 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Durango Deuce Engine Parts XV |
|
|
|
 |
|
|
|
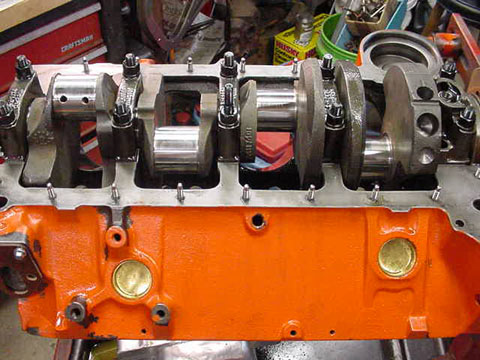
The crankshaft is cleaned, measured and installed. Main and rod bearing clearances were set at .002 for the rods and .0023 for the mains. This involved quality grinding of the crank and select fitting bearing shells to get the desired clearance. Lot's of assembly lube was used to ensure trouble free startup. Studs were installed finger tight and the nuts were torqued to specs.
|
|
|
|
|
|
 |
|
|
The wristpn on the left is the standard .927 x 2.500" JE pin.
The wristpin on the right is the same size but weighs about 23 gms less and is Casidium coated. They cost about $400 a set. |
|
|
|
 |
|
|
|
|
|
|
|
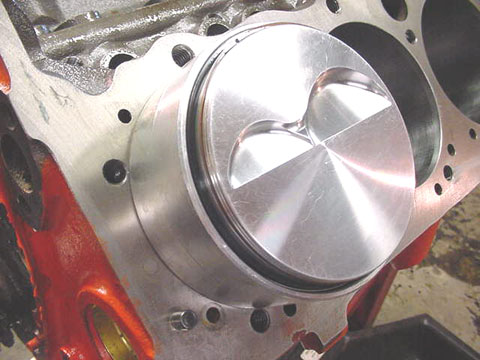
Pistons were assembled on the rods with double Spirolocks. It is very important to get the rods and pistons assembled for the correct locations. The piston relief "eyebrows" only fit in certain locations.
The rods are fitted for specific cylinders and the chamfer must go towards the crank fillet. It's a tedious job that must be done with no distractions. I was so immersed in the job I forgot to take pictures of file fitting the rings and assembling the pistons on the rods! A tapered ring compressor makes installing pistons a breeze but they only fit one size. |
|
|
|
 |
|
|
|
|
|
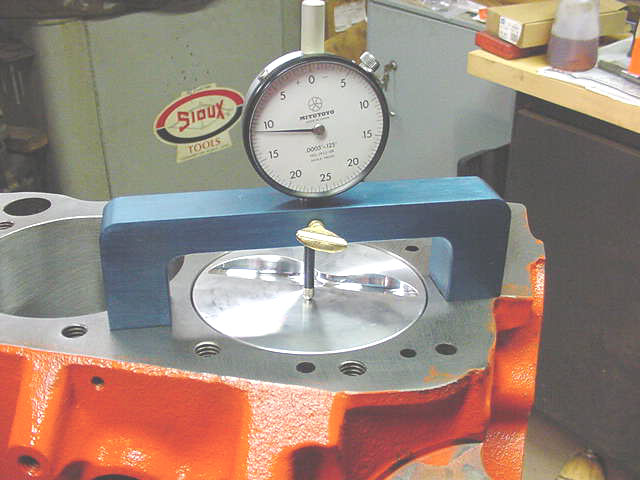
Here I'm checking the deck height. This is important for selecting what compressed thickness head gasket will be used so CR can be calculated and the cam ordered.
In this case, a .028" gasket (GM PN 10105117) with .012" clearance will equal .040" squish.
We could have decked so the piston was flush with the deck and used a .038" gasket, but that would have made the stack up even shorter.
|
|
|
 |
|
|
|
|
|
|
 |
|
|
The static compression had to be measured precisely to ensure we had the best camshaft choice...the first time. Because the pistons were flush with the deck the piston had to be rotated down in the bore an exact amount and the volume difference is subtracted from the measured volume. This gave us the exact volume at TDC. A graduated burrette is used to measure volumes by dripping in mineral spirits and recording the amount used. The white grease seals off potential leaks. The plate is home made from Lexan (tm) |
|
|
|
|
|
|
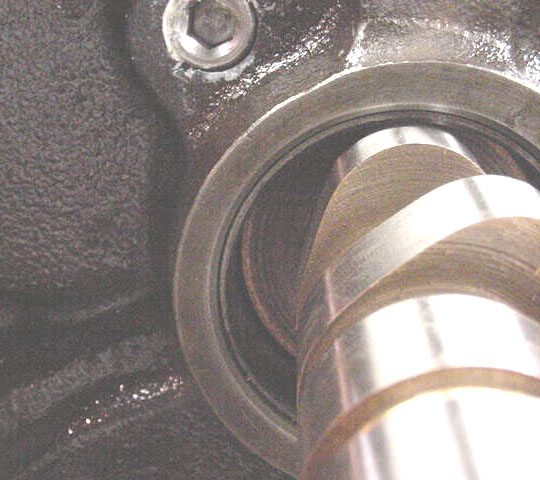
The solid roller cam gets installed. You'll notice the lobes barely clear the #1 cam bearing. A flat tappet could not follow this kind of a lobe without self destructing. This is a serious roller cam due to the relatively short duration (228 @ .050") and high lift (.525").
There's a whole story about choosing the cam specs and arranging to have it ground. I couldn't make a final selection until I knew the exact static compression ratio.
I took a while to get the cam due to a shortage of solid roller cores at Comp Cams. They did me a favor and found a core and ground it. It came in the nick of time but several weeks were lost waiting for the cam.
|
|
|
 |
|
|
|
|
|
|
updated 10/21/03 |
|
|
< Back to page 14 |
|
|
Go to page 16 > |
|
|
|