This block is really just a small journal block machined for a 2.45" main size.
1969 and later blocks have bigger caps and webs.
Using studs instead of bolts adds a certain measure of strength and durability to any block, but keep in mind the weak link is now the block itself. For our use this block will be fine.
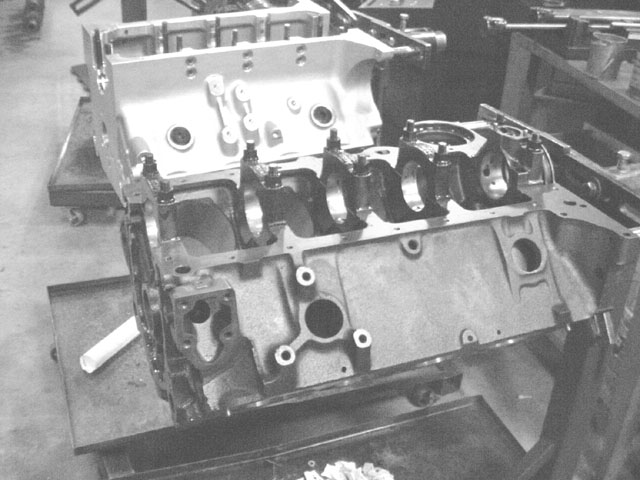

The procedure involves cutting caps slightly on the mating surface. This gives some new material to work with. The hole is "egg" shaped after they are torqued in place. A special long hone is run through the block to create a new, round, straight location for the bearings and crank shaft.
The machinist should bias the hone offset toward the caps to keep the crank centerline in the original location. If the machinist takes too much material off the block side, then the crank will ride higher in the block. If this happens, your timing chain will be loose, the pistons come up higher, etc....it can get ugly.
Cloyes makes a special "shorter" timing chain just for aligned bored blocks with cranks higher than stock. Decking the block needs to be done after align honing, not before..
I once saw a block align bored so poorly that the pistons actually smacked the heads! There is no low cost substitute for good machine shop work. I'm an ASE certified Master Engine Machinist and I'm particular on who does my stunt work. Dennis has the proper equipment and lot's of experience. Don't trust your engine to the lowest bidder or some hack novice.
While Dennis was messing with the caps, he also checked bearing to crank fit and adjusted it to give .0022" clearance- just right. Most generic reground cranks install with over .003" clearance or more. Might be ok on a street engine but not on this one.
Too much clearance will cause excessive windage and oil pressure loss. Proper oil control is paramount to excellent performance and durability.
JE Pistons and PM rods we're so close they didn't need extensive work.
Machine shop tab was over a $1,000.
Block is finally finished and was brought home just after the Memorial day weekend..