|
|
|||||||
|
NiTinol metal
has two crystalline phases with a transition temperature between 30º and
50ºC. At high temperatures it prefers
the Austenite phase; at low temperatures it prefers the Martensite
phase. The Martensite
phase is easily deformed because its crystal structure consists of 24
variants of planes which may be displaced, allowing it to deform in almost
any direction. When the alloy is
heated back to the Austenite phase, the planes slide back into place and the
metal reverts to its original form.
The shape of NiTinol wire is changed by
holding it in the desired shape and heating it to 500 ºC to "reset"
the Austenite phase. The metal must be
secured firmly as much force is released when the metal changes states. I began by trying to bend the wire into
shape using needle nose pliers and a picture of the logo I was trying to
make. The wire resisted being bent
into 90º or smaller angles and was too malleable to work with by hand. Hand-bending also resulted in kinks around
which the wire would no longer bend and became brittle. I then decided to brainstorm more ideas on
how to bend and hold the wire for annealing in the furnace. 1) This first idea involved inserting
1/16" glass capillary tubes into a block of heat-resistant foam
tile. The wire was to be wrapped
between the tubes to bend it and hold it in place. This method was tried and it failed. Both the glass tubes and the foam tile
proved to be too brittle and collapsed under the metal's violent transition
into the Austenite phase. 2) The second idea involved hand-bending the
wire into the desired shape before stapling it down to composite board. This idea was abandoned because of the
great time required to hand-bend the wire, the brittleness and instability
created by hand-bending sharp angles, the loss of precision as a result of
hand-bending, the lack of a composite board that could handle 500ºC, and the
mass consumption of staples that would be required. 3) This method would take advantage of the
kink-resistant properties of NiTinol. A glass tube with an inside diameter
slightly bigger than that of the wire would be bent into the desired
shape. The wire could then be inserted
and would follow the shape. This idea
was abandoned because it would be difficult to bend the glass into such a
complex shape and it would be uncertain whether or not the wire could follow
such tight curves. 4) This idea involved cutting a groove the
diameter of the NiTinol in a metal block in the
desired shape. The wire could be
pressed in and a cinder block placed on top to hold the wire in the
groove. This idea was chosen for
further development. 5)This
idea involved hand-bending of the wire and setting each curve with a Bunsen
burner. This idea was abandoned
because of the faults of hand-bending and the loss of precision and time
consumption of using the Bunsen burner. 6)This
idea involved using alligator clips secured on a board to hold a hand-bent
wire in position. This idea was
abandoned because of the faults of hand-bending, the unavailability of clips
and board material that could withstand the temperature, and the uncertainty
as to whether or not the clips could hold against the Austenite phase's
transition force.
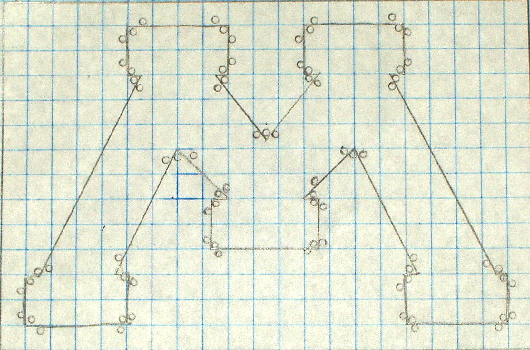
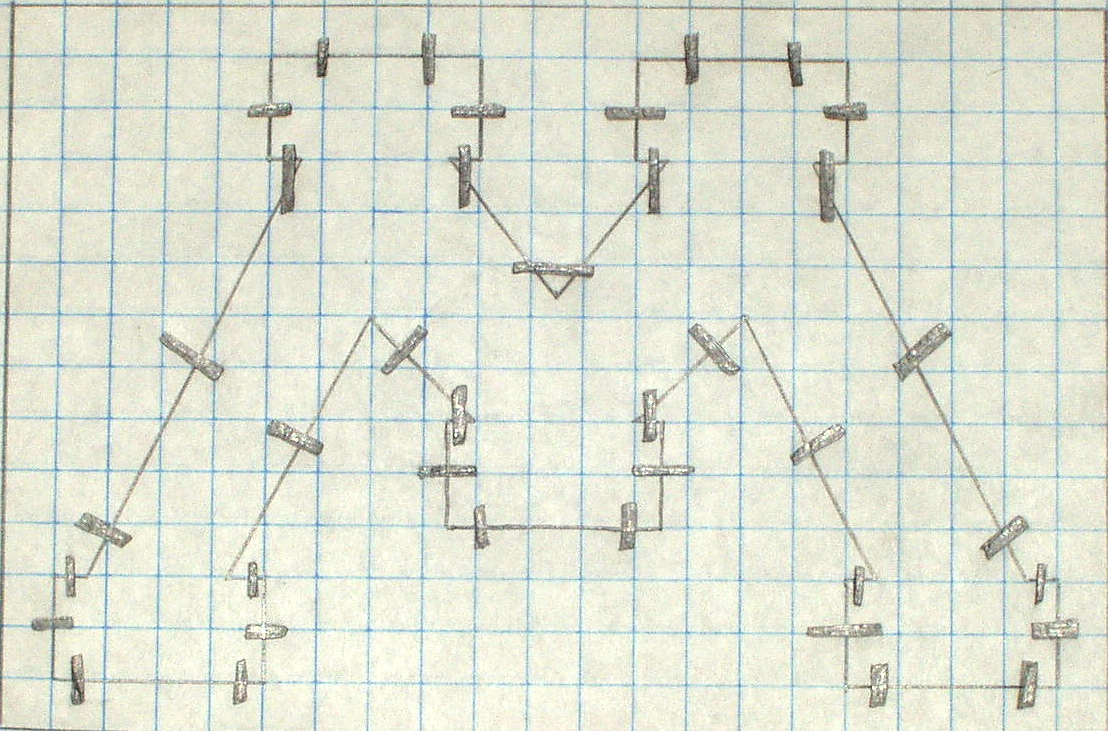
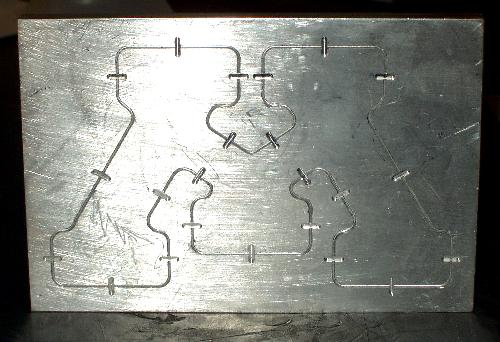
The Electrical Engineering Department's shop manufactured two templates
consistent with the method described in idea four out of aluminum
plates. The NiTinol
wire was placed into the grooves by applying pressure behind the wire with a
blunt object. Once the wire was in the
template, several aluminum blocks and some round weights were place atop it
in the furnace. The block was then
heated to 500ºC, allowed to sit at that temperature
for a little over fifteen minutes, then the furnace was turned off. Because of problems with the furnace
heating coil, the furnace could not be opened until the temperature dropped
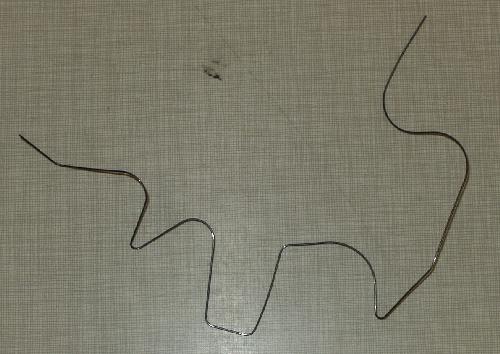
to 300ºC. When it came out, the angles
and shape were not properly set. It is
believed that this was because the wire was not quenched. I had to find a
furnace that could be opened sooner. At this point I had exhausted the
original supply of NiTinol and more had to be
ordered. New wire was purchased, the
same wire as was used for the previous experimentation. A new furnace was found, a tube furnace,
which would allow the template to be removed at any time. The aperture is small, so I could not use
the same blocks and weights. I used
one of the aluminum blocks as a cover and secured it on with binder
clips. The furnace I used would not stay
constant so the temperature varied between 500 and 505 degrees Celsius. After fifteen minutes, the block was
removed and was quenched with cold water.
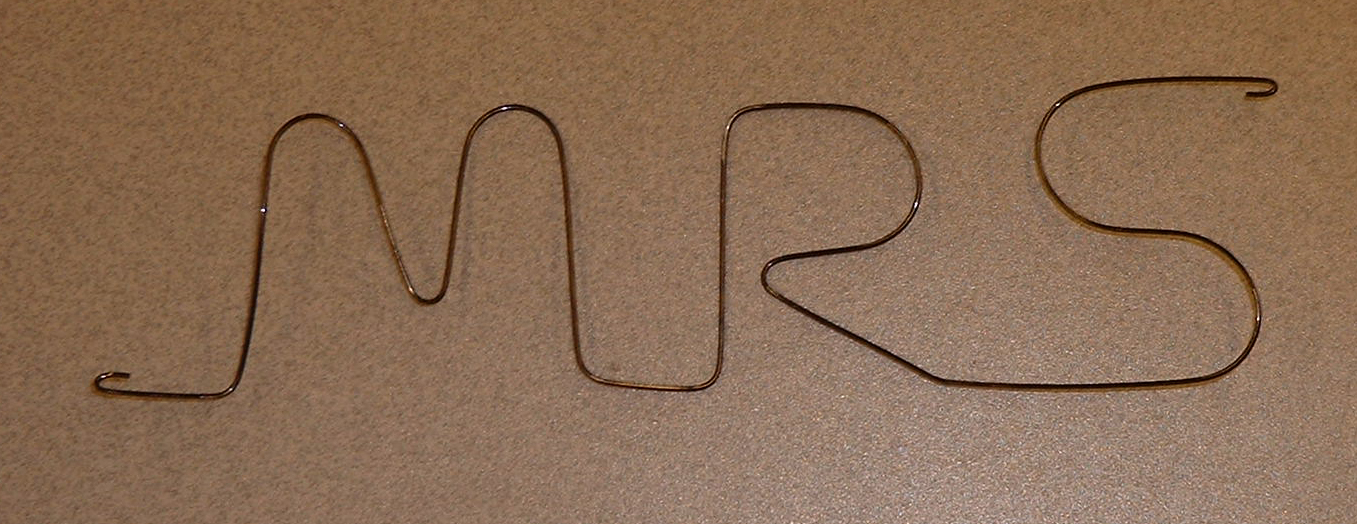
The curves in the wire were set much better and you could read what it
was supposed to say. They were
slightly loose, but only by millimeters, not inches. I tried to get 505-510 as the average
temperature for the next one. Another
note, the clips used nearly disintegrated at the working temperature. The coating flaked off and burned and they
could no longer hold anything- the high temperatures hardened them in the
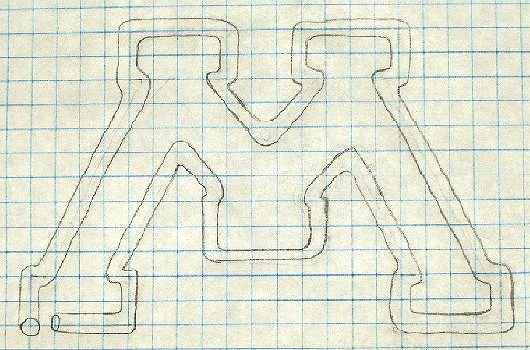
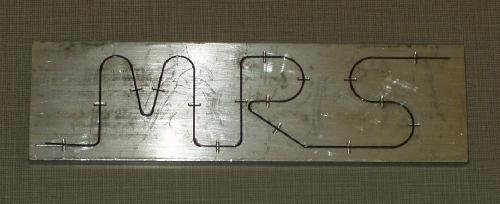
open position. I heat-treated five wires. The second, an MRS, worked perfectly. The next, an M, worked well except for one
part which was not held by the template and deformed. This was successfully reworked. The fourth and fifth were heated with
defective clips that could not hold their shape. Those defects, combined with
distortions of the surface of the templates, allowed the wires to come free
and distort; they were both failures.
The problem was accentuated by the inconsistency that comes with
working with that particular furnace.
They were both successfully reworked. The wires could be improved by
purchasing better quality wire and by finding a furnace with better control
over temperature conditions (maybe one where the thermostat actually works). Suggested work for the future would be:
|
(Click
to Enlarge the Pictures Below)
Successful MRS Logo |
||||||