Tradicionalmente
el acero líquido obtenido de los hornos de aceración, ya sea de BOF o
Siemens-Martin, era colado en moldes para su solidificación, de ahí se
obtienen lingotes los cuales es necesario recalentar para poder laminarlos en el
molino desbastador y obtener productos intermedios de dimensiones adecuadas que
puedan ser utilizados en los molinos acabadores para obtener un producto final.
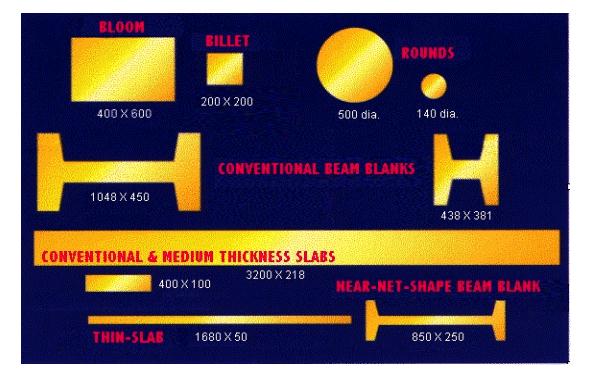
Estos productos intermedios son: planchón, tocho y bilete.
Con
el propósito de incrementar el rendimiento de acero líquido a producto
terminado, y el de evitar los pasos de recalentamiento y desbaste, se efectuaron
pruebas para obtener los productos intermedios directamente de la colada. El
resultado de estas pruebas fue el nacimiento de la colada continua.
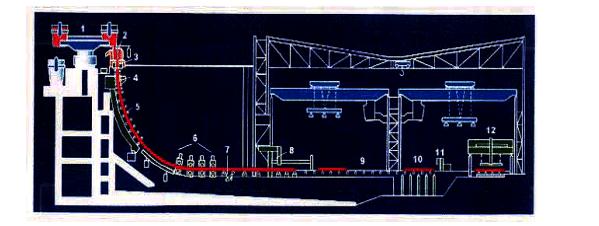
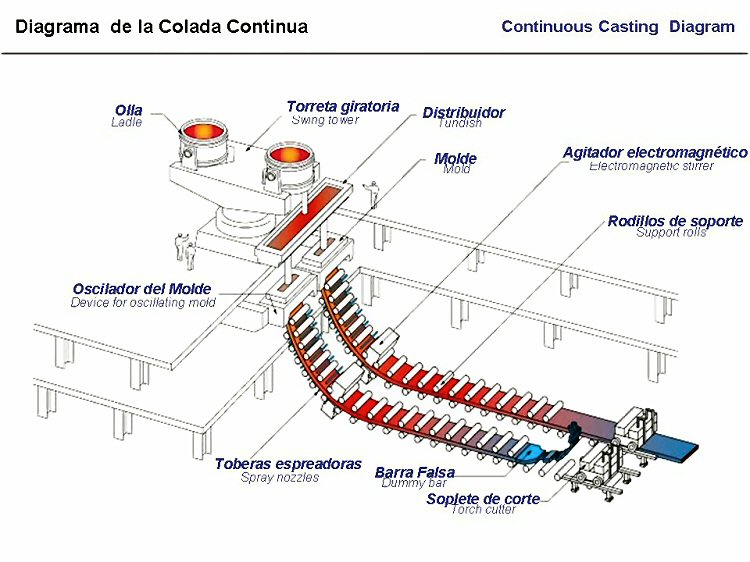
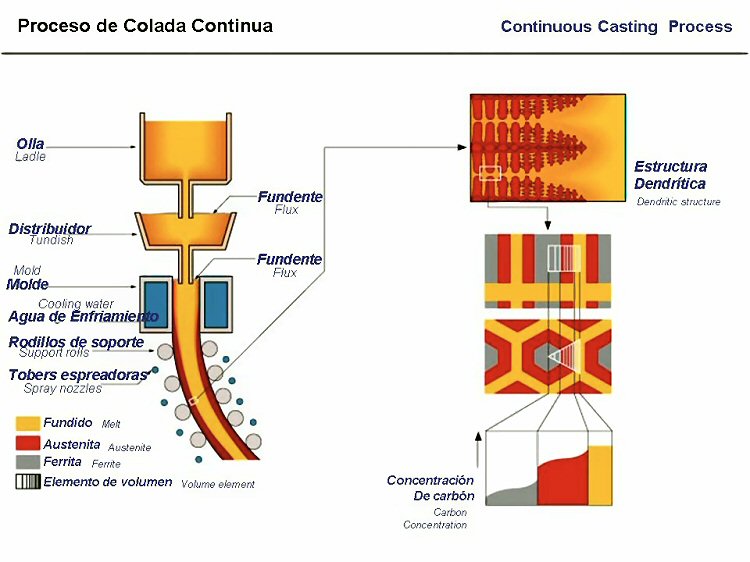
Partes
principales de una colada continua.
DISTRIBUIDOR.
Artesa o caja revestida con material refractario que cuenta con un orificio de
salida de acero en cada uno de los extremos, y al fondo de los cuales por medio
de mecanismos manuales de barra, tapón y tobera de descarga sumergida, se
alimentan los moldes de colada continua y donde se almacena el acero para
permitir el cambio de ollas durante la operación de una secuencia.
MOLDE.
Pieza fabricada de placas de cobre (material de alta conductividad térmica) que
cuenta con refrigeración interna y recibe el acero líquido del distribuidor.
RODILLOS GUIA.
Toda una serie de éstos van colocados por debajo de los moldes para ir formando
un hilo.
SECCION DE CORTE.
Equipo necesario para dimensionar el planchón por corte normalmente del tipo
oxiacetileno.
El
proceso.
Antes
de iniciar una colada, es necesario preparar la máquina. Esta preparación
consiste en sellar el molde de cobre por la parte inferior. Para realizar esta
operación se introduce por la parte más baja de los rodillos guía una pieza
de acero semejante en dimensiones al planchón que se va a obtener, esta pieza
es llamada barra falsa. Al tener la barra en la parte inferior del molde, se le
colocan piezas pequeñas de acero (rebabas, viruta, etc.) que sirven como
agentes de enfriamiento y permiten que el acero que es vaciado al molde,
solidifique y se adhiera a la barra falsa, con lo cual será posible ir jalando
al planchón del molde a través de los rodillos guía.
Una
vez preparada la máquina, la olla de acero provinente del taller de aceración
BOF se coloca en la torreta; la cual a su vez se coloca arriba del distribuidor,
éste recibe el acero de la olla y lo reparte en los moldes que conforman la máquina.
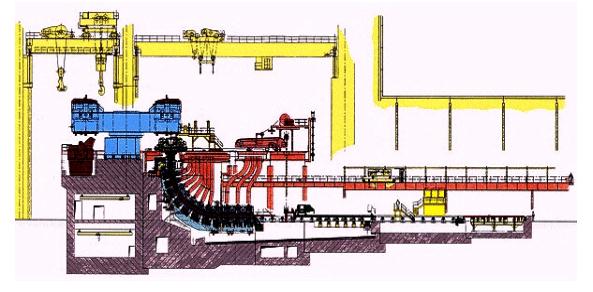
El
molde es enfriado continuamente por las caras externas. La solidificación del
acero principia con el que está en contacto con el molde, y conforme pasa el
tiempo, la capa sólida va aumentando hacia el centro. El molde se llena hasta
el nivel de operación y se inicia o entra a trabajar al sistema de oscilación
vertical del mismo molde; estas oscilaciones permiten y facilitan el
deslizamiento del planchón hacia abajo del molde y es conducido por los
rodillos que van curvándolo para dejarlo en posición horizontal al terminar el
hilo. Durante el paso del planchón por los rodillos guía, éste es enfriado
por un esperado de agua hasta su completa solidificación.
A
la salida de los rodillos guía se encuentran las máquinas de oxicorte para
obtener planchón de las longitudes requeridas para procesos posteriores. El
planchón ya cortado se almacena en el patio para después enviarse a la sección
o departamento de laminación correspondiente.
MoldThe main function of the mold is to establish a solid shell sufficient in strength to contain its liquid core upon entry into the secondary spray cooling zone. Key product elements are shape, shell thickness, uniform shell temperature distribution, defect-free internal and surface quality with minimal porosity, and few non-metallic inclusions. The mold is basically an open-ended box structure, containing a water-cooled inner lining fabricated from a high purity copper alloy. Mold water transfers heat from the solidifying shell. The working surface of the copper face is often plated with chromium or nickel to provide a harder working surface, and to avoid copper pickup on the surface of the cast strand, which can facilitate surface cracks on the product. Mold heat transfer is both critical and complex. Mathematical and computer modeling are typically utilized in developing a greater understanding of mold thermal conditions, and to aid in proper design and operating practices. Heat transfer is generally considered as a series of thermal resistances as follows:
Mold OscillationMold oscillation is necessary to minimize friction and sticking of the solidifying shell, and avoid shell tearing, and liquid steel breakouts, which can wreak havoc on equipment and machine downtime due to clean up and repairs. Friction between the shell and mold is reduced through the use of mold lubricants such as oils or powdered fluxes. Oscillation is achieved either hydraulically or via motor-driven cams or levers which support and reciprocate (or oscillate) the mold. Mold oscillating cycles vary in frequency, stroke and pattern. However, a common approach is to employ what is called "negative strip", a stroke pattern in which the downward stroke of the cycle enables the mold to move down faster than the section withdrawal speed. This enables compressive stresses to develop in the shell that increase its strength by sealing surface fissures and porosity. Secondary CoolingTypically, the secondary cooling system is comprised of a series of zones, each responsible for a segment of controlled cooling of the solidifying strand as it progresses through the machine. The sprayed medium is either water or a combination of air and water. Figure
5 - Secondary Cooling Three (3) basic forms of heat transfer occur in this region:
Figure 6 - Solidification Profile Through Steel Shell & Roll
Shell GrowthShell growth can be reliably predicted from Fick's Law:
Strand ContainmentThe containment region is an integral part of the secondary cooling area. A series of retaining rolls contain the strand, extending across opposite strand faces. Edge roll containment may also be required. The focus of this area is to provide strand guidance and containment until the solidifying shell is self-supporting. In
order to avoid compromises in product quality, careful
consideration must be made to minimize stresses associated with
the roller arrangement and strand unbending. Thus, roll layout,
including spacing and roll diameters are carefully selected to
minimize between-roll bulging and liquid/solid interface
strains. Bending and StraighteningEqually important to strand containment and guidance from the vertical to horizontal plane are the unbending and straightening forces. As unbending occurs, the solid shell outer radius is under tension, while the inner radius is under compression. The resulting strain is dictated by the arc radius along with the mechanical properties of the cast steel grade. If the strain along the outer radius is excessive, cracks could occur, seriously affecting the quality of the steel. These strains are typically minimized by incorporating a multi-point unbending process, in which the radii become progressively larger in order to gradually straighten the product into the horizontal plane.
After straightening, the strand is transferred on roller tables to a cut off machine, which cuts the product into ordered lengths. Sectioning can be achieved either via torches or mechanical shears. Then, depending on the shape or grade, the cast section will either be placed in intermediate storage, hot-charged for finished rolling or sold as a semi-finished product. Prior to hot rolling, the product will enter a reheat furnace to adjust its thermal conditions to achieve optimum metallurgical properties and dimensional tolerances. SummaryContinuous
Casting has evolved from a batch process into a sophisticated
continuous process. This transformation has occurred through
understanding principles of mechanical design, heat-transfer,
steel metallurgical properties and stress-strain relationships,
to produce a product with excellent shape and quality. In recent
years, the process has been optimized through careful
integration of electro-mechanical sensors, computer-control, and
production planning to provide a highly-automated system
designed for the new millenium.
|