1.-
GENERALIDADES.
De los
procesos para la aglomeración de minerales de hierro, la sinterización es una
operación metalúrgica simple, que se origina de una semi-fusión producida por
el calor generado de la combustión de un combustible sólido agregado a la
mezcla de finos de mineral, dando lugar a una masa porosa llamada
"sinter"; que por sus características de; tamaño, análisis químico,
dureza y reducibilidad es cargado a los Altos Hornos.
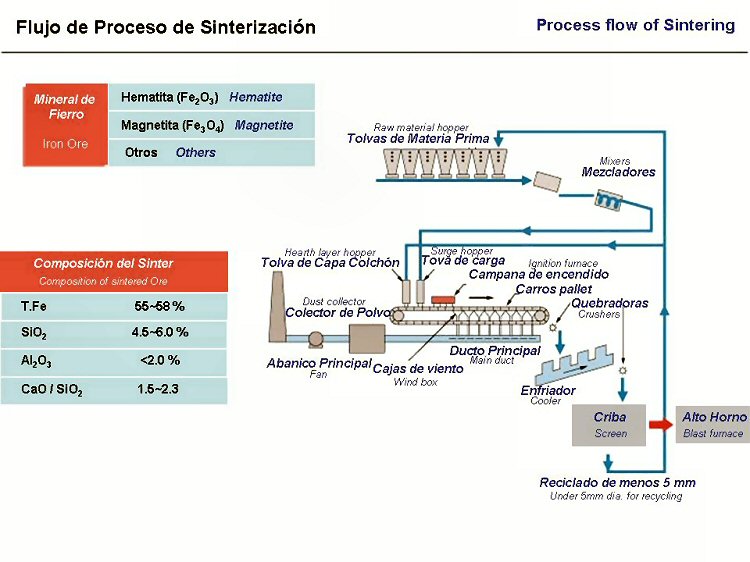
2.
- BREVE DESCRIPCION DEL PROCESO.
La
preparación de la carga a sinterizar consiste en efectuar la dosificación
adecuada de los diferentes constituyentes del sinter como son: mineral de
fierro, combustible sólido, fundentes y subproductos de recirculación de las
propias plantas siderúrgicas (escorias, polvo y lodos), estos materiales pasan
a las pilas de homogeneizado para disminuir su variación y de ahí a la planta
para su humectación y nodulizado, hasta obtener una mezcla de micronódulos
permeables, que permita el flujo de aire a través del lecho durante el
sinterizado.
Preparada
la mezcla micronodulizada con la humedad definida , se deposita en una gruesa
capa ó "cama" de un espesor que varía de 30 a 60 cm sobre la
parrilla o cadena de sinterización, donde realiza por la parte superior el
encendido del combustible sólido
contenido en la mezcla mediante una campana de encendido provisto de quemadores
a gas.
La
combustión se propaga de la parte superior a las capas de la parte inferior ,
por la aspiración (succión) de aire realizado mediante un abanico que origina
una depreción por debajo de la capa(siguiendo el principio de fumar un cigarro).
Cuando la combustión del coque alcanza la parte inferior de la parrilla la
operación se considera finalizada.
Durante
el proceso de sinterizado la capa principal presenta varias zonas de diferente
textura y aspecto que son:
Zona de sinter frío.
Zona de sinter caliente.
Zona de combustión o frente de flama.
Zona de precalentamiento o
descarbonatación.
Zona fría o húmeda.
1)
Zona de sinter frío.
Zona
de sinter terminado enfriada bruscamente por aire frío aspirado, que en la
parte superior presenta un espesor entre 10 y 15 cm, con propiedades físicas
muy débiles (shatter +3/8" menor a 60%), ésta zona presenta una alta permeabilidad (flujo de aire).
2)
Zona de sinter caliente.
Capa
de sinter con alta temperatura donde se efectúan reacciones de reoxidación y
recristalización de hematíta, existe el calentamiento de aire que beneficia a
la temperatura de combustión o de flama.
3)
Zona de combustión o frente a flama.
Zona
angosta donde se combustiona instantáneamente el combustible sólida, generando
una franja de máxima temperatura que también es llamada "temperatura de
frente de flama".
4)
Zona de precalentamiento.
Se
llevan a cabo algunas disociaciones de gran importancia para el proceso de
sinterización, como son: la descarbonatación de los fundentes, deshidratación
de óxidos de hierro, volatilizacíon de sulfuros y secado de la mezcla húmeda.
5)
Zona fría o húmeda.
Presenta
casi las mismas características de la mezcla original, con una cantidad de
humedad ligeramente superior (+2%) a la humedad inicial (6 - 8%), debido a la
condensación de la humedad eliminada en las zonas anteriores.
3.-
ETAPAS DE FABRICACION Y CONTROL DE CALIDAD DEL SINTER.
Normalmente la fabricación de sinter comprende tres fases básicas:
3.1.-Primera
fase de preparación de materias primas y mezcla a sinterizar.
- Pilas de homogeneizado.
- Preparación de la mezcla a sinterizar.<
3.2.-Fase de micronodulizado y encendido de la mezcla en la parrilla:
Mezcladores-Nodulizadores.
Influencia del agua de humectación.
Influencia de los finos de retorno.
Campana de encendido.
Permeabilidad en frío y en caliente.
Temperatura y frente de flama.
Parámetros de operación.
3.3.-Fase final de
enfriamiento, estabilizado y clasificación del sinter:
Quebradores primarios y secundario.
Enfriador.
Sistema de cribado del sinter.
3.4.- Control de
Calidad del Sinter
En
cada una de las etapas se realiza un control de calidad de materias primas y
productos el cual comprende lo siguiente.
Granulometría (materias primas, sinter).
Ensayos Shatter y Tumbler.
Composición química y humedad.
Reducibilidad a 900 °C
Degradación a baja temperatura a 600 °C
Temperatura de reblandecimiento y fusión (1050-1200 °C)
FASE
DE PREPARACION DE LAS MATERIAS PRIMAS.
Pilas de Homogeneización.
La
Homogeneización de los minerales es la primera fase de la sinterización es
considerada como la más importante para las futuras operaciones tanto de la
propia planta de sinter, así como del Alto Horno en cuanto a calidad.
Para
la Homogeneización de los finos de mineral normalmente se emplea lo que se
denomina "pilas", que son acumulaciones en forma de prisma triangular
en las que son alternadas capas de materiales de diferente espesor y en
el porcentaje deseado Esta operación se realiza mediante equipos especiales
(apilador), depositando el material en la parte superior de la pila con el propósito
de evitar segregaciones tanto de carácter físico (tamaño) como químico
(variaciones en SiO2, CaO, MgO, etc..) que vienen a repercutir en el proceso y
calidad del sinter.
El
numero de estratos o capas que deben ser apilados en una pila de homogeneización
depende en gran parte del largo y ancho de las pilas que se desean formar, sin
embargo para que se realice una buena homogeneización se ha encorado que para
pilas estándares entre 20,000 y 40,000 toneladas el número óptimo de capas
deberan ser entre 300 y 400.
Para
la formación de pilas existen diversos tipos de geometrías de apilamiento,
entre las que se encuentran como más utilizadas en la industria siderúrgica y
del cemento son:
Tipo
Windrow Simple
Tipo
Windrow Múltiple
Tipo
Chevron
Para
las primeras 2 geometrías los materiales son apilados en capas longitudinales
formando pequeños prismas triangulares, y sobre estas formando nuevas pequeñas
pilas, dependiendo del equipo de apilado con que se cuente este puede realizar
el tipo simple o múltiple, este tipo de geometría triangular es muy utilizado
para homogeneizar partículas gruesas (fundentes, mineral trozo, pelet,) o de
forma redonda ya que permite que estas partículas no rueden hacia la parte
exterior de la pila..
Para
determinar un sistema de homogeneización funcional y económico es necesario
presentar cálculos y bases teóricas, que permitan conocer parámetros como :
Capacidad de Apilamiento.
Almacenamiento mínimo y máximo.
Altura máxima de apilado.
Longitud de apilado
Ancho de pila
Velocidad del apilador
y
sobre todo la caracterización de cada uno de los componentes de la pila en
cuanto a calidad fisicoquímica y sobre todo a las variaciones de los
componentes químicos como pueden ser Sílice (SiO2), Alumina (Al2O3) y oxido de
Calcio (CaO), principalmente.
Dependiendo del equipo de Apilamiento con que
cuente, se realiza la geometría deseada que permita disminuir las variaciones
que presentan las materias primas.
Así
por ejemplo para evitar la segregación de partículas gruesas o finas es
utilizado preferentemente el tipo Windrow, mientras el tipo Chevrón por su diseño
y características es utilizado para la Homogeneización donde existen pocas
variaciones de análisis químico.
El
equipo que complementan el ciclo de la Homogeneización es el Recogedor, el cual
efectúa un corte transversal de la pila, por medio de una rueda de cangilones,
depositándolo en una banda para su envío a la planta de sinter.
Para
el apilado existen parámetros característicos de los minerales los que
originan que deban ser tratados bajo ciertas condiciones especiales así por
ejemplo:
Minerales gruesos y
finos secos.
Apilarse preferentemente en el lecho de la pila.
Minerales finos y húmedos.
Apilarse en la parte superior de la pila.
Minerales secos.
Apilarse en la parte inferior o Media de la pila.
Minerales húmedos.
Apilarse en la parte superior de la pila ó una capa
delgada en el lecho de la pila.
Minerales
variables en cuanto a análisis químicos.
Apilarse con un bajo flujo de apilamiento.
Minerales
constantes en análisis químicos.
Apilarse con flujo de carga máximo de apilamiento.
Para
estos 2 últimos casos se utiliza la siguiente expresión de acuerdo a las
variaciones de cada material y capacidad de la planta.
Q = f(PROM SiO2 * DS SiO2)
(1)
Donde:
Q=
Flujo de mineral en apilador (ton/hr.)
f=
Factor de apilamiento.
PROM= Media
ponderada contenido de SiO2 en minerales.
DS= Desviación
estandard contenido SiO2 en minerales.
Preparación de la Mezcla
a Sinterizar :
La
preparación de la mezcla a sinterizar consiste en asegurar primeramente un
mezclado mecánico de los componentes y se realiza preferentemente en tambores
mezcladores horizontales dotados con aspas.
Granulometría de los Componentes:
La
granulometría de los minerales de fierro, finos de retorno y materiales
reciclados varían de algunas décimas de milímetro (0.149 mm ó M100) hasta 10
mm (3/8"); debido a esta característica las partículas finas (-M100)
decrecen la permeabilidad y las demasiado gruesas (+3/8") son de difícil
asimilación tendiendo a generar fallas por fractura en el sinter, la
granulometría que se ha encontrado (mediante ensayos pilotos) que favorece a la
sinterización para aumentar su permeabilidad y sus propiedades físico-químicas
es de mayor 0.595mm (malla 30) a 6.3mm
(1/4").
Por
otra parte el tamaño óptimo de finos de coque y fundentes que normalmente es
utilizado en la planta de sinter varia de +M100 a 1/8 " (3.1 mm) para
evitar segregaciones durante el nodulizado, evitando un deficiente quemado y
baja asimilación de los fundentes.
Composición de mezcla :
Mediante
un cálculo simplificado la composición de la mezcla a sinterizar se resume en
la siguiente tabla:
|
MATERIALES |
t/h |
|
-
Minerales homogeneizados (pila) |
160.0 |
|
+
Finos de retorno ( 25 % ) |
40.0 |
|
+
Cal viva ( 2 % ) |
3.2 |
|
+
Dolomita ( 5 % ) |
8.0 |
|
++ Coque ( 3.0 % ) |
5.1 |
+ Base a minerales homogeneizados (pila)
++Base al total de la mezcla
exceptuando finos de retorno.
3.2.-MICRONODULIZADO
Y ENCENDIDO DE LA MEZCLA.
Mezcladores nodulizadores:
La
materia prima homogeneizada debe ser micronodulizada sea en tambores o en discos
peletizadores, donde es adicionada agua para aglutinar las partículas finas, ya
sea que finos de mineral se adhiera a los granos rugosos de coque o en los finos
de retorno que sirvirán de núcleos. Los nódulos obtenidos no
deberán ser demasiado grandes (mayor de 12 mm ó -1/2"), evitando
producir un sinter demasiado poroso y por consiguiente frágil, con una elevada
permeabilidad y por lo tanto un consumo excesivo de aire por tonelada de sinter
producto.
El
coque por su estructura físico-química es un elemento desfavorable a la
micronudulización debido a su débil fuerza de cohesión a bajas humedades, por
lo que es necesario compensar este efecto aumentando el contenido de agua cuando
la mezcla contiene porcentajes de finos de coque mayores a 5 %..
Otro
parámetro de importancia es la capacidad en los tambores nodulizadores, que
establece que la parte ocupada por los nódulos no sobrepase entre el 15 y 20%
de la sección transversal o volumen de tambor; la velocidad de rotación debe
provocar un movimiento en cascada sin elevarlos hasta su velocidad crítica y
evitar una caída brusca y su degradación.
Un análisis
granulométrico típico de micronodulos que presentan una buena permeabilidad es
la siguiente:
+ 6.35 mm (1/4") 4.35%
+ 3.17 mm (1/8") 28.90%
+ 1.68 mm (M10) 15.00%
+ 0.59 mm (M30) 24.00%
- 0.59 mm (M30) 27.75%
Influencia
de la adición agua en la micronodulización.
La
humedad de la mezcla a sinterizar quizás sea el factor más importante que
influye en la capacidad y diseño
de una planta ,así como en las características físico-químicas del sinter.
El
contenido de humedad varía dependiendo de múltiples factores, sin embargo, de
los más importantes son:
- Composición de la mezcla.
- Curva granulométrica de la mezcla.
- Especie mineralógica de la carga.
- Porosidad de las materias primas.
- Contenido de materias coloidales.
- Adición de aglutinantes.
- Grado de saturación de la mezcla.
- Poder aglomerante de los minerales.
Para
el diseño de un buen sinter el primer paso a investigar de manera práctica, es
conocer el contenido de humedad óptima, que permite obtener la máxima
permeabilidad sin que se vea disminuida drásticamente la densidad de la
mezcla humectada y por lo tanto su productividad.
Existen
materiales de la mezcla a sinterizar que afectan negativamente en la actividad
del poder aglomerante, como son los finos de coque y polvo de colector, por lo
que es de gran utilidad humectarlos previamente a la nodulización (90 % de
adición de agua a mezclador primario) o en las propias pilas de homogeneización.
Para
el caso de minerales limoníticos y geotíticos que contienen agua de
cristalización en su estructura ayudan grandemente a mejorar la micronodulización.
Influencia
de los finos de retorno:
Son
llamados finos de retorno las partículas
de sinter menor a una tamaño de 8 milímetros (+/- 5/16") producidos en
las instalaciones de la planta de sinter o alto horno por la acción de la
degradación durante el quebrado y cribado. Reincorporados a la mezcla estos
finos ayudan grandemente a incrementar la permeabilidad y disminuir el consumo
de coque.
La
función más importante de los finos de retorno tanto por su tamaño y forma se
realiza en el proceso de micronodulizado, sirviendo como elemento nucleante de
las partículas finas, aumentando así la permeabilidad y decreciendo el tiempo
de sinterizado.
Los
finos de retorno también tienen una influencia sobre el rendimiento en sinter
útil, ya que este parámetro debe cumplir con un requisito indispensable en
cada una de las plantas de sinter para establecer un equilibrio, es decir que
los mismos finos de retorno que se producen en la planta deban ser consumidos en
ella, de lo contrario el equilibrio de finos de retorno estaría desbalanceado,
ocasionando un exceso o falta de finos de retorno para alimentar a la planta.
Encendido
de la Mezcla.
Inmediatamente
que la mezcla es depositada en la parrilla a sinterizar, deberá ser encendidae
iniciar el proceso de quemado, para tal efecto es empleada una campana de
encendido formada generalmente de una estructura metálica, soportando una bóveda
de ladrillos refractarios con quemadores de gas empotrados verticalmente u
horizontalmente .
El
encendido es una de las operaciones fundamental para que se lleve a cabo un buen
cocimiento de la mezcla la primer
misión de los gases calientes es la de secar y calentar la capa superior de la
"cama" sin que se efectúe la combustión del coque contenido en ella,
hasta no alcanzar una temperatura que fluctúe entre 1050 - 1100 grados centígrados.
Un
factor importante para realizar un buen encendido es la cantidad de calor
aportado por unidad de área en el tiempo establecido para el encendido
(kilocalorías/metros cuadrados de parrilla en un minuto. Kcal/m2*min) de
modo que se consiga el máximo de calentamiento sin llegar a escorificar
o fundir la superficie que impediría el paso del aire de combustión
posteriormente.
Durante
el encendido la relación gas-aire debería ser una cantidad estequiométrica,
sin embargo debido a: reacciones de disociación del carbón, gas poco reactivo,
pérdidas de calor, etc... se ha encontrado que es necesario suministrar una
cantidad extra de aire que varía entre 5 % y 10 %, para obtener una atmosfera
oxidante (1 a 2 % de oxigeno libre).
La
cantidad de calor para realizar el encendido varía de acuerdo a: ciertas
condiciones como son; naturaleza
mineralógica de la mezcla, contenido de fundentes, porcentaje de coque,
contenido de ganga de los minerales etc... Sin embargo, agrupándolos
exclusivamente por el contenido de fierro en la composición de mezcla, es
necesario suministrar un calor de: para
minerales pobres y medios (Fe = 54 %) aproximadamente de 10,000 a 12,000
kcal/m2*min., mientras para minerales ricos (Fe = + 58 %) será ligeramente
menor de 8,100 Kcal/m2*min.
3.3.- FASE FINAL DE ENFRIAMIENTO, ESTABILIZADO Y CLASIFICACION DEL
SINTER.
Enfriamiento del sinter.
Los
enfriadores de sinter nacieron como una operación dirigida a evitar fracturas
en el sinter debido a los cambios bruscos de temperatura que sufría éste al
ser enfriado directamente con agua en la descarga de la parrilla, Así como el
aumentar la capacidad de producción de las unidades productivas, ya que también
parte de la parrilla se utilizaba para el enfriamiento del sinter. En la
actualidad esta operación se realiza mediante enfriadores circulares en la que
es utilizada una circulación forzada de aire a través del sinter y en la que
gran parte de este aire puede ser reutilizado ya bien en el propio proceso
(precalentamiento) ó en la
producción de vapor de baja presión
Estabilizado del sinter.
Otra
de las modernas técnicas para elevar las propiedades del sinter en el alto
horno, es la de realizar un estabilizado en la propia planta de sinter con el
propósito obtener un producto con una menor cantidad de finos
y una menor degradación durante el transporte hacia el lugar de consumo,
este proceso consiste en una "molienda" del sinter producto mediante
un molino de rodillos que permite obtener un sinter con una granulometría
constante y una menor degradación.
3.4.- CONTROL DE
CALIDAD DE SINTER.
Para
que un sinter sea de buena calidad para ser alimentado al alto horno y obtener
una máxima productividad y bajo consumo de coque rate(Kg coque/ton. arrabio) es
necesario que cuente con una serie de propiedades como son:
- Granulometría adecuada.
- Buena Resistencia al impacto y abrasión.
- Composición química constante.
- Alta reducibilidad a 900°C
- Mínima degradación a baja temperatura (600°C)
- Alta temperatura de reblandecimiento y fusión.
En los
últimos años se han desarrollado una serie de numerosos ensayos, con el fin de
predecir la calidad y comportamiento de los materiales en el interior del alto
horno, sin embargo, no existe un ensayo único que por sí mismo proporcione una
información completa sobre las propiedades tecnológicas de este.
A
continuación se presenta un esquema general de los ensayos que caracterizan un
sinter, cabe mencionar que para lograr una mayor confiabilidad de los ensayos la
toma de muestra y preparación de la misma
es de gran importancia para su evaluación.
Granulometría adecuada.
La
granulometría de un sinter cargado al alto horno se desea que esté comprendido
entre las fracciones de 6.3 mm a 25 mm (1/4" a 1 "), tamaños menores
perjudican la permeabilidad del horno ocasionando desplomes y adherencias,
mientras que por otra parte la granulometría demasiado gruesa ocasiona mayor
permeabilidad y por consiguiente menor aprovechamiento de los gases reductores y
un aumento en el consumo de coque rate.
Resistencia al impacto (ensayo
Shatter ASTM)
Este
ensayo consiste en efectuar 4 caídas consecutivas de una muestra de sinter
desde una altura de 2 metros sobre una placa de acero y determinar su
granulometría después de las caídas determinando el porcentaje de degradación
menor a 9.3 mm (3/8") la metodología del ensayo es la siguiente:
Pesar
una cantidad de 20 Kg. de sinter útil mayor de 9.3 mm (3/8") colocarlos en
el aparato Shatter que consiste en una caja que eleva la muestra y la cual
cuenta con una compuerta inferior la que se abre Kg para dejar caer el sinter
sobre una placa de acero, por 4
veces desde una altura de 2 metros, recoger la muestra y cribar mayor a
3/8" y calcular el porcentaje en + 3/8". un sinter con porcentajes arriba del 80% es considerado aceptable. en la
actualidad este ensayo ha sido remplazado por el ensayo de tambor o Tumbler.
Resistencia a la abrasión
(Ensayo Tumbler ASTM).
En
esta prueba se mide la tendencia del sinterizado a la generación de finos
menores de 1/4" durante el transporte, almacenamiento y cargado al alto
horno.
Consta
de un tambor de 91.4 cm (1 Yarda) de diámetro, por 45.72 cm. ( 1.5 pies ) de
ancho con 2 resaltes internos opuestos de 5.0 cm ( 2" ) de altura. La práctica
del ensayo consiste en pesar 11.3 Kg. de sinter mayor de 6.3 mm (1/4") y se
colocan en el interior del tambor el cual se hace girar a 25 rpm ±1 rpm durante
200 revoluciones, concluido el ensayo se criba en las mallas mayor 1/4" y
menor de malla 30 reportándose los porcentajes + 1/4" (TUMBLER) y - M3O
(ABRASION) un sinter con porcentajes
arriba de 60 % en la malla de + 1/4" se considera
y menores de 5 % - M30 se considera una aceptable resultado.
Composición Química.
Desde
el punto de vista de composición química lo que debe ser considerado como de
gran importancia para ser consumido por los altos hornos es que el sinter sea lo
más constante posible en análisis químico, sobre todo en cuanto al contenido
de escorificantes (SiO2, CaO, MgO, Al2O3); así como el contenido de fierro
total.
Se
puede considerar como composición química ideal del sinter la siguiente:
Fierro
total
54 - 56 %
FeO
Menor 9 %
MgO
2.5 min %
SiO2
4 - 6
%
Al2O3
1.0 Max. %
Mn
0.4 Min. %
IB2
(CaO/SiO2) Mayor
2.0 ±0.1 %
Elementos no deseables.
S
- 0.025 Max. %
P
- 0.070 Max. %
Pb
- 0.010 Max. %
Zn
- 0.010 Max. %
Cu
- 0.010 Max. %
As
- 0.050 Max. %
Na2O
+ K2O -
0.150 Max. %
Cl
- 0.050 Max. %
Cuando
es alimentado una gran proporción de sinter a un alto horno (+ 60 % carga) es
necesario minimizar la alimentación de elementos indeseables que perjudican la
marcha del alto horno.
Degradación a baja temperatura DBT a 600 °C:
Simula
las condiciones a las que se ve sometido el sinter en la parte alta de la cuba
del alto horno esta prueba se lleva a cabo a 600°C con una composición de
gases de 60% de N2, 24% de CO y 16% de CO2.
Bajo
estas condiciones ocurre el primer paso de reducción, el cual va acompañado de
un cambio en la estructura cristalina (hematíta a magnetita) provocando el
debilitamiento del sinter, por lo que es necesario saber que tanto es afectado
el contenido de magnetita en esta etapa.
La
prueba se realiza en un pequeño reactor rotario horizontal de 200mm de diámetro
girando a una velocidad 10 rpm calentado dentro de un horno por espacio de 1
hora a las condiciones antes mencionadas. Finalizado el ensayo se criba el
producto reportando la fracción mayor de 6.3 mm y la menor de 0.6 mm .
Ensayo de Reducibilidad JIS 900°C.
De las
características tecnológicas, la reducibilidad es una de las más importantes
y representativas de lo que ocurre en el interior del horno, ya que mide la
facilidad de ceder el oxígeno combinado del fierro durante la reducción
indirecta que se lleva en la cuba del alto horno.
La
reducibilidad está íntimamente relacionado con algunas características
propias del sinter como son : Indice de Basicidad, Contenido de FeO, Vol
Escoria,tipo de matriz, etc..,
Práctica Operativa
del ensayo.
Se
pesan 500 gr.. de sinter en una granulometría de 9.3 mm. (3/8") - 15.8 mm
(5/8") se colocan en el reactor. Se calienta a 900°C con atmósfera
inerte, se estabiliza el calentamiento a esa temperatura y se inyecta una
cantidad de 20 litros/minuto de una mezcla de gases cuya composición sea de 30%
monóxido de carbono y 70% nitrógeno con el fin de simular las condiciones
reductoras de la parte media de la cuba del alto horno.
El
reactor se encuentra suspendido a una báscula de precisión para ir observando
la pérdida de peso (oxigeno), por reducción química de la muestra se efectúan
cálculos por un período de una hora y se calcula el porcentaje de reducción
final.

The
blast furnace is a counter-current gas-solid reactor in which the solid charge
materials move down-ward while the hot reducing gases flow upward. The best
possible contact between the solids and the reducing gas is obtained with a
permeable burden, which permits not only a high rate of gas flow but also a
uniform gas flow, with a minimum of channeling of the gas. The primary purpose
of agglomeration is to improve burden permeability and gas-solid contact, and
thereby reduce blast-furnace coke rates and increase the rate of reduction. A
secondary consideration is the lessening of the amount of fine material blown
out of the blast furnace into the gas-recovery system. Furthermore, in
steelmaking furnaces, agglomerated materials, when they have the proper chemical
composition, can substitute for lump ores used as charge ores.
A
good agglomerate for blast-furnace use should contain 60 per cent or more of
iron, a minimum of undesirable constituents, a minimum of materials less than 6
mm (1/4 inch) in size, and a minimum of material larger than 25 mm (inch). The
agglomerate should be strong enough to withstand degradation during stockpiling,
handling, and transportation to the furnace so as to arrive at the furnace skip
containing a minimum of 85 to 90 percent of plus 6 mm (1/4 inch) material. In
addition, the agglomerate must be able to withstand the high temperature and the
degradation forces within the furnace without slumping or decrepitating. The
agglomerate should also be reasonably reducible so that it can reduce at a
satisfactorily high rate in the blast furnace. There is less definite knowledge
about, the following properties of agglomerates: preferred shape; most suitable
size within the 6 mm (1/4 inch) to 25 mm (inch) range; minimum strength
required, and most desirable mineralogical structure.
Four
types of agglomerating processes have been developed: sintering, pelletizing,
briquetting, and nodulizing. Their individual products are known as sinter,
pellets, briquettesm and nodules. Only the sintering and palletizing processes
are of major importance as neither briquetting nor nodulizing has gained and
substantial degree of commercial acceptance. Careful evaluation should be made
of the processes, material to be agglomerated, and the product desired before
arriving at a final decision on a commercial installation. Quite often the
origin of the material to be agglomerated together with material handling and
transportation considerations will dictate which process is chosen. Fine
concentrates such as those made from magnetite taconite are not readily shipped
because of dusting and freezing problems but area readily made into pellets that
are easy to handle and transport with minimal degradation. Consequently, if
there is a considerable distance between the mine and the blast furnace it is
preferable to locate pellet plants near the mine site. Materials that do not
have the particle-size distribution and characteristics required for palletizing
may be agglomerated by sintering. Typical sinter-feed materials include fine
generated during ore transport, flue dust, mill scale, and fine concentrates
that are too coarse for palletizing.
Sinter
plants tend to be located near the blast furnaces because sinter degrades badly
during shipment and because the steelmaking facilities are the point of origin
of many of the materials that must be agglomerated.
Energy
cost and the uncertain availability of fuels are important factors in all
processes and have provided the incentive for development work to reduce fuel
consumption and to utilize substitute fuels. Better utilization of hot gases and
heat recuperation have recently resulted in lower fuel costs and conversion of
oil and gas-fired palletizing operations to coal firing has resulted in a more
reliable fuel source.
Sintering
has been referred to as the art of burning a fuel mixed with ore under
controlled conditions. The flexibility of the process permits conversion of a
variety of materials, including naturally fine ores and ore fines from screening
operations, flue dust, ore, concentrates, and other iron-bearing materials of
small particle size into a clinker-like aggregate that is well suited for use in
the blast furnace.
The
continuous sintering process is carried out on a traveling grate that conveys a
bed of ore fines or other finely divided iron-bearing material, intimately mixed
with approximately 5 per cent of a finely divided fuel such as coke breeze or
anthracite. Near the head or feed end of the grate, the bed is ignited on the
surface by gas burners and, as the mixture moves along on the traveling grate,
air is pulled down through the mixture to burn the fuel by downdraft combustion.
As the grates (or pellets) move continuously over the windboxes toward the
discharge end of the strand, the combustion front in the bed moves progressively
downward. This creates sufficient heat and temperature (about 1300°C to 1480°C
{2370°F to 2700°F}) to sinter the fine ore particles together into porous
clinkers. That location along the traveling grate where the combustion front
touches the bottom of the bed is called the burn-through point.
Although
simple in principle, sintering plants require that a number of important factors
in their design and operation be observed to attain optimum performance.
Intimate mixing of the feed materials is one of the most important, and
balling-drum or disc-pelletizer mixers are employed to achieve this end. These
mixers are operated to produce small rice size nodules that significantly
improve the permeability of the sinter bed. Improved permeability, in turn,
results in more rapid and uniform sintering. Desirable mixer retention times
vary from about one minute for sticky hematite ores to four minutes for more
difficult to ball ores.
In
transferring the prepared mix from the mixer to the grate of the sintering
machine it is essential to feed the material carefully to provide a uniform,
homogeneous bed and to prevent compacting of the bed. Chutes must be designed to
avoid a direct drop of feed onto the great, because such a drop does tend to
compact the feed. Design of surge bins and feeders for distributing the prepared
mix into these bins is equally important because, if the prepared mix is
compacted or segregated during handling and loading onto the grate, all of the
advantages gained through good feed preparation may be lost.
Proper
ignition of the sinter bed is also important. Pour ignition results in spotty
burning and may leave unsintered material over the surface of the bed.
Conversely, too intense an ignition flame can result in slagging over the bed
and reduced sintering rates. The radiant hood ignition furnace provides good
ignition. Replacing part of the solid fuel with gaseous fuel results in sinter
having a slightly improved strength and reducibility without affecting
sinter-production rate. This practice is termed “mixed firing”. Where a
shortage of solid fuel exists, and gas is available, use of increased amount of
gaseous fuel should be desirable. Plants using increased ignition (extended
firing) have approximately 25 per cent of the length of the sinter bed covered
by a gas-fired ignition-type hood. The temperature in this hood ranges from
about 1150°C (2100°F) in the first section where ignition begins to
approximately 800°C (1500°F) at the exit end of the hood. Depending upon the
characteristics of the ore material and the sintering conditions, daily average
production rate of 22.4 to 42.9 metric ton/m2/day (2.3 to 4.4 net
tons per square foot per day) of grate area are expected, and individual daily
rates in excess of 48.8 metric ton/m2/day (5 net tons per square foot
per day) have been attained.
Cooling
of the sinter below 150°C (300°F) so that it can be handled on conveyor belts
is an important part of the operation. Sinter coolers, such as the rotary-type
and shaft-type are usually used in conjunction with a water quench. The exhaust
air from these coolers is normally at too low a temperature to permit the
economical recovery of heat. The most recent developments in sinter cooling have
been directed towards on-strand cooling. This could improve heat recuperation,
sinter quality, and dust collection.
The
use of sinter in the blast furnace has resulted in significant improvements in
furnace performance as discussed in chapter 15. Additional improvements have
also been obtained by incorporating the blast furnace flux into the sinter
rather than charging it separately to the top of the furnace, as was formerly
done, and by use of sized sinter. The available data on the use of fluxed
sinter, sometimes called self-fluxing sinter, indicate that for each net ton of
limestone removed from the blast-furnace burden and charged into the sinter
plant to make a fluxed sinter, approximately 182 kg (400 pounds) of
metallurgical coke are saved. The coke saving results primarily from calcining
of limestone on the sintering grate rather than in the blast furnace. Limestone
in the form of “fluxing fines” for the production of sinter is made by
crushing and screening methods that result in a product meeting size
specifications.
Sintering
nowadays in generally carried out at strand sintering plants with a strand width
of more than 4 meters and a length of more than 100 meters.
For
sintering, a mixture of wetted fine ore together with coke breeze and fluxes
like limestone, burnt lime, olivine or dolomite is applied to a rotary grate,
the sintering belt, where it is ignited from above. The carbon content of the mixture burns with the aid of the
air which is sucked through the grate and the mixture, this causing the ore
grains to bake together. While
traveling on the sintering belt, the total layer is sintered from top tp bottom.
The
conglomeration resulting from this process is discharged at the deflection of
the grate, then coarsely crushed by means of a spiked crusher and after the
finest particles have been screened off, is sent to the sintering cooler.
The red-hot sinter is gently cooled down in order to avoid impairment of
its strength. Once the finest
particles have been screened off and recycled to the sintering mixture, the
sinter because of its high permeability to gas and its good reducibility is well
suited for direct charging into the blast furnace.
A
“self-fluxing” sinter develops if the fluxes and the still included acid
gangue have such a ratio to each other (degree of basically = CaO/SiO2 >
1.4) that no additional limestone need to be charged to the blast furnace for
slag control.
Besides
good metallurgical qualities, packed sinter beds with limited grain sizes permit
especially low fuel consumption and optimum reduction in the blast furnace.
Use of sized sinter is desirable because iron production rates in the blast furnace are further increased. Plant tests have demonstrated significant increases in iron-production rate as a result of screening out small-sized material in sinter before it is charged to the furnace. Other tests have shown that sized sinter, which contains 85 to 90 per cent of 25 mm by 6 mm (1 inch by ¼ inch) material as compared with 60 per cent in standard sinter has a much higher permeability than standard sinter and performs as well as pellets of comparable size. It also appears that crushing to minus 25 mm (1 inch) size at the sinter plant yields a more stable sinter because the smaller size fractions are more resistant to degradation.
Desarrollo de un Aglomerante Para el Proceso de Sinterización.
Arauza V. Albino, Narváez G. Víctor M., Rodríguez F. Rita P., Martínez S. Rodrigo.
INFLUENCIA DE LA GRANULOMETRIA DE LA MATERIA PRIMA
EN LA PRODUCTIVIDAD DE PLANTA DE SINTER
Rita Patricia Rodríguez Flores, Francisco Gutierrez Ramirez, Juan Antonio López Corpus, Víctor Manuel Narváez García
INCREASE IN PRODUCTIVITY IN SINTER PLANT, AHMSA
Rodrigo Martínez Sanchez, Victor Manuel Narváez García, Rita Patricia Rodríguez Flores, Francisco Gutierrez Ramirez.