| What is "Hot Dipped Tin" TIN PLATE |
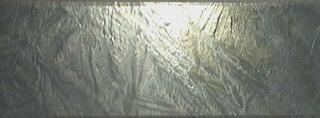 |
| (the text of this article(s) are part of the Authentic Campaigner threads written by Mr. Cunningham in August 2004) Tinplate, as the word refers, is a coating of tin over a steel or iron sheet. Tin is a basically stable element, that oxides only under acidic or temperature conditions. Problem with tin is that it is incredibly soft. By coating it over a sheet of iron/steel, the tin creates a protective coating for the base metal, while the base metal creates the rigidity necessary for manufacturing goods. But, with use, the coating of tin wears off exposing the iron/steel. The standard of measuring of tin coating thickness on the sheet has not changed in the last few hundred years. Tin coating is referred to as "pounds per base box". A base box refers to 112 sheets of tinplate measuring a nominal 10" x 14". Taking that amount of square footage (both sides), an amount of tin is used to cover the sheets. Coverage can range all the way down to 1/8 of a pound. The process involved today can be done either by an elecrolytic or hot process. Electrolysis tends to be the standard practice today. Tinplate tends not to be made for "wares" anymore, so a thinner, more uniform coating is what is more often specified. "Electro" plate will range in coating thickness from 1/8 lb. to 1 lb. (I have often heard rumors of 1 and 1/3 lb being used for the end caps of orange juice concentrate cans but have never found any.) Hot process is still available commercially today, and this actually refers to placing sheet iron/steel into a molten bath of tin. Most always this plate will be "hot-rolled" coating and have air reduction used to thin the coat to a standard coating thickness. With a "hot-rolled" process an even set of striations will be witnessed in the sheet. These coating thicknesses will range from 1 lb. to 12 lbs. "Hot-dipped" coatings are done as a process today, mostly for the plating of specialty items like industrial restaurant equipment. This process will generally have coating thickness ranging from 8 lbs. to 20 lbs. Regardless of the process, there will always be pin points where the tin does not adhere to the sheet. This exposes the underlying steel/iron to oxidation whether or not a product is "used" once. With a hot process, however, these pin points are minimalized, thus providing a more protective coating. Historically, in the mid-19th C., a form of the hot process would have been commonplace. Tinplating, by dipping, originated as a process as early as 1575 in Germany. By 1847 the "hot rolled" process was patented. (Hot-"dipping" vs. "roll" by the 1860's?????). Both were still being done but I have not done nor seen a study on the breakdown of percentage of plate made either fashion. One reference from the early 19th C. describes the plate as having a ten to twelve pound coating. Coating thickness varied through the use of different mechanical or chemical wipes and the number of entries of the plate into different tin baths Relationship to the consumer: Today "hot dipped" is sometimes used in the description of electroplated tinplate (hit the article link posted above in the third post). I spent an hour talking with a tech support guy at Weirton four years ago, and the end result was this plate really nothing like "hot dipped" plate. More often the term refers to "hot-rolled" stock that often has no more tin coating than heavy electroplated material. I have heard of people retrofitting "wave flow" soldering set ups to produce plate, but have not actually seen a product produced in this manner, thus am unsure what the customer believes they are purchasing. Ideally "hot dipped" should have the historic ten to twelve pound coating to produce a lasting item. The thicker the coating the longer lasting the product, and historically the plate should have had at least ten times the coating thickness as the best electroplated material available today. That relates to a product that can, theoretically, provide ten times the life and one that holds up like originals (no need for wax). Although seeing the term "hot-dipped" (to describe a product line) should make those products more desirable, without knowing the actual process involved and specs. of the material, it may not, however, be a process, but in fact, simply a marketing versus an historical label. The finished look of tinplate varies depending on the process used in the manufacturing of material. Unfortunately, photos would be nice, but taking shots of tinplate is a pain because of its reflective nature and subtle variations don't always show up. I may try to provide examples later, but for now, it will have to rely on verbal descriptions. From a modern manufacturing standpoint, the breakdown is as follows: Electroplated tinplate Electroplated tinplate can be purchased with either a matte or bright finish. Bright finish will generally have a perfectly even coating that has mirror-like tendencies. This reflectiveness will be related to the coating thickness, since the coating thickness can get so low it's luster can be diminished. Matte finish has a look slightly like very fine sandpaper and a dull coloration. Occasionally, I have seen matte used for repros of 19th C. goods but it has been awhile. Bright finish is still commonly used. "Hot-rolled" tinplate "Hot-rolled" refers to a process in which tinplate is produced in a continual coil, which can involve mechanical, flux, and/or air jet reduction. The determination of the final operation as the metal comes out of the vat creates the final finish. Every piece I have seen entails air reduction of the sheet. Simply put, a set of evenly-spaced jets shot air onto the plate as it came out of the vat, making the sheet have an even coating. This will result in the plate having striations evenly laid out across the sheet. In a sense this would look like current on a perfectly smooth river. This visual look comes about in the 1922 samples of plate and the last English plate that was imported in the 1980's. "Hot-dipped" tinplate This process involves actually dipping the piece(s) into a molten vat and pulling back out. A mechanical wipe may be used, but usually only a chemical wipe is used. Depending upon the final system involved, the look will vary. At some point, I had six different companies produce dipped plate for me and nothing ever looked the same from company to company. "Hot-dipped" will look slightly painted simply because of the amount of tin. Coating thickness will vary from the top of the sheet to the bottom simply from gravity. This plate may show large crystal patterns or small, pending on the cooling process and patterning will vary because of the different chemical interactions (tallow, palm oil, argon....). Because every style of plating creates a unique cooling process the tin cools with a unique crystal pattern. Generally this is only evident through the use of wiping the plate with an acid solution. The process called etching (crystallization in the 19th C.) was done as a decorative element on products like trays in the 19th C. and then transparently coated with asphaltum to create a tortoise-shell look. Electroplated tin will generally have a crystal pattern of about an 1/8" to a 1/4" that is scattered. "Hot-rolled" plate will produce a larger pattern but will still show some striation to the pattern. "Hot-dipped" plate will provide upwards of a four-inch crystal that will be very random. What do we see on mid 19th C. tinware? Very hard to define. Unfortunately, there is no untouched box of raw plate from the 19th C. about which I am aware. By looking at little-touched artifact parts, some clues can be derived. Interior of product, like the inside of box lids and cartridge box liners, give a clue. Generally, the look tends to be "visibly" thick. At least one artifact I have seen actually had a coating drop where the tin above reached too high of a temperature and caused run to a moisture line. Sometimes the crystal pattern shows up, but generally not. Those pieces that show crystal evidence tend to look like they were produced using a "hot-dipped" process. Occasionally, color discoloration is seen in the plate in yellow and blue hues. This probably is a result of vat temperature. Color discoloration can be attributed to product that was sold as "wasters" in the 19th C. Like the term "taggers" not all tinplate was produced with the same quality. An 1837 French tin manual actually talks about going through a box of plate and picking out the best material to planish out to achieve a "gold lustre". Apparently even the "good" plate had variations in the quality in the box. My best guess of a finished look: even but slight ridge variation because of thickness, smooth-looking but possibly showing some minor crystal pattern. Relationship to the Consumer Does the look make a difference? As a new product there is a visible variation that is evident. If a piece is only out as a prop (i.e. sealed food can) there will be a noticeable difference in the material. Once a piece is used/abused the initial process is not as evident. What comes more into play at that point is not only the process involved but the coating thickness of the plate itself. By having period coating thickness, period wear patterns develop appropriately. A 1 lb. coating will result in different wear patterns than a 10 lbs. coating. Oxidationecome evident through the simple handling of the product. Thus, how the tin cooled becomes evident in patterns. SEE MORE LINKS BELOW OR CONTINUE ON ANOTHER PAGE WITH THE REST OF THIS COURSE |
|
|
| PM Cunningham |
| My Tin Links: |
 |
 |
| Name: |
| Email: |
 |
| for more pictures of hot dipping in the vat |
| Where to find our products? click on the pictures and links below: |
|
 |
 |
| P.M.Cunningham, Tinner [email protected] |