujo de
material líquido y gases en el interior, la calidad del coque debe ser óptima,
clasificado dentro de un rango de tamaño adecuado y poseer buenas propiedades
de resistencia , adicional a estas propiedades físicas el coque para el alto
horno debe contar con un alto contenido de carbón fijo y mínimas impurezas.
El
proceso de coquización ha involucrado desde su concepción más simple una
serie de etapas de desarrollo como son: recuperación de subproductos, hornos de
tipo regenerativo, utilización de ladrillo de sílice, etc... hasta llegar a la
operación altamente tecnificada de nuestros días. El coque metalúrgico
actualmente se produce casi exclusivamente en hornos de "Retorta" con
recuperación de los subproductos y los nuevos procesos no necesariamente
restringidos al uso de carbones coquizables para poder obtener un producto que
pueda ser ampliamente utilizado en el alto horno; se cree que podrán ser
completamente desarrollados en un lapso de 20 años.
2.- DESARROLLO
HISTORICO :
La
utilización de alguna forma de material sólido carbonáceo en la producción
en hierro primario es inseparable en la historia y desarrollo de la fusión de
óxidos de fierro. El advenimiento del coque para este propósito y también el
nacimiento de la moderna industria del coque deben atribuirseles a Abraham Darby
(1678-1717) quien fue el primero en utilizar exitosamente el coque para fundir
fierro en Coalbrookdale de Shropshire, Inglaterra.
La
transición del paso del carbón vegetal al uso del coque como principal
combustible en el alto horno ocurrió de una manera bastante rápida, debido que
las áreas deforestadas fueron siendo cada vez mayores y se tenía que
transportar el carbón vegetal desde lugares cada vez más lejanos. Además tratándose
de un recurso renovable, la velocidad de reforestación era menor que la
velocidad de consumo. Este déficit y el aumento del costo del carbón vegetal
forzaron a la industria del hierro, en aquel país a usar un combustible más
barato y disponible, que fue el coque.
Ya
para 1796 los hornos que consumían carbón vegetal en Inglaterra eran solo unos
cuantos y muy dispersos. Incidentemente pequeñas cantidades de fierro son aún
producidas en pequeños altos hornos de carbón vegetal en ciertas partes del
Mundo donde las condiciones locales lo justifican.
Durante
la evolución de la coquización es lógico aceptar el hecho que el primer
proceso de coquización fue en esencia la substitución del carbón mineral por
la madera en el método de fabricación del carbón vegetal durante este período.
Un proceso conocido como el método al "aire libre" fue inicialmente
utilizado, y constaba de pilas o montones rectangulares de carbón en una fosa
abierta con un arreglo burdo de chimenea para ayudar a controlar la combustión
del coque. La descomposición del carbón se iniciaba mediante la ignición de
leña por los "cañones" de carbón. Los gases envolventes se encendían
y constituían la fuente de calor. Además los montones de carbón se cubrían
de coque para evitar o reducir la combustión extrema de los montones y se
necesitaban alrededor de 8 días para la coquización de los montones con un
rendimiento menor al 60%. El método al "aire libre" para producir
coque era por lo tanto una labor intensiva, burda, ineficiente con condiciones
peligrosas de trabajo.
Con el
incremento en la demanda de coque, el proceso se fue modificando y mejorando
mediante la introducción de cámaras refractarias. Este cambio en el método de
fabricar coque fue el inicio de los hornos de coque tipo "colmena" .
La
característica principal de estos primeros métodos fue el calentamiento autónomo
del carbón mediante la combustión de los gases envolventes sobre la carga del
horno. Así mismo un requisito indispensable para prevenir un excesivo quemado
del carbón o coque fue el control de la alimentación o entrada del aire de
combustión. Estos hornos estaban constituidos de mampostería de ladrillo
refractario y tejas demasiado simples con un perfil estructural de domo (similar
a una colmena de abeja) de alrededor de 3.5 metros de diámetro y de 2 a 2.5
metros de altura. El piso estaba construído de tejas planas y el domo contaba
con un orificio de carga que a su vez servía como escape para los gases de
combustión. El control de la combustión dentro del horno se efectuaba mediante
la regulación del aire que pasaba a través de una puerta en forma de arco a un
lado del horno que también servia para nivelar, enfriar y evacuar el coque una
vez que la carbonización se completaba.
El
perfil circular de los Hornos de colmena dificultaban la adopción de
innovaciones mecánicas para mejorar las operaciones del manejo del carbón y el
coque, lo que dió como resultado que durante la última parte del siglo XIX
emergiera un nuevo tipo de diseño de horno clasificado como una cama
rectangular horizontal , que comprendía largas cámaras angostas con una puerta
de cada lado. Y ya este arreglo longitudinal permitió el desarrollo del equipo
auxiliar similar pero menos sofisticado al que se encuentra en las modernas
plantas coquizadoras con tratamiento de subproductos. Algunos diseños
posteriores fueron bastantes similares a este tipo, pero un poco más
sofisticado y empleaban un calentamiento bi-direccional de la carga del carbón
mediante la recirculación de los gases emitidos a través de una serie de
conductos localizados bajo el suelo del horno, con lo anterior se elevó la
eficiencia del horno en un 40% y se logró la carbonización del carbón a más
alta temperatura
Ante
el creciente auge industrial, pronto fue reconocida como una buena área de
oportunidad el aprovechamiento de los subproductos generados en la fabricación
del coque. El desarrollo del proceso de recuperación de subproductos debe
atribuirse a la necesidad de contar con un combustible libre de humos para
abastecer el creciente mercado de carboquímicos (Industrias de colorantes y
farmacéuticas), así como mantener una fuente de gas urbano. No obstante que
las primeras patentes para el aprovechamiento de los subproductos del carbón
datan de 1681 el prototipo del primer horno con procesamiento de subproductos
tal como se conoce en la actualidad no apareció sino hasta finales del siglo
XIX.
3.- DESCRIPCION DEL
PROCESO CONVENCIONAL :
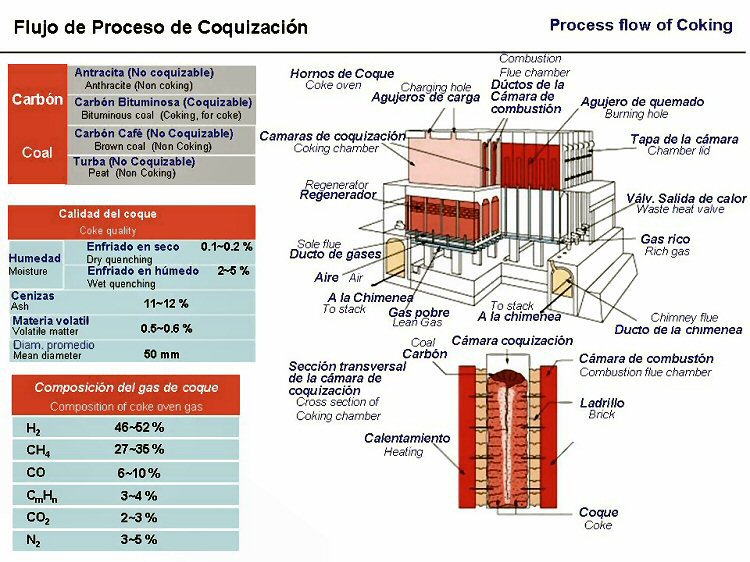
En la
industria existen un gran número de diseños de hornos de coquización
(Koppers, Wilputte, Koppers Becker, Still, Otto, Somet-Solvay, Simón Carves,
Coppee Didier, etc...) pero en general una batería de hornos de coque y
subproductos está formada de 10 a 100 hornos que tienen cámaras de
calentamiento, cámaras de coquización y cámaras regenerativas; las cámaras
de calentamiento y coquización se encuentran alternadas de tal forma que existe
una cámara de calentamiento con series de conductos en cada lado de la cámara
de coquización y cámaras regenerativas localizadas por debajo.
El
tamaño de los hornos varía considerablemente; en la actualidad existen hornos
de 3 a 6 metros de alto, 11 a 15 metros de largo y 42.5 a 50 cm de ancho, pero
están en desarrollo o construcción hornos de mayor capacidad.
El
ciclo de coquización se inicia con la introducción de la carga de carbón al
horno operación que se lleva a cabo con la ayuda de un "carro carga"
que opera sobre rieles a lo largo de la batería. El carro carga recibe el carbón
de la torre de almacenamiento al final de la batería en varias tolvas que son
iguales en número a los orificios de carga del horno y la operación es la
siguiente: El "Carro Carga" se desplaza a través de la batería hasta
el horno que va a ser cargado. Se remueven las tapas o sellos de la parte
superior del horno y se acomoda el carro sobre orificios a través de los cuales
son descargadas las tolvas del carro carga.
Durante
la operación de carga, se limita el escape de los gases del horno mediante
aspiradores de vapor y se recolectan para su procedimiento en la planta de
subproductos.
El
"tiempo de coquización" que es el tiempo requerido para producir el
coque a partir del carbón, está gobernado por numerosos factores que incluyen
las condiciones y diseño del sistema de calentamiento del horno, el ancho de la
cámara de coquización humedad del carbón y la naturaleza de los carbones a
coquizar.
El
tiempo de coquización es seleccionado para alcanzar en el coque adyacente a las
paredes de la cámara una temperatura entre 1050°C a 1100°C. Una vez que el carbón ha sido completamente coquizado hasta el
centro. La temperatura máxima en los conductores de la cámara de calentamiento
no puede exceder de 1550°C que es el límite para el ladrillo refractario. El
tiempo de coquización requerido para el coque del alto horno oscila entre 16 y
24 hrs. siendo mayor en el caso de tratarse de coque para fundición.
Cuando
el carbón ha sido completamente coquizado se remueven las puertas de los lados
de la cámara y el coque encendido es empujado mediante un dispositivo mecánico
que se conoce como "Carro Empujador" hacia el extremo opuesto del
mismo a través de un "carro guía" que lo canaliza a un "carro
de apagado" . El carro de apagado se mueve por rieles a lo largo de la
batería hasta las "torres de apagado" donde el coque es apagado y
enfriado mediante la adición de agua.
Posteriormente
el coque apagado es enviado a una estación de quebrado y cribado donde se
clasifica y selecciona el coque de tamaño adecuado para utilizarse en el alto
horno.
El
proceso de coquización involucra una serie de reacciones que pueden dividirse
en tres etapas básicas como son: primero existe una descomposición del carbón
a temperaturas abajo de 700°C a productos primarios consistentes de; agua, monóxido
de carbón, Dióxido de carbón, sulfuro de hidrógeno, olefinas, parafinas,
hidroaromáticos y compuestos fenólicos y nitrogenados.
Segundo,
las reacciones térmicas de los productos primarios ocurren a medida que
atraviesan el coque caliente y paredes espacios de temperatura superior a 700°C,
resultando la formación de hidrocarburos aromáticos y metano, así como
evolución de grandes cantidades de hidrógeno, cianuro de hidrógeno, bases de
piridina, amoniaco, nitrógeno y la descomposición de los compuestos
nitrogenados. Y tercero, la producción de coque compacto mediante la remoción
progresiva del hidrógeno.
Aproximadamente
del 25 al 30% en peso de la carga inicial de carbón se desprende como vapores y
gases que son recolectados para su tratamiento. Una tonelada de carbón dará
aproximadamente los siguientes rendimientos:
Coque Metalúrgico
545 - 635 Kg
Coque Breeze (finos)
45 - 90 Kg
Gas de coque
285 - 345 m3
Brea
27 - 34
lts
Sulfato de amonio
7 - 9
Kg
Licor amoniacal
55 - 135 lts
Aceite ligero
8 - 12.5lts
El gas
coque está compuesto por una serie de gases como son: hidrógeno, metano,
etano, monóxido de carbón, dióxido de carbono, etileno, propiléno, butileno,
acetileno, sulfato de hidrógeno, amoniaco, oxígeno y nitrógeno.
El
licor amoniacal es una solución acuosa de sales amoniacales condensadas del
gas. La brea es un líquido negro viscoso que condensa del gas en el colector
principal y es la fuente de piridina, ácidos de alquitrán, naftaléno, aceite
de creosota, etc... El aceite ligero es un líquido café amarillento de
composición variable. Los principales productos recuperados del aceite ligero
son el benceno, xileno, tolueno y los solventes de nafta.
4.- CARACTERÍSTICAS
DEL COQUE PARA ALTO HORNO.
Entre
las propiedades del coque para uso en el alto horno que mayor repercusión
tienen en la eficiencia del proceso destacan las siguientes:
Características químicas:
Carbón
fijo. Deberá ser lo más elevado y constante posible, ya que así durante su
combustión frente a las toberas se tendrá la mayor capacidad y la mínima
variación térmica por unidad en peso.
Contenido de cenizas.
En
contra-posición al carbón fijo, deberá ser lo más bajo posible. Fusión es
la de formar escoria mediante su neutralización con fundentes y cualquier
aumento y variación en su contenido repercutirá directamente en los volúmenes
de escoria producida, así como en el índice de basicidad de la misma, puesto
que las cenizas están constituidas principalmente por compuestos de carácter
ácido como son: SiO2 y Al2O3.
Azufre.
Por lo
general un 80% mínimo del azufre de entrada al alto horno proviene del coque;
de ahí la importancia que este elemento alcance una baja concentración en el
combustible pues su presencia afecta directamente la calidad del arrabio y la
necesidad de su eliminación determinada por el volumen de escoria lo que su vez
influye en la productividad del horno y en el rendimiento térmico del mismo.
Reactividad.
Afinidad
que presenta el coque para combinarse con el oxígeno y bióxido de carbono. En
el caso del alto horno es común hablar de un buen coque a este respecto, cuando
su reactividad es relativamente baja o sea que la reactividad deberá ser
suficiente para que el coque se combustiona bien al contacto con el oxígeno del
aire frente a las toberas, pero que no sea tan alta como para que entre fácilmente
en reacción con el oxígeno de los óxidos ferrosos, antes de que alcance el
nivel de toberas, lo que finalmente se traduce en un aumento del consumo de
combustible.
Características
físicas.
Granulometría.
El tamaño del coque estará en parte influenciado por el tamaño del resto de
los componentes de la carga; sin embargo, se considera como aceptable el
comprendido entre el rango de 16 a 19 mm como mínimo y 64 a 75 mm como máximo.
La importancia de un buen control en el tamaño del coque cargado al alto horno
se reflejará principalmente en la permeabilidad de la columna de carga.
Indice de estabilidad.
Constituye
un ensayo físico que determina la resistencia del coque a la degradación o la
pérdida de tamaño del mismo, por el efecto combinado de la abrasión (desgaste
por roce) y la caída. Este es uno de los indicadores a los que se les presta
mayor atención ya que es un reflejo fiel de lo que será el comportamiento del
coque en el interior del horno, por ejemplo: si se tiene un coque de baja
estabilidad creará problemas al ser cargado al horno, ya que perderá su tamaño
inicial tendiendo a pulverizarse lo que afectará la permeabilidad de la columna
de carga dando un descenso irregular de la misma, favoreciendo la formación de
incrustaciones sobre las paredes, disminuyendo la producción de arrabio y su
calidad, así como aumentando el consumo de combustible
La
prueba de estabilidad se rige por las normas A.S.T.M. y una breve descripción
de la misma sería la siguiente. Se seleccionan 10 Kg de muestra de coque entre
+2" y -4", la cual se introduce a un tambor de 36" diam. por
18"ancho con dos placas de 2" en su interior a 180°; se hace girar
400 vueltas a 23 rpm. Después de las vueltas se extraen las fracciones
resultantes y se criban a las siguientes mallas +1 1/2" +1"
+1/2", +1/4" y -1/4".
El %
de muestra total retenido a +1" será el % de estabilidad; a su vez el % de
dureza estará comprendido por la fracción acumulada a +1/4".
Indice de Dureza.
Por
medio de este ensayo se mide la resistencia del material al impacto, pero no es
tan representativo como el índice de estabilidad y debe tomarse justamente
asociado a este último para tener una evaluación más exacta de las cualidades
mecánicas del coque.
Humedad
del coque.
Su
determinación es importante y debe efectuarse con la regularidad necesaria, ya
que el peso del coque efectivamente cargado al horno deberá ajustarse en base
seca (eliminando la humedad) para descontar las variaciones en el peso debidas a
la humedad involucrada, mismas que se reflejarían en el balance térmico dentro
del horno.

|
||||||||||||||||||||||||||||||||||||||||||||||
MEJORA EN LA CALIDAD DE COQUE PARA CONSUMO DE LOS ALTOS HORNOS
Alberto Sandoval Torres, Raúl Martínez Quiroz, Osvaldo Cepeda Cárdenas