
CIRCULATING FLUIDISED BED COMBUSTION (CFBC) TECHNOLOGY FOR POWER GENERATION -- Technology Status
1.0 THE FLUIDISED BED COMBUSTION PROCESS
For fuels with high moisture content and low heating value such as biomass, municipal wastes, paper & pulp industry wastes, sludge etc. and small capacities, bubbling fluidised bed technology is recommended. The circulating fluidised bed technology is considered suitable for waste fuels with a high percentage of non-combustibles(heating value 5-35MJ/kg).
The Circulating Fluidised Bed Combustion technology is environmentally benign. The process employs a Circulating fluidised bed combustor that operates at a temperature of around 800-9000C. The fuel(crushed coal) along with the sorbent(limestone) is fed to the lower furnace where it is kept suspended and burnt in an upward flow of combustion air. The sorbent is fed to facilitate capture of sulfur from the coal in the bed itself resulting in consequent low sulfur emission. The combustion air is fed in two stages - Primary air direct through the combustor and Secondary air, way up the combustor above the fuel feed point.
Due to high gas velocities the fuel ash and unburnt fuel are carried out of the combustor with the flue gases. This is then collected by a recycling cyclone separator and returned to lower furnace.
The heat transfer surfaces are usually embedded in the fluidised bed and steam generated is passed through the conventional steam cycle operating on Rankine Cycle. Alternatively, without the Fluid Bed Heat Exchanger, the heat transfer surface may be distributed over the combustor and the convective pass.
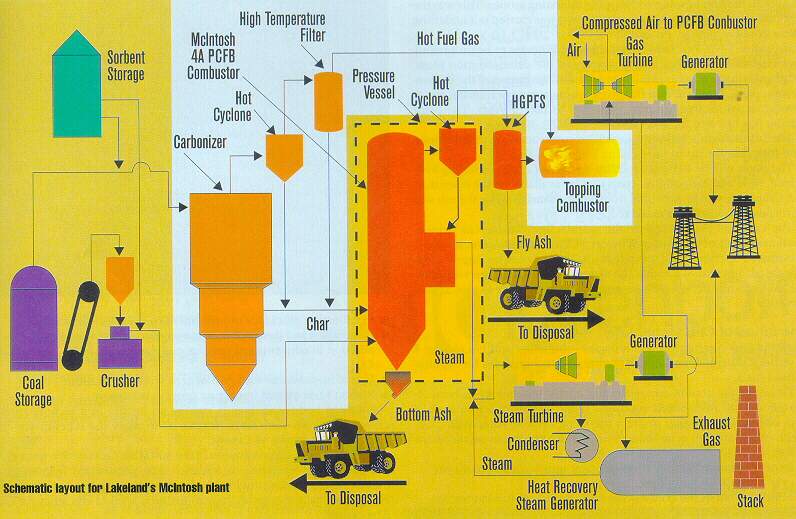
Fluidised Bed Combustion Process Diagram (Lakeland, USA CFBC):
2.0 Advantages of Circulating Fluidised Bed Combustion Technology
The relatively low furnace temperatures are below the ash fusion temperature for nearly all fuels. As a result the furnace design is independent of ash characteristics which allows a given furnace to handle a wide variety of fuels. Low grade coals, high ash rejects, high sulfur coals, lignite, biomass, wastes & other difficult fuels can be burnt easily in the CFBC boiler.
The long residence time in the furnace resulting from collection/recirculation of solid particulate via the cyclone, plus the vigorous solids/gas contact in the furnace caused by the fluidisation airflow, result in high combustion efficiency, even with difficult-to-burn fuels. 98-99% carbon burnout has been achieved. The very high internal & external recirculating rates of solids result in uniform temperatures throughout the combustor.
Desulfurisation is accomplished in the combustion zone itself by addition of limestone in the bed. SO2 removal efficiency of 95% and higher has been demonstrated along with good sorbent utilisation. Low furnace temperature plus staging of air feed to the furnace produce very low NOx emissions. Chlorine & Fluorine are largely retained in ash.
Can be designed for cyclic or base load operation. Part loads down to 25% of MCR and load change rates of upto 7% per minute are possible.
Fuel pulverisation not required and only crushing is sufficient for fuel feed.
Foster Wheeler has more than 150 CFB steam generators in operation. The commercial availability of most of these units exceeds 98%.
3.0 CFBC System Components
The CFBC systems comprise of the following major components:
3.1 Fuel Feed System
Fuel feed system is either pneumatic or wet type. Normally coal is fed as coal -water mixture as they have demonstrated to burn more evenly. The optimum system design depends upon ash and sulfur content in coal. For fuels with low ash contents, coal-water mixture has found favours since large quantities of water are needed for coals with high ash, which affects its efficiency. The fuel is fed in the form of coal-water paste with 25% water by weight. The fuel feed size is lower than 0.75 in.
3.2 Sorbent Feed System
Sorbents are not combustibles and are generally fed either continuously or intermittent. In the latter case, lockhoppers are used. The sorbent is crushed to around 3 mm top size, dries and fed in lock hoppers.
4.0 Technological Advancements
In addition to external particle recirculation CFB, internal recirculation CFB has been developed. Internal recirculation CFB uses U-Beam separators installed in the flue gas exit path to collect and recycle the solids directly to the bottom of the furnace. U-beams are a staggered array of stainless steel channels in the furnace exit plane which capture most of the solids suspended in the flue gas. In addition, the multi cyclone dust collector captures finer solids which pass through the U-beam and recycles them to the lower furnace in a controlled manner. The regulation of this secondary recycle system offers furnace temperature control resulting in improved boiler performance. The manufacture claim to achieve >99.8% particle collection efficiency for the two-stage particle separation system. The IR-CFB operates at low flue gas velocities of 8 m/s as compared to 27 m/s with external recirculation CFB. This reduces erosion problems in the furnace which are a major cause for maintenance problems in CFBC. This design uses significantly less amount of refractory due to elimination of hot gas cyclone path. This IR-CFB technology is exclusively patented by Babcock & Wilcox.
The CFBC process has been integrated with Advanced Pressurised Fluidised Bed Combustion system. The fuel & sorbent are fed into a PFB either Circulating or Bubbling. Combustion is aided by compressed air usually under a pressure of 10 to 14 bars at around 8710C. A cyclone separates particulate from pressurised flue gas stream and returns them to the bed. The flue gas undergoes a final clean-up through ceramic candle filters before entering the combustion turbine at around 8160C. The waste heat from the combustion turbine is recovered in a HRSG that generates steam to drive the steam turbine of the combined cycle.
Pressurised Circulating Fluidised Bed (PCFB) process has been preferred by Foster Wheeler over the Bubbling bed. It offers higher combustion efficiency due to more carbon burnout in circulating mode. Low sorbent consumption for the same sulfur removal because of increased efficiency. Better NOx control from ease of staged combustion, since a circulating unit is taller and more slender. A higher velocity in the circulating mode results in units of smaller size for the same capacity.
5.0 Technology Status
CFBC technology has been proven for all type of fuels including high ash coal, lignite, wood wastes, refinery residue etc. There are over 310 operating CFBC boilers worldwide. Foster Wheeler has more than 150 CFB steam generators in operation. The commercial availability of most of these units exceeds 98%. M/s Lurgi Lentjes Babcock Energietechnik Gmbh (LLB), Germany has 42 CFBC steam generators (>8700 MW) in operation worldwide. M/s Babcock & Wilcox have about 40 operating CFB units worldwide.
LIST OF CFBC TECHNOLOGY SUPPLIERS WORLDWIDE
| S. No. | Name Of Technology Supplier | Technical Collaboration | No. Of Operating Plants | Remarks |
| 1. | Foster Wheeler, USA (47%) | ------------- | 150 | Circulating fluid bed technology |
| 2. | Lentjes Energietechnik, Germany (7.7%) | Lurgi | 42 (870 MW) | Circulating fluid bed technology |
| 3. | Babcock & Wilcox, USA | ------------- | 40 | Internal Circulation & Bubbling fluid bed technology |
| 4. | ABB (14.5%) | |||
| 5. | BHEL | Lurgi | 19 | |
| 6. | GEC Alstom Stein Industrie, (8.5%) | Lurgi | 150 | |
| 7. | Austrian Energy & Environment | ------------- | Bubbling, External/Internal Circulating FB | |
| 8. | Kvaerner Pulping Oy, Finland (8%) | Cymic Advanced CFBC/ Bubbling Bed | ||
| 9. | Deutche Babcock (4.5%) |
The list of some major plants based on this technology worldwide is as below:
LIST OF MAJOR PROJECTS EMPLOYING CFBC TECHNOLOGY
| S. No. | NAME/COUNTRY | SIZE MWe |
FUEL | COMM. DATE | REMARKS |
| 1. | Tri-state Generation & Trans. Co. USA | 110 | Coal | 1987 | Foster Wheeler |
| 2. | Kainuun Voima Oy Finland | 95 | Coal, Peat, Sludge | 1990 | Foster Wheeler |
| 3. | Vasikiluodon Voima Oy, Finland | 125 | Coal, Peat | 1990 | Foster Wheeler |
| 4. | ACE Cogeneration USA | 110 | Coal | 1992 | Foster Wheeler |
| 5. | Rheinisch-Westfalisches Elect. Works, Germany | 100 | Brown Coal | 1992 | Foster Wheeler |
| 6. | Nelson Industrial Steam Company, USA | 2 x125 | Petroleum Coke | 1992 | Foster Wheeler (largest petcoke CFB) |
| 7. | Nova Scotia Power Inc. Canada | 180 | Coal | 1993 | Foster Wheeler |
| 8. | IVO International Oy Finland | 110 | Peat | 1995 | Foster Wheeler |
| 9. | Colver Power Project USA | 100 | Bituminous Waste | 1995 | Foster Wheeler |
| 10. | Northampton Energy, USA | 100 | Anthracite Waste | 1995 | Foster Wheeler |
| 11. | CMIEC/Neijiang, China | 100 | Anthracite Coal | 1996 | Foster Wheeler |
| 12. | Turow Power Station Poland | 3x 235 | Brown Coal | 1998 | Foster Wheeler Repowering |
| 13. | National Power Supply Thailand | 2x 150 | Coal, Bark | 1998 | Foster Wheeler |
| 14. | Asian Pulp & Paper Co. China | 2x 100 | Coal | 1998 | Foster Wheeler |
| 15. | EC Katovice S.A. Poland | 180 | Coal | 1999 | Foster Wheeler |
| 16. | Jacksonville | 300 | 2003 |
| S. No. | NAME/COUNTRY | SIZE MWe | FUEL | COMM. DATE | REMARKS |
| 1. | Emile Hutchet, Lorraine, France | 125 | Coal | 1990 | Alstom Stein Industrie (Lurgi Tech.) |
| 2. | Provence/Gardanne power plant, France | 250 | Coal | 1995 | Alstom Stein Industrie SOx-380, NOx-280 & Dust-20 mg/Nm3 |
| 3. | Red Hills, Mississippi, USA, Choctaw Generation | 2 X 250 | lignite | 2000 | Alstom Stein Industrie |
| S.No | NAME/COUNTRY | SIZE MWe |
FUEL | Comm Date |
REMARKS |
| 1. | Ultra Power, West Enfield, Maine, USA | 77 | Wood wastes | 1986 | Babcock & Wilcox |
| 2. | Ebensburg Power Co. Pennsylvania, USA | 172 | Waste Coal | 1990 | Babcock & Wilcox |
| 3. | Kanoria Chemicals Ltd. Renukoot, India | 81 | High Ash Coal | 1996 | Babcock & Wilcox |
| 4. | Montana Dakota Utilities, USA | 215 | Lignite | 1986 | Babcock & Wilcox Bubbling Fluidised Bed |
| 5. | Bowater Inc, Tennessee, USA | 144 | Bark, Natural Gas, Paper Mill Sludge | 1998 | Babcock & Wilcox BFB retrofit |
| 6. | AES Beaver Valley, Pennsylvania, USA | 121.5 | Bituminous Coal | 1999 | Babcock & Wilcox |
| 7. | Southern Indiana Gas Co Indiana, USA | 299 | High Sulfur Coal, Waste Coal | 2000 | Babcock & Wilcox |
| 8. | Changguang Coal Mine Co. Zhejiang, China | 155 | High Sulfur Bituminous Coal | 2000 | Babcock & Wilcox |
| 9. | Rostovenergo-Nesvetay Russia | 163 | High Ash Anthracite Coal | 2000 | Babcock & Wilcox |
| S. No. | NAME/COUNTRY | SIZE MWe |
FUEL | COMM. DATE |
REMARKS |
| 1. | Vapo Oy, Lieska, Finland | 30 | biomass | 1994 | 8 MWe + 14 MW heat + 8 MW steam. 1st Cymic CFBC |
| 2. | Elektrocieplownia Tychy S.A. Poland | 37 | Coal | 1999 | Kvaerner Pulping’s Cymic CFBC |
| 3. | Clonbulloge, Offaly, Ireland, Edendry Power | 120 | peat | 2001 | Kvaerner Pulping’s Bubbling CFBC |
| 1. | KEPCO, Seoul, Korea | 2X 200 | anthracite | 1999 | High ash, highly erosive coal; |
6.0 COSTS
The investment costs of projects based on the CFBC technology are much lesser than the conventional PC based plants. ($900-$950/kW)
7.0 Indian Scenario
Fluidised Bed Combustion is a proven & established technology (not new, in contrast to general perception). Pilot and experimental FBC boilers were in operation as early as 1977 in India at BHEL, Trichy ; CFRI, Dhanbad etc. All these plants are still in operation. However FBC plants are economical only for poor quality fuels which can not be fired in conventional boilers. Initially these boilers were used for co-generation and process gas/steam applications at industrial installations. Later small size captive power plants also used FBC boilers. The common Indian fuels used include high ash coals, coal washery rejects, biomass and lignite.
All initial FBC boilers, before 1992, were invariably supplied by BHEL and based on obsolete Lurgi bubbling bed FBC technology licensed to BHEL by Lurgi Lentjes Babcock. Later Foster Wheeler, USA supplied few Circulating FBC boilers in 1992-95 through its Indian licensee, ISGEC John Thompson. Currently Foster Wheeler is directly executing two new orders from Rain Calcining, Vizag(25MW, petroleum coke) and Mysore Paper Mills, Bhadravati(20MW, multi-fuel). Babcock & Wilcox has also supplied few bubbling bed FBC boilers in India since 1992. The most important of these is the Kanoria Chemicals, Renukoot 81MW captive power plant based on the most advanced Internal-particle recirculation FBC. Interestingly, B&W currently does not have any new order on hand in India. Another notable fact is that B&W does not have any experience with petroleum-coke fired FBC within or outside India. Recently, B&W has formed a joint venture with Thermax Ltd. to supply B&W boilers of all types in India as Thermax Babcock & Wicox Ltd. This company has supplied the FBC boilers to Kanoria Chemicals, Renukoot and Central Pulp Mills, Surat.
Currently most Indian oil refineries are planning to set up refinery residue fired captive power plants. Foster Wheeler is the only experienced pet-coke fired CFBC supplier in India, currently. However with pet-coke, IGCC is also techno-economically competitive with FBC. Due to this Essar Oil, had floated an open tender for their proposed power plant with options both for FBC & IGCC. The bidders include IHI, Snamprogetti for IGCC and Foster Wheeler, Lurgi for FBC. Other PSU oil companies are planning on similar lines. HPCL’s proposed refinery at Bhatinda in Punjab plans to go for IGCC.

BACK TO MY HOME PAGE | IGCC | CFBC | PFBC | SOLAR THERMAL | WIND POWER | GEOTHERMAL | FUEL CELLS | COALBED METHANE