Page 1 - Beginning through gear cutter
Page 2 - Cutting gears through present (this page)
April 15, 2007
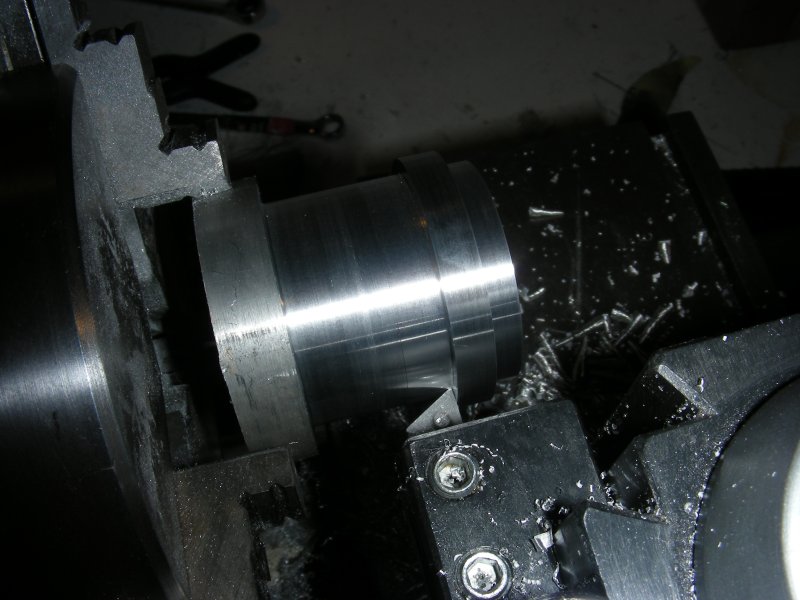 |
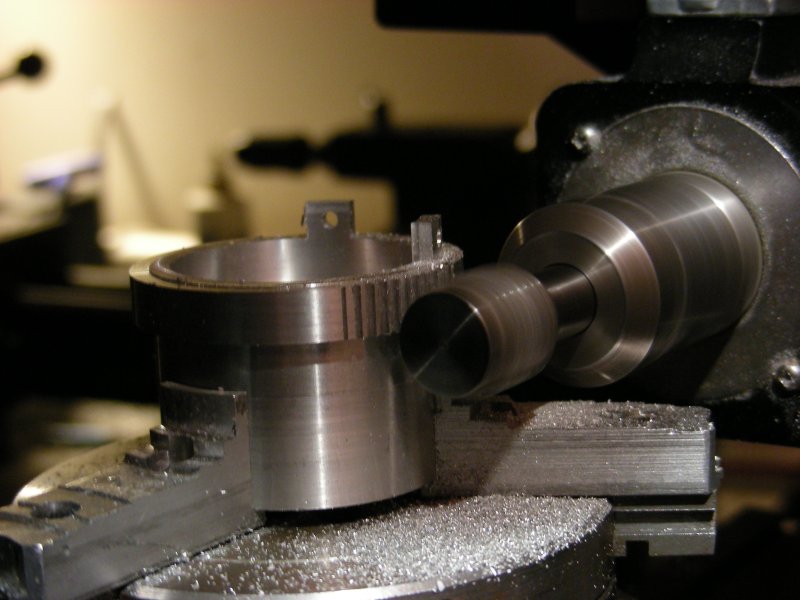
Fabricating the gear starts on the lathe. The sequence is a little more complicated than it might be as I only have a 3 jaw self centering chuck. Mine happens to be out by about .003 " at it's best. This makes rechucking and maintaining center impossible. For this reason I did everything that needs to be concentric in one chucking. The blank is turned to diameter and faced, and the front turned down. A left cutting bit is used to turn the back down as well, leaving a .25 " ridge left which will become the teeth of the gear. |
 |
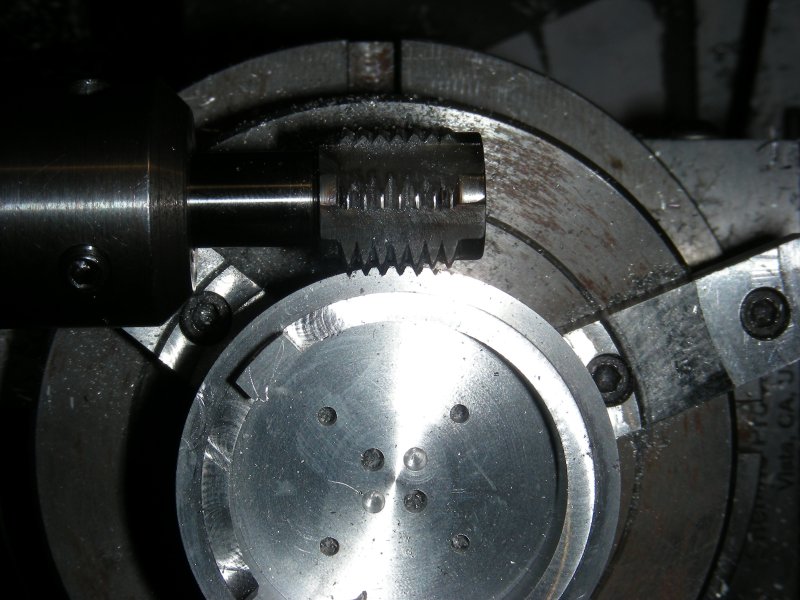
The center is bored out with a boring tool. I've added a quick change tool post to the lathe. Although the quick change feature allows rapid tool changes, it's greatest benefit is that tool heights are precisely adjustable without shims. The quick change is pretty handy too though. |
 |
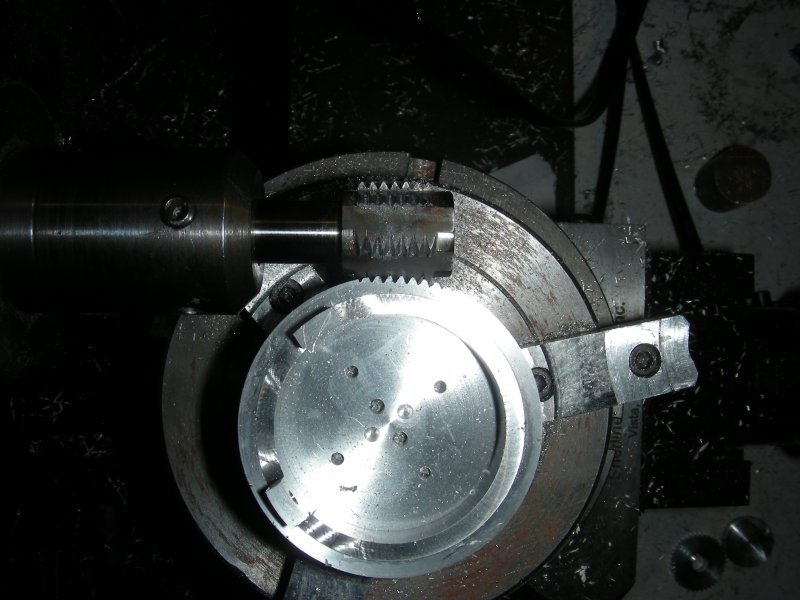
Here the blank is parted off. The reason the large stub is left on is to give the gear cutter room before it hits the chuck. |
 |
The first opperation on the mill is to drill the holes in the " ears " . The mill head is tipped 90 degrees and set so that the Y axis is centered on the part. While the three jaw chuck on the lathe is off by a couple of thou, this chuck is a little different. It uses soft aluminum jaws that are easily bored to be precisely on center. The chuck is mounted to the rotary table, and light cuts are taken as the table is revolved. This ensures that the chuck grabs precisely on center with the rotary table. |
 |
The mill head is tipped back upright and the holes in the center of the gear are drilled. These will mount to the universal joints and the hub on top that allows the entire unit to spin. |
 |
To cut free the " ears " a series of moves in the X and Y axis define the edges of the ear. |
 |
After the edges are defined, rotating the table clears the rest. |
 |
Now for the fun stuff. The mill head is tipped back on it's side and the cutter is aligned with the edge of the blank. For the first tooth, the cutter is advanced into the work in several passes, until the cutter is almost at full tooth depth, leaving a couple thou left for a finishing pass. |
 |
For the next tooth the cutter is left at the roughing depth, the blank indexed the correct number of degrees, in this case 4.5 to make 80 teeth. As the blank is indexed to the next position the teeth on either side of the center of the cutter further refine the teeth next to the one being cut, resulting in a very close approximation of the involute gear tooth shape. |
 |
Here's an action shot from the side, I belive I've indexed through about 4 teeth places. After cutting through all 80 of the teeth on a roughing pass, The cutter is advanced a few thou for the finishing pass, and around we go again, just skimming each tooth. The final steps involve putting the blank back in the lathe, gripping the gear from it's hollow inside. The remaining stub on the end is then parted off and faced to give the final thickness. Since all that is being done is facing the bottom flat, precise centering is not needed and the rechuck does no harm. These parts have been a lot of work, and one of the more complex I've built especially using all manual machines. I'm quite happy with how they turned out. |