-altezza sella
-arretramento sella
-distanza sella manubrio
-abbassamento manubrio rispetto sella.
Non verr� qui trattato come stabilirle, anche se � doveroso dire che esistono ben poche formule matematiche; esistono invece regole empiriche e tabelle riassuntive generali.L'esperienza del progettista e la collaborazione dell'atleta faranno il resto.(vai alla page "misure")
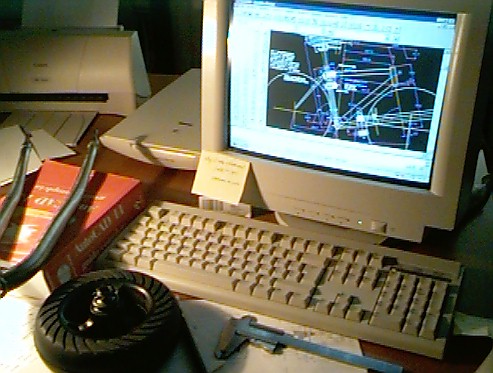
Con il programma CAD si ottiene il disegno in 2D con le quote costruttive del futuro telaio. Le quote costruttive sono distanze (rispetto alla scatola del movimento centrale) o angoli (rispetto alla linea parallela al suolo) che posizionano i tubi e la forcella, nei punti che permettono di ottenere, a bici completa ,un posizionamento in sella del ciclista secondo le 4 misure principali gi� specificate.
E' importante l'altezza della morsa per lavorare con comodit� senza mal di schiena, l'ordinata distribuzione degli utensili pi� in uso e una buona illuminazione. Il bloccaggio dei tubi alla morsa � altresi importante; si deve far uso di ganasce in Nylon tagliate di solito a V che serrano il tubo in 4 zone senza intaccarlo.
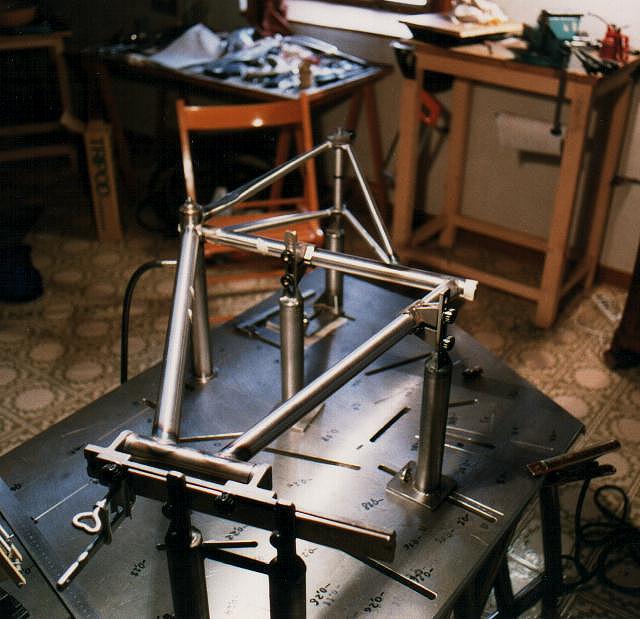
Il lavoro inizia con il posizionamento su una maschera orizzontale, della scatola del movimento centrale. Cilindrica(per tig o filletbrazed), la sua mezzeria determina il piano longitudinale (asse longitudinale) del telaio e di tutta la bici. Tutte le quote di posizionamento dei tubi fanno riferimento a questa parte.

l'asse longitudinale della bici, l'angolo sterzo e quindi la guidabilit� della bici stessa, e la distanza sella manubrio ossia la posizione del ciclista.
Inizia quindi il lavoro sui tubi veri e propri.
Il primo tubo che lavoro , � quello obliquo ,che va posizionato tra la scatola del movimento e il tubo sterzo.
Per l'acciaio il diametro caratteristico � 38mm con profilo aerodinamico di varie forme (tubi Dedacciai).
Lavoro prima l'estremit� della scatola movimento (diametro 40 mm), per poi passare all'altra per un perfetto accoppiamento.
La difficolt� � nel accoppiare perfettamente i tubi (una luce maggiore di 0.5mm rende difficile la saldatura Tig) posizionando il tubo simmetricamente all'asse longitudinale della bici

Le estremit� da lavorare sono spesse 0.6-0.7 mm con un carico di rottura di 100-140-155 Kg/mm2.
Non � quindi veloce questo lavoro. Per lavorare i tubi faccio uso di un trapano a colonna usato come fresatubi.L'operazione � delicata perch� se non si pone attenzione,facilmente la fresa si incaglia nel tubo.
Per favorire il lavoro della fresa, uso tagliare l'estremit� gi� con la forma della sgolatura; le frese che uso per l'acciaio, hanno i denti molati in modo da lavorare con angoli di taglio pi� dolci che non tendono a fare incagliare la fresa. L'avanzamento della fresa � molto lento. Il numero di giri mediamente tra 360 e 250 gg/min.
Terminata la fresatura, rifinisco a lima l'estremit�, per arrivare ad un accoppiamento preciso con minima luce. L'accoppiamento del tubo obliquo � forse il pi� importante (sono tutti importanti) perch� � qui che passano i maggiori sforzi. L'accoppiamento � buono quando il tubo obliquo incastrato tra lo sterzo e la scatola movimento, non si muove (o pochissimo) con la forza delle mani pur non essendo vincolato ai supporti.Mediamente impiego 1-1,5 ore per ogni estremit� da preparare.

I forcellini posteriori oltre ad avere varie forme, possono possedere diversi tipi di innesto,ossia di modo di collegarsi con i tubi posteriori verticali e orizzontali. I forcellini in alluminio sono piatti e, si saldano Tig con i tubi che vengono tagliati in modo da accostarsi al forcellino.
Quelli in acciaio possono essere tutti piatti, o ad innesto interno, o ad innesto esterno.I primi sono i pi� economici e vengono saldati ai tubi con brasatura ad ottone.Ci� perch� con l'ottone � possibile riempire il grosso spazio che esiste tra il forcellino ed il tubo. Invece nei forcellini ad innesto, l'estremit� del forcellino viene infilata internamente o esternamente al tubo, saldando con brasatura dolce in lega d'argento. Se l'innesto � molto preciso, si devono usare bacchette di lega anche con 40% di argento (550�C come punto di fusione),che essendo fluida, garantir� una buona unione .

Con la puntatura, che significa generare punti di saldatura sul perimetro dove avverr� la saldatura, si preparano i tubi alla saldatura definitiva. La saldatura Tig dell'acciaio la svolgo in due fasi principali: la saldatura del triangolo principale,e la saldatura dei foderi posteriori in un secodo tempo.
Gi� per la puntatura, come nella saldatura, uso immettere all'interno dei tubi dell'azoto, come gas di protezione dell'interno del cordone dall'ossidazione.
E' una operazione non obbligatoria, ma che fornisce un giunto saldato pi� affidabile.Anche la puntatura � un operazione da non sottovalutare.



La sequenza e il posto dove si decide di eseguire un punto di saldatura, � importante per l'assialit� del telaio. Io non faccio uso di banchi di correzione assialit� (per ragioni di spazio e di costi), per cui devo ottenere il telaio (come triangolo principale) gi� in asse dopo la puntatura e la saldatura.
Infatti faccio uso di una maschera mobile (foto a lato e in basso) che mi permette di saldare tutto il triangolo,puntato sulla maschera orizzontale, senza mai toglierlo da tale maschera.Questa maschera ha tre assi di rotazione. Per l'acciaio questa operazione dura circa 2-2,5 ore.
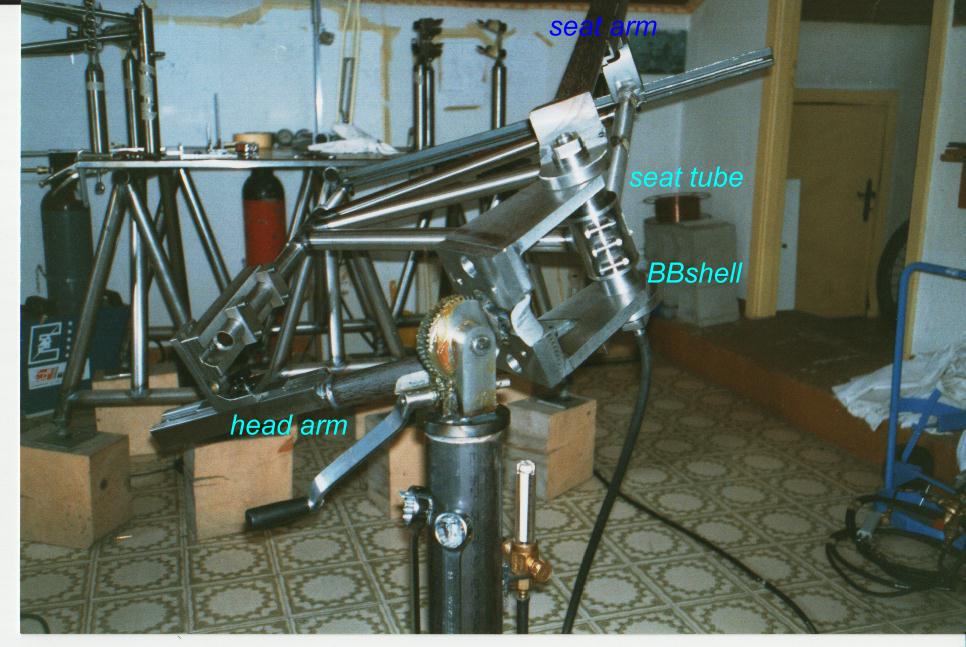
Le varie rotazioni della maschera, permettono di completare tutte le saldature senza mai smontare il triangolo e stando sempre seduti circa nello stesso posto.
Il gas di protezione interna , entra da un lato della scatola del movimento centrale.
Nella maschera mobile, saldo per prime, tutte le parti delle intersezioni -tubo parallele al suolo(immaginando il telaio montato sulle ruote), in modo da fissare gli angoli sterzo e sella, e in modo da non creare disassialit� rispetto all'asse longitudinale bici .
Terminata la saldatura Tig del triangolo principale,sposto, nuovamente il tutto nella maschera orizzontale dove posiziono i foderi orizzontali e i forcellini . Facendo sempre fluire azoto all'intrerno dei tubi, con la torcia tig, punto e saldo i foderi orizzontali.Dopo la puntatura, la saldatura di questi foderi � fatta liberamente anche per problemi di accessibilit� della torcia.
Terminata la saldatura, facendo riferimento ai forcellini, montati sull'apposito supporto, devo riallineare a forza sulla morsa, i foderi agli innesti dei forcellini. Stesso procedimento � adottato per i foderi verticali (sempre che non sono gi� stati saldati prima) con l'aggiunta della saldatura del ponticello del freno .Anche questi ultimi componenti sono saldati Tig.
Detto in termini chiari, costruire un telaio in alluminio ( con il tig) � molto pi� facile e veloce che costruirlo in acciaio(sempre con il tig).Se poi il risultato � un telaio pi� leggero e pi� rigido, allora si � fatto 13.(vai ora alla pagina alluminio)