THE BASIC OXYGEN
STEELMAKING (BOS) PROCESS
I
INTRODUCTION
Accounting
for 60% of the world's total output of crude steel, the Basic
Oxygen Steelmaking (BOS) process is the dominant steelmaking
technology. In the U.S., that figure is 54% and slowly
declining due primarily to the advent of the
"Greenfield" electric arc furnace (EAF) flat-rolled
mills. However, elsewhere its use is growing.
 |
Figure
1: Charging aisle of a Basic Oxygen Steelmaking
Plant showing scrap being charged into the BOF vessel.
A ladle full of hot metal is seen to the right. |
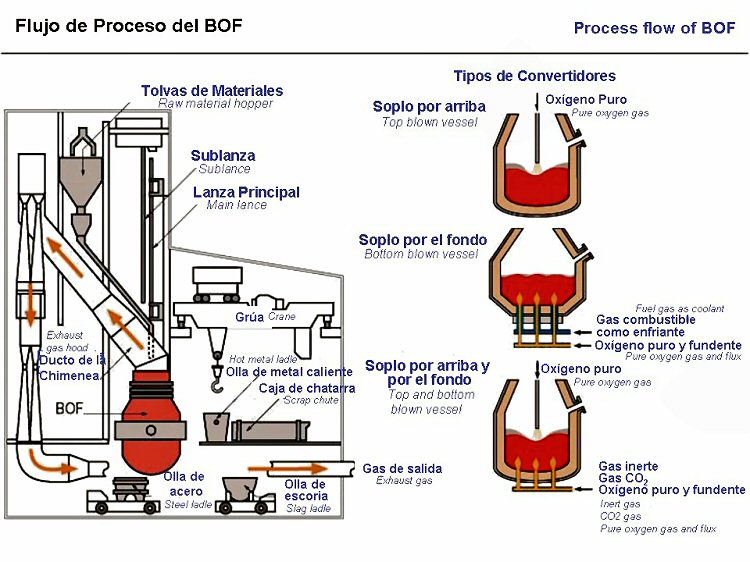
There exist
several variations on the BOS process: top blowing, bottom
blowing, and a combination of the two. This study will focus
only on the top blowing variation.
The Basic
Oxygen Steelmaking process differs from the EAF in that it is
autogenous, or self-sufficient in energy. The primary raw
materials for the BOP are 70-80% liquid hot metal from the
blast furnace and the balance is steel scrap. These are
charged into the Basic Oxygen Furnace (BOF) vessel. Oxygen
(>99.5% pure) is "blown" into the BOF at
supersonic velocities. It oxidizes the carbon and silicon
contained in the hot metal liberating great quantities of heat
which melts the scrap. There are lesser energy contributions
from the oxidation of iron, manganese, and phosphorus. The
post combustion of carbon monoxide as it exits the vessel also
transmits heat back to the bath.
The product
of the BOS is molten steel with a specified chemical anlaysis
at 2900°F-3000°F. From here it may undergo further refining
in a secondary refining process or be sent directly to the
continuous caster where it is solidified into semifinished
shapes: blooms, billets, or slabs.
Basic
refers to the magnesia (MgO) refractory lining which wears
through contact with hot, basic slags. These slags are
required to remove phosphorus and sulfur from the molten
charge.
BOF heat
sizes in the U.S. are typically around 250 tons, and
tap-to-tap times are about 40 minutes, of which 50% is
"blowing time". This rate of production made the
process compatible with the continuous casting of slabs, which
in turn had an enormous beneficial impact on yields from crude
steel to shipped product, and on downstream flat-rolled
quality.
II BASIC OPERATION
BOS process
replaced open hearth steelmaking. The process predated
continuous casting. As a consequence, ladle sizes remained
unchanged in the renovated open hearth shops and ingot pouring
aisles were built in the new shops. Six-story buildings are
needed to house the Basic Oxygen Furnace (BOF) vessels to
accommodate the long oxygen lances that are lowered and raised
from the BOF vessel and the elevated alloy and flux bins.
Since the BOS process increases productivity by almost an
order of magnitude, generally only two BOFs were required to
replace a dozen open hearth furnaces.
Some
dimensions of a typical 250 ton BOF vessel in the U.S. are:
height 34 feet, outside diameter 26 feet, barrel lining
thickness 3 feet, and working volume 8000 cubic feet. A
control pulpit is usually located between the vessels. Unlike
the open hearth, the BOF operation is conducted almost
"in the dark" using mimics and screens to determine
vessel inclination, additions, lance height, oxygen flow etc.
Once the
hot metal temperature and chemical analaysis of the blast
furnace hot metal are known, a computer charge models
determine the optimum proportions of scrap and hot metal, flux
additions, lance height and oxygen blowing time.
 |
Figure
2: BOF Vessel in Its Operating Positions. (Ref:
Making, Shaping, and Treating of Steel, 11th Edition,
Steelmaking And Refining Volume. AISE Steel
Foundation, 1998, Pittsburgh PA)
|
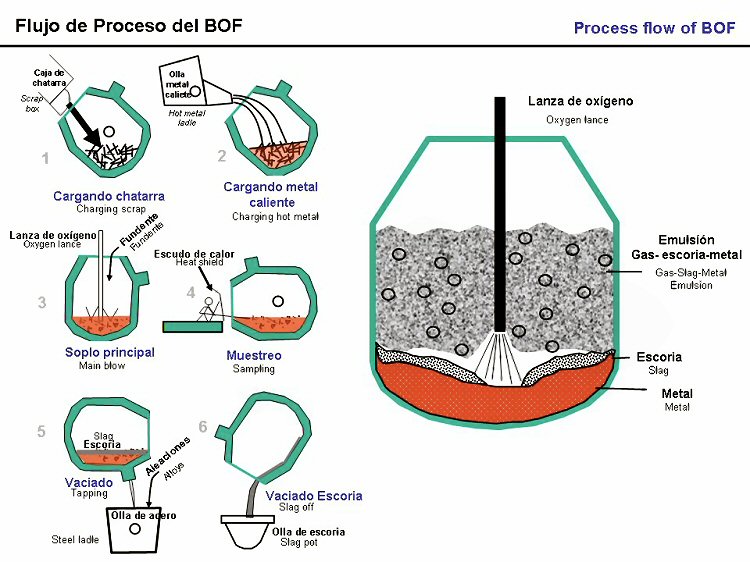
A
"heat" begins when the BOF vessel is tilted about 45
degrees towards the charging aisle and scrap charge (about 25
to 30% of the heat weight) is dumped from a charging box into
the mouth of the cylindrical BOF. The hot metal is immediately
poured directly onto the scrap from a transfer ladle. Fumes
and kish (graphite flakes from the carbon saturated hot metal)
are emitted from the vessel's mouth and collected by the
pollution control system. Charging takes a couple of minutes.
Then the vessel is rotated back to the vertical position and
lime/dolomite fluxes are dropped onto the charge from overhead
bins while the lance is lowered to a few feet above the bottom
of the vessel. The lance is water-cooled with a multi-hole
copper tip. Through this lance, oxygen of greater than 99.5%
purity is blown into the mix. If the oxygen is lower in
purity, nitrogen levels at tap become unacceptable.
As blowing
begins, an ear-piercing shriek is heard. This is soon muffled
as silicon from the hot metal is oxidized forming silica, SiO2,
which reacts with the basic fluxes to form a gassy molten slag
that envelops the lance. The gas is primarily carbon monoxide
(CO) from the carbon in the hot metal. The rate of gas
evolution is many times the volume of the vessel and it is
common to see slag slopping over the lip of the vessel,
especially if the slag is too viscous. Blowing continues for a
predetermined time based on the metallic charge chemistry and
the melt specification. This is typically 15 to 20 minutes,
and the lance is generally preprogrammed to move to different
heights during the blowing period. The lance is then raised so
that the vessel can be turned down towards the charging aisle
for sampling and temperature tests. Static charge models
however do not ensure consistent turndown at the specified
carbon and temperature because the hot metal analysis and
metallic charge weights are not known precisely. Furthermore,
below 0.2% C, the highly exothermic oxidation of iron takes
place to a variable degree along with decarburization. The
"drop" in the flame at the mouth of the vessel
signals low carbon, but temperature at turndown can be off by
+/- 100°F.
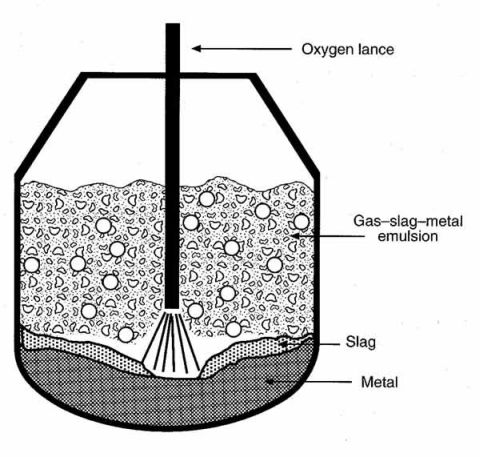 |
Figure
3: Section through the BOF vessel during oxygen
blowing. (Ref: Making, Shaping, and Treating of Steel,
11th Edition, Steelmaking And Refining Volume. AISE
Steel Foundation, 1998, Pittsburgh PA) |
In the
past, this meant delays for reblowing or adding coolants.
Today, with more operating experience, better computer models,
more attention to metallic input quality, and the availability
of ladle furnaces that adjust for temperature, turndown
control is more consistent. In some shops, sublances provide a
temperature-carbon check about two minutes before the
scheduled end of the blow. This information permits an
"in course" correction during the final two minutes
and better turn-down performance. However, operation of
sublances is costly, and the required information is not
always obtained due to malfunctioning of the sensors.
Once the
heat is ready for tapping and the preheated ladle is
positioned in the ladle car under the furnace, the vessel is
tilted towards the tapping aisle, and steel emerges from the
taphole in the upper "cone" section of the vessel.
The taphole is generally plugged with material that prevents
slag entering the ladle as the vessel turns down. Steel burns
through the plug immediately. To minimize slag carryover into
the ladle at the end of tapping, various "slag
stoppers" have been designed. These work in conjunction
with melter's eyeballs, which remain the dominant control
device. Slag in the ladle results in phosphorus reversion,
retarded desulfurization, and possibly "dirty
steel". Ladle additives are available to reduce the iron
oxide level in the slag but nothing can be done to alter the
phosphorus.
 |
Figure
4: A ladle of molten steel leaving for the ladle
metallurgical facility or the caster. |
After
tapping steel into the ladle, and turning the vessel upside
down and tapping the remaining slag into the "slag
pot", the vessel is returned to the upright position. In
many shops residual slag is blown with nitrogen to coat the
barrel and trunion areas of the vessel. This process is known
as "slag splashing". Near the end of a campaign,
gunning with refractory materials in high wear areas may also
be necessary. Once vessel maintenance is complete the vessel
is ready to receive the next charge.
III BASIC
CHEMISTRY AND HEAT BALANCE
A heat size
of 250 tons is used as the basis for the following
calculations. This is close to the average heat size for the
50 BOFs which were operable in the U.S. in 1999. The following
charge chemistry is assumed:
| |
%C
|
%Si
|
%Mn
|
%S
|
%P
|
%Al
|
Residuals
|
| Hot
metal |
4.5
|
.75
|
1.0
|
.01
|
.05
|
0
|
0
|
| Scrap |
.05
|
.05
|
.4
|
.015
|
.01
|
.03
|
0.1
|
Table 1
illustrates the heat balance PER TON OF HOT METAL. It assumes
a 75% hot metal in a total charge of 275 tons which yields 250
tons of liquid steel (without alloys). If the oxygen were
supplied as air, the heat required to take N2
from room temperature to 2900°F would be about 500,000 Btu
per NTHM, which illustrates that the BOS is a Bessemer process
with cold scrap substituted for cold nitrogen. (NTHM one short
ton or 2000 pounds of hot metal).
TABLE
I. HEAT BALANCE PER NET TON OF HOT METAL
75% HOT METAL IN CHARGE
|
HEAT
AVAILABLE
|
Btu
(000's)
|
HEAT
REQUIRED
|
Btu
(000's)
|
|
C
—> CO
|
366
|
H.M
2400—>2900 F _
|
220
|
|
Si
—> SiO2
|
204
|
FLUXES
—>2900 F
|
110
|
|
Mn
—> MnO
|
60
|
O2
—>2900 F
|
120
|
|
P
—>P2O5
|
10
|
HEAT
LOSSES
|
50
|
|
Fe—>FeO
|
110
|
SCRAP
—>2900 F
|
415
|
|
CO—>CO2
|
130
|
|
|
|
SLAG
FORMATION
|
35
|
|
|
|
TOTAL
|
915
|
|
915
|
The actual
percentage of hot metal in the charge is very sensitive to the
silicon content and temperature of the hot metal and obviously
increases as these decrease.
The oxygen
required per heat is shown in Table II, as #/NTHM and as a
percentage for the various reactions. 181#/NTHM corresponds to
about 18.6 tons/per heat or 1800 scf/tapped ton. Oxygen
consumption increases if end-point control is poor and reblows
are necessary.
TABLE
II. OXYGEN REQUIREMENTS PER NTHM
|
REACTION
|
#/NTHM
|
%
OF TOTAL
|
|
C
—>CO
|
120
|
66
|
|
Si—>SiO2
|
17
|
9
|
|
Fe—>FeO
(SLAG)
|
16
|
9
|
|
CO—>CO2
|
12
|
7
|
|
Fe—>FeO
(FUME)
|
8
|
4
|
|
Mn,P—>MnO,P2O5
|
7
|
4
|
|
DISSOLVED
OXYGEN
|
1
|
1
|
|
|
181
|
100
|
The final
calculation for yield losses is shown in TABLE III. The
metalloids and Mn are oxidized out of the hot metal, the scrap
is often coated with Zn which volatilizes, and iron units are
lost to the slag, fume, and slopping. To tap 250 tons of
liquid steel, 250/0.91 or 275 charge tons are required, of
which 206 will be hot metal, and the balance scrap.
TABLE
III YIELD LOSSES IN A BOF HEAT
|
LOSS
|
%
CHARGE
|
|
METALLOIDS
IN HM (6.3%)
|
4.7
|
|
DEBRIS,COATINGS
ON SCRAP ( 2.5 %)
|
0.6
|
|
IRON
TO SLAG
|
2.2
|
|
IRON
TO FUME
|
1
|
|
IRON
TO SLOPPING
|
0.5
|
|
TOTAL
|
9
|
IV RAW
MATERIALS
i) HOT
METAL
Hot metal
is liquid iron from the blast furnace saturated with up to
4.3% carbon and containing 1% or less silicon, Si. It is
transported to the BOF shop either in torpedo cars or ladles.
The hot metal chemistry depends on how the blast furnace is
operated and what burden (iron-bearing) materials are charged
to it. The trend today is to run at high productivity with low
slag volumes and fuel rates, leading to lower silicon and
higher sulfur levels in the hot metal. If BOF slag is
recycled, P and Mn levels rise sharply since they report
almost 100% to the hot metal. U.S. iron ores are low in both
elements.
The sulfur
level from the blast furnace can be 0.05% but an efficient hot
metal desulfurizing facility ahead of the BOF will reduce this
to below .01%. The most common desulfurizing reagents, lime,
calcium carbide and magnesium - used alone or in combination -
are injected into the hot metal through a lance. The sulfur
containing compounds report to the slag; however, unless the
sulfur-rich slag is skimmed before the hot metal is poured
into the BOF, the sulfur actually charged will be well above
the level expected from the metal analysis.
ii)
SCRAP
In
autogenous BOS operation, scrap is by far the largest heat
sink. At 20 - 25% of the charge it is one of the most
important and costly components of the charge.
Steel scrap
is available in many forms. The major categories are
"home scrap", generated within the plant. With the
advent of continuous casting, the quantity of home scrap has
diminished and it is now necessary for integrated mills to buy
scrap on the market. Flat rolled scrap is generally of good
quality and it's impact on the chemistry of BOF operations can
almost be ignored. There is a yield loss of about 2% due to
the zinc coating on galvanized scrap. "Prompt scrap"
is generated during the manufacturing of steel products. It
finds its way into the recycling stream very quickly. Many
steel mills have agreements with manufacturers to buy their
prompt scrap. "Obsolete" or "post
consumer" scrap returns to the market after a product has
ended its useful life. Cans return to the market very quickly
but autos have an average life of 12 years.
Scrap also
comes in many sizes, varying chemical analyses and a variety
of prices. All of which makes the purchase and melting of
scrap a very complex issue. Very large pieces of scrap can be
difficult to melt and may damage the vessel when charged. Some
scrap may contain oil or surface oxidation. Obsolete scrap may
contain a variety of other objects which could be hazardous or
explosive. Obviously the chemical analysis of obsolete scrap
is imprecise.
Scrap
selection is further complicated by the wide variety of steel
products. Deep drawing steels limit the maximum residual (%Cu
+%Sn + %Ni +%Cr +%Mo) content to less than 0.13%. While other
products allow this to range as high as 0.80%. Since these
elements cannot be oxidized from the steel, their content in
the final product can only be reduced by dilution with very
high purity scrap or hot metal. The use of low residual hot
metal in the BOS, with its inherent dilution effect, is one of
the features that distinguish BOF from EAF steelmaking.
iii)
FLUXES
Fluxes
serve two important purposes. First they combine with SiO2
which is oxidized from the hot metal to form a
"basic" slag that is fluid at steelmaking
temperatures. This slag absorbs and retains sulfur and
phosphorus from the hot metal.
Lime (95+%
CaO) and dolomite (58%CaO, 39% MgO) are the two primary
fluxes. They are obtained by calcining the carbonate minerals,
generally offsite in rotary kilns. Calcining CaCO3
and MgCO3 liberates CO2
leaving CaO or MgO. Two types, "soft" and
"hard" burned lime, are available. A lump of soft
burned lime dissolves quickly in a cup of water liberating
heat. Hard burned material just sits there. Soft burned fluxes
form slag more quickly than hard-burned, and in the short
blowing cycle, this is critical for effective sulfur and
phosphorus removal. The amount of lime charged depends on the
Si content of the hot metal.
In BOS
steelmaking a high CaO/SiO2 ratio in the slag is desirable,
e.g. 3. A rule of thumb is 6 X the weight of Si charged. The
MgO addition is designed to be about 8 to 10% of the final
slag weight. This saturates the slag with MgO, thus reducing
chemical erosion of the MgO vessel lining.
iv)
COOLANTS
Limestone,
scrap, and sponge iron are all potential coolants that can be
added to a heat that has been overblown and is excessively
hot. The economics and handling facilities dictate the
selection at each shop.
v)
ALLOYS
Bulk alloys
are charged from overhead bins into the ladle. The common
alloys are ferromanganese (80%Mn, 6%C, balance Fe),
silicomanganese (66%Mn, 16%Si, 2%C, balance Fe), and
ferrosilicon (75% Si, balance Fe). Aluminum can be added as
shapes and/or injected as rod. Sulfur, carbon, calcium, and
special elements like boron and titanium are fed at the ladle
furnace as powders sheathed in a mild steel casing about 1/2
inch in diameter.
V REFRACTORIES
The basis
for most refractory bricks for oxygen steelmaking vessels in
the U.S. today is magnesia, MgO, which can be obtained from
minerals or seawater. Only one dolomite (MgO + CaO) deposit is
worked in the U.S (near Reading, PA). For magnesia, the lower
the boron oxide content, and the lower the impurity levels
(but with a CaO/SiO2 ratio above 2 to avoid low melting point
intergranular phases), the greater the hot strength of the
brick. Carbon is added as pitch (tar) or graphite.
The
magnesia lime type refractories used in lining oxygen
steelmaking vessels are selected mainly for their
compatibility with the highly basic finishing slags required
to remove and retain phosphorus in solution. During refining,
the refractories are exposed to a variety of slag conditions
ranging from 1 to 4 basicity as silicon is oxidizes from the
bath and combines with lime. The iron oxide, FeO, content of
the bath increases with blowing time especially as the carbon
in the steel falls below 0.2 % and Fe is oxidized. Although
all refractory materials are dissolved by FeO, MgO forms a
solid solution with FeO, meaning they coexist as solids within
a certain temperature range. The high concentrations of FeO
formed late in the blow, however, will oxidize the carbon in
the brick.
The
original bricks were tar bonded, where the MgO grains were
coated with tar and pressed warm represented a great step
forward for the BOS process. Tempering removed volatiles. In
service, the tar was coked and the residual intergranular
carbon resisted slag wetting and attack by FeO. In addition,
as the tar softened during vessel heat-up, the lining was
relieved of expansive stresses. Hot strength was increased by
sintering bricks made from pure MgO grains at a high
temperature and then impregnating them with tar under a
vacuum. However, for environmental reasons these types of
bricks are no longer used in oxygen steelmaking.
Today's
working lining refractories are primarily resin-bonded
magnesia-carbon bricks made with high quality sintered
magnesite and high purity flake graphite. Resin-bonded brick
are unfired and contain 5% to 25% high purity flake graphite
and one or more powdered metals. These brick require a simple
curing step at 350 to 400°F to "thermoset" the
resin that makes them very strong and therefore easily handled
during installation. Further refinements include using
prefused grains in the mix. Small additions of metal additives
(Si, Al, and Mg) protect the graphite from oxidation because
they are preferentially oxidized. Metallic carbides, nitrides,
and magnesium-aluminate spinel form in service at the hot face
of the brick filling voids, and adding strength and resistance
to slag attack.
The rate of
solution of a refractory by the slag is dependent on its
properties. These properties are directly related to the
purity and crystal sizes of the starting ingredients as well
as the manufacturing process. Additions of up to 15% high
purity graphite to MgO-carbon refractories provide increased
corrosion resistance. Beyond 15% this trend is reversed due to
the lower density of the brick. Ultimately, the cost per ton
of steel for brick and gunning repair materials, coupled with
the need for vessel availability, dictate the choice of
lining.
The
penetration of slag and metal between the refractory grains,
mechanical erosion by liquid movement, and chemical attack by
slags all contribute to loss of lining material. Over the
years, there have been numerous operating developments
designed to counteract this lining wear:
i)
Critical wear zones (impact and tap pads, turndown slag
lines, and trunion areas) in furnaces have been zoned with
bricks of the highest quality.
ii)
"Slag splashing" whereby residual liquid slag
remaining after the tap is splashed onto the lining with
high pressure nitrogen blown through the oxygen lance. This
seemingly simple practice has increased lining life beyond
all expectations, from a few thousand to over 20,000 heats
per campaign.
iii)
Instruments are now available to measure lining contours in
a short time period, to maximize gunning effectiveness using
MgO slurries.
iv)
Dolomite (40%MgO) is added to the flux addition to create
slags with about 8% MgO, which is close to the MgO
saturation level of the slag.
v)
Improved end-point control resulting in lower FeO levels and
shorter oxygen-off to charge intervals have reduced
refractory deterioration.
None of the
above would be significant however, without the improvements
in quality and type of basic brick available to the industry.
Today, the
refractory industry is undergoing major structural changes.
Companies are being continually acquired and the total number
of North American suppliers is greatly reduced. A very high
percentage of refractory materials are being produced off
shore, with China being the most significant newcomer.
VI
ENVIRONMENTAL ISSUES
Environmental
challenges at BOS shops include: (1) the capture and removal
of contaminants in the hot and dirty primary off-gas from the
converter; (2) secondary emissions associated with charging
and tapping the furnaces; (3) control of emissions from
ancillary operations such as hot metal transfer,
desulfurization, or ladle metallurgy operations; (4) the
recycling and/or disposal of collected oxide dusts or sludges;
and (5) the disposition of slag.
In the
U.S., most BOF primary gas handling systems are designed to
generate plant steam from the water-cooled hood serving the
primary system. About half of the systems are open combustion
designs where excess air is induced at the mouth of the hood
to completely burn the carbon monoxide. The gases are then
cooled and cleaned either in a wet scrubber or a dry
electrostatic precipitator. The remainder of U.S. systems are
suppressed combustion systems where gases are handled in an
uncombusted state and cleaned in a wet scrubber before being
ignited prior to discharge. In both cases, the cleaned gases
must meet EPA-mandated levels for particulate matter.
Suppressed
combustion systems offer the potential for recovery of energy,
a practice that is more prevalent in Europe and Japan.
However, in the U.S., other than steam generation, no attempt
is made to capture the chemical or sensible heat in the
off-gas leaving the vessel. While this represents the loss of
a considerable amount of energy (about 0.7 million Btu/ton),
the pay-back on capital required, either for the conversion of
open combustion to suppressed combustion systems or the
addition of necessary gas collection facilities for suppressed
combustion systems, is over 10 years. In addition, the
necessity of taking shops out of service to make these changes
is not practical. Most BOF shops in the U.S. pre-date the
energy crises of the 1970s, and even today, energy in the U.S.
is relatively less expensive than it is abroad.
Secondary
fugitive emissions associated with charging and tapping the
BOF vessel, or emissions escaping the main hood during oxygen
blowing, may be captured by exhaust systems serving local
hoods or high canopy hoods located in the trusses of the shop
or both. Typically a fabric collector, or baghouse, is use for
the collection of these fugitive emissions. Similarly,
ancillary operations such as hot metal transfer stations,
desulfurization, or ladle metallurgy operations are usually
served by local hood systems exhausted to fabric filters.
The
particulate matter captured in the primary system, whether in
the form of sludge from wet scrubbers or dry dust from
precipitators, must be processed before recycling. Sludge from
wet scrubbers requires an extra drying step. Unlike EAF dust,
BOF dust or sludge is not a listed hazardous waste. If the
zinc content is low enough, it can be recycled to the blast
furnace or BOF vessel after briquetting or pelletizing.
Numerous processes for recycling the particulate are in use or
under development.
BOF slag
typically contains about 5% MnO and 1% P2O5 and are often can
be recycled through the blast furnace. Because lime in steel
slag absorbs moisture and expands on weathering, its use as an
aggregate material is limited, but other commercial uses are
being developed to minimize the amount that must be disposed.
VII CONCLUSION
The BOS has
been a pivotal process in the transformation of the U.S. steel
industry since World War II. Although it was not recognized at
the time, the process made it possible to couple melting with
continuous casting. The result has been that melt shop process
and finishing mill quality and yields improved several
percent, such that the quantity of raw steel required per ton
of product decreased significantly.
The future
of the BOS depends on the availability of hot metal, which in
turn depends on the cost and availability of coke. Although it
is possible to operate BOFs with reduced hot metal charges,
i.e. < 70%, there are productivity penalties and costs
associated with the supply of auxiliary fuels. Processes to
replace the blast furnace are being constantly being unveiled,
and the concept of a hybrid BOF-EAF is already a reality at
the Saldahna Works in South Africa. However, it appears that
the blast furnace and the BOS will be with us for many decades
into the future.
The
American Iron and Steel Institute acknowledges, with thanks,
the contributions of Teresa M. Speiran, Senior Research
Engineer, Refractories and Bruce A. Steiner, Senior
Environmental Advisor, Collier Shannon Scott PLLC.
ADDENDUM
HISTORY
OF THE BASIC OXYGEN STEELMAKING PROCESS
Basic
Oxygen Steelmaking is unquestionably the "son of
Bessemer", the original pneumatic process patented by Sir
Henry Bessemer in 1856. Because oxygen was not available
commercially in those days, air was the oxidant. It was blown
through tuyeres in the bottom of the pear shaped vessel. Since
air is 80% inert nitrogen, which entered the vessel cold but
exited hot, removed so much heat from the process that the
charge had to be almost 100% hot metal for it to be
autogenous. The inability of the Bessemer process to melt
significant quantities of scrap became an economic handicap as
steel scrap accumulated. Bessemer production peaked in the
U.S. in 1906 and lingered until the 1960s.
There are
two interesting historical footnotes to the original Bessemer
story:
William
Kelly was awarded the original U.S. patent for pneumatic
steelmaking over Bessemer in 1857. However, it is clear that
Kelly's "air boiling" process was conducted at such
low blowing rates that the heat generation barely offset the
heat losses. He never developed a commercial process for
making steel consistently.
Most
European iron ores and therefore hot metal was high in sulfur
and phosphorus and no processes to remove these from steel had
been developed in the 1860s. As a result, Bessemer's steel
suffered from both "hot shortness" (due to sulfur)
and "cold shortness" (due to phosphorus) that
rendered it unrollable. For his first commercial plant in
Sheffield, 1866, Bessemer remelted cold pig iron imported from
Sweden as the raw material for his hot metal. This charcoal
derived pig iron was low in phosphorus and sulfur, and
(fortuitously) high in manganese which acted as a deoxidant.
In contrast the U.S. pig iron was produced using low sulfur
charcoal and low phosphorus domestic ore. Therefore, thanks to
the engineering genius of Alexander Holley, two Bessemer
plants were in operation by 1866. However, the daily output of
remotely located charcoal blast furnaces was very low.
Therefore, hot metal was produced by remelting pig iron in
cupolas and gravity feeding it to the 5 ton Bessemer vessels.
The real
breakthrough for Bessemer occurred in 1879 when Sidney Thomas,
a young clerk from a London police court, shocked the
metallurgical establishment by presenting data on a process to
remove phosphorus (and also sulfur) from Bessemer's steel. He
developed basic linings produced from tar-bonded dolomite
bricks. These were eroded to form a basic slag that absorbed
phosphorus and sulfur, although the amounts remained high by
modern standards. The Europeans quickly took to the
"Thomas Process" because of their very
high-phosphorus hot metal, and as a bonus, granulated the
phosphorus-rich molten slag in water to create a fertilizer.
In the U.S., Andrew Carnegie, who was present when Thomas
presented his paper in London, befriended the young man and
cleverly acquired the U.S. license, which squelched any
steelmaking developments in the South where high phosphorus
ores are located.
Although
Bessemer's father had jokingly suggested using pure oxygen
instead of air (U.K.patent 2207, Oct 5,1858), this possibility
was to remain a dream until "tonnage oxygen" became
available at a reasonable cost. A 250 ton BOF today needs
about 20 tons of pure oxygen every 40 minutes. Despite its
high cost, oxygen was used in Europe to a limited extent in
the 1930's to enrich the air blast for blast furnaces and
Thomas converters. It was also used in the U.S for scarfing,
and welding.
The
production of low cost tonnage oxygen was stimulated in World
War II by the German V2 rocket program. After the war, the
Germans were denied the right to manufacture tonnage oxygen,
but oxygen plants were shipped to other countries. The bottom
tuyeres used in the Bessemer and Thomas processes could not
withstand even oxygen-enriched air, let alone pure oxygen. In
the late 1940s, Professor Durrer in Switzerland pursued his
prewar idea of injecting pure oxygen through the top of the
vessel. Development now moved to neighboring Austria where
developers wanted to produce low nitrogen, flat-rolled sheet,
but a shortage of scrap precluded open hearth operations.
Following pilot plant trials at Linz and Donawitz, a top blown
pneumatic process for a 35 ton vessel using pure oxygen was
commercialized by Voest at Linz in 1952. The nearby Dolomite
Mountains also provided an ideal source of material for basic
refractories.
The new
process was officially dubbed the "LD Process" and
because of its high productivity was seen globally as a
viable, low capital process by which the war torn countries of
Europe could rebuild their steel industries. Japan switched
from a rebuilding plan based on open hearths to evaluate the
LD, and installed their first unit at Yawata in 1957.
Two small
North American installations started at Dofasco and McLouth in
1954. However, with the know-how and capital invested in 130
million tons of open hearth capacity, plans for additional
open hearth capacity well along, cheap energy, and heat sizes
greater by an order of magnitude (300 versus 30 tons), the
incentive to install this untested, small-scale process in
North America was lacking. The process was acknowledged as a
breakthrough technically but the timing, scale, and economics
were wrong for the time. The U.S., which manufactured about
50% of the world's total steel output, needed steel for a
booming post-war economy.
There were
also acrimonious legal actions over patent rights to the
process and the supersonic lance design, which was now
multihole rather than single hole. Kaiser Industries held the
U.S. patent rights but in the end, the U.S. Supreme Court
supported lower court decisions that considered the patent to
be invalid.
Nevertheless,
the appeal of lower energy, labor, and refractory costs for
the LD process could not be denied and although oxygen usage
in the open hearth delayed the transition to the new process
in the U.S., oxygen steelmaking tonnage grew steadily in the
1960's. By 1969, it exceeded that of the open hearth for the
first time and has never relinquished its position as the
dominant steelmaking process in the U.S. but the name LD never
caught on in the U.S.
Technical
developments over the years include improved computer models
and instrumentation for improved turn-down control, external
hot metal desulfurization, bottom blowing and stirring with a
variety of gases and tuyeres, slag splashing, and improved
refractories.
|
|
|
|