- Home Page
- Il mio progetto...
un Ritchey-Chretien,
diametro 450mm focale 3600 - Meccanica
- Links
- Informazioni
Ottiche

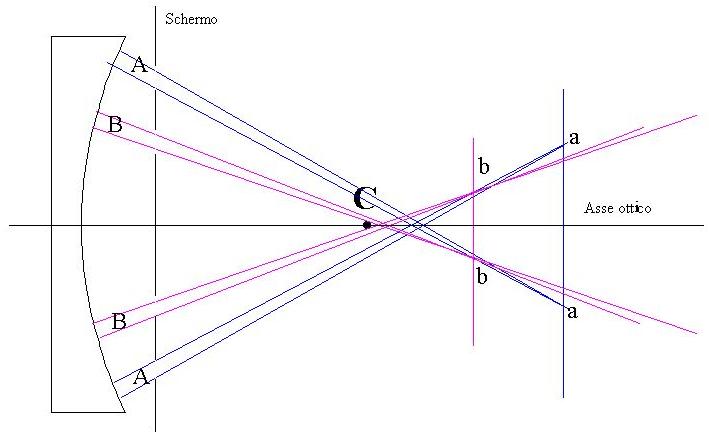
Per quanto riguarda le ottiche, dopo un'iniziale lavorazione completamente manuale, ho realizzato e migliorato una macchina per la lavorazione e finitura degli specchi e ho sviluppato un sistema di misurazione e correzione dei medesimi che mi consente di raggiungere correzioni ad 1/20λ (1/40λ sul fronte d'onda). La misurazione dell'ottica principale è basata sulla valutazione della curva della caustica (essa è la linea che unisce i fuochi delle varie zone di uno specchio quando questo è illuminato da una sorgente puntiforme posta nel centro di curvatura dello specchio stesso).
 Quest'argomento è ben approfondito nel libro Amateur Telescope Making di Albert G. Ingalls.
In sostanza questo sistema permette di misurare la distanza tra i due punti di fuoco di ogni zona dello specchio e questo valore effettivo, confrontato con quello teorico ricavabile attraverso opportune formule, permette di stabilire il grado di correzione dello specchio. Naturalmente si può procedere ad una correzione via via migliore a seconda dell'approssimazione che si vuole raggiungere (e chiaramente della pazienza del costruttore!).
Quest'argomento è ben approfondito nel libro Amateur Telescope Making di Albert G. Ingalls.
In sostanza questo sistema permette di misurare la distanza tra i due punti di fuoco di ogni zona dello specchio e questo valore effettivo, confrontato con quello teorico ricavabile attraverso opportune formule, permette di stabilire il grado di correzione dello specchio. Naturalmente si può procedere ad una correzione via via migliore a seconda dell'approssimazione che si vuole raggiungere (e chiaramente della pazienza del costruttore!).
In pratica il mio sistema di misurazione è costituito da due slitte ortogonali: la principale scorre parallelamente alla linea dell'asse ottico dello specchio; la seconda slitta invece, posta sopra la prima, scorre perpendicolarmente ad essa. Sulla prima slitta si trova un micrometro comparatore con una corsa misurabile di 5 cm (piuttosto costoso, purtroppo!). Nella parte superiore, vale a dire sull'altra slitta, ho posto un CCD collegato ad un PC portatile che mi consente di misurare la distanza tra i due punti luminosi delle zone riflesse con una precisione di 1/50λ . La sorgente luminosa è posta immediatamente davanti al CCD in posizione fissa. Lo specchio invece si trova di fronte al sistema di misura ad una distanza pari al raggio di curvatura. Per effettuare le misure della caustica delle varie zone, davanti allo specchio va posto uno schermo con una serie di fori effettuati in corrispondenza del diametro orizzontale dello specchio stesso.

Tanto più piccoli e più numerosi sono i fori, tanto maggiore è la precisione raggiunta. Il grado di correzione raggiungibile è dato dalla formula
con k uguale al rapporto tra la larghezza dei fori della maschera e il quadruplo della misura del raggio di curvatura; e uguale al valore più piccolo leggibile dal sistema di misura. Per esempio, con il mio CCD riesco a valutare le distanze con una precisione di 1 pixel; poiché nel mio caso 1 pixel = 0.0127 mm, tenuto presente che la larghezza di un foro è di 10mm ed R (raggio di curvatura) vale circa 2000 mm , risulta :
Dividendo per il valore di λ (lunghezza d'onda della luce in μm) con λ = 0.55 μm, ottengo circa 1/35 λ. Come già detto con fori più piccoli si ottengono misure più precise. Con l'aiuto di alcuni testi ho elaborato un foglio di calcolo Excel che mi permette di avere tutti i parametri necessari alla costruzione e misurazione delle ottiche di un Newton, di un Ritchey-Cretienne o di un qualsiasi telescopio a riflessione. Il foglio calcola ad esempio le distanze dei 2 fuochi riflessi di 2 fori dello schermo che costituiscono una zona dello specchio e stabilisce a che distanza dal centro di curvatura cadono questi fuochi. Dati essenziali questi per la misurazione della correzione dello specchio. Col sistema di misurazione della caustica , si ottengono valutazioni da 3 a 5 volte più precise rispetto al metodo del test di Foucault. Ponendo r la distanza tra i due fori di una zona dello schermo, R il raggio di curvatura dello specchio, x la distanza tra i due fuochi di ogni semizona, y la distanza lungo l'asse ottico fra il centro C dello specchio ed i fuochi a, b, c, etc di ogni zona, nel caso di uno specchio parabolico (Newton, per esempio) i valori teorici sono:
x= 4r3/R2