|
|

|
|
|
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
SOLDADURA CON ARCO SUMERJIDO.
La soldadura con arco sumergido difiere de otros procesos de soldadura con arco en que se utiliza una capa de material granulado fusible, llamado fundente (flux), para proteger el arco y el metal fundido. Se forma el arco entre la pieza de trabajo y un electrodo de alambre desnudo y se sumerge la punta en el fundente. Debido a que el arco queda cubierto por completo con el fundente, no es visible y puede colocarse la soldadura sin los chisporroteos, salpicaduras y destellos que caracterizan al proceso con arco abierto. La naturaleza del fundente es tal que se producen muy pocos humos o vapores.
El proceso es semiautom�tico o autom�tico y el electrodo se alimenta en forma mec�nica a la pistola, a la cabeza o cabezas. En la soldadura semiautom�tica, el operario mueve la pistola que suele tener un alimentador de fundente a lo largo de la uni�n. La alimentaci�n del fundente puede ser por gravedad, a trav�s de una boquilla conc�ntrica en el electrodo y desde una peque�a tolva en la parte superior de la pistola, o puede ser a trav�s de una boquilla conc�ntrico de tubo conectada en un tanque para fundente, aplicando aire a presi�n. El fundente tambi�n puede aplicarse antes de comenzar a soldar o bien hacia adelante del arco, desde una tolva que avanza a lo largo de la uni�n. En la soldadura autom�tica de arco sumergido, se alimenta el fundente en forma continua en la uni�n hacia adelante de, o conc�ntrica con el arco; las instalaciones autom�ticas suelen tener sistemas de vac�o para succionar el fundente sin fundir abandonado en la cabeza o cabezas soldadores, con objeto de limpiarlo y volver a usarlo.
Durante la soldadura, el calor del arco funde parte del fundente junto con la punta del electrodo (v�ase Fig.). La punta del electrodo y la zona de soldadura siempre est�n rodeadas y protegidas por fundente fundido, coronado por una capa de fundente sin fundir. Se mantiene el electrodo a una corta distancia arriba de la pieza de trabajo. Conforme avanza el electrodo a lo largo de la uni�n, el fundente ya fundido, m�s ligero, sube por encima del metal fundido en la forma de escoria. El metal de aporte, que tiene un punto de fusi�n m�s alto, se solidifica mientras la escoria todav�a est� fundida. La escoria, despu�s, se adhiere sobre el metal que se acaba de solidificar y sigue protegi�ndolo contra la contaminaci�n mientras est� muy caliente y reacciona con el ox�geno y nitr�geno de la atm�sfera. Cuando la escoria se enfr�a, se desprende con facilidad de la soldadura, elimin�ndose cualquier fundente sin fundir para volver a usarlo.
Hay dos tipos generales de fundente para arco sumergido: aglutinado y fundido. En el fundente aglutinado las sustancias qu�micas finamente molidas se mezclan y se les aplica un agente aglutinante y se produce un agregado granulado, en el cual se incorporan los desoxidantes. Los fundentes fundidos son una especie de vidrio que resulta de la fusi�n de los diversos productos qu�micos y la trituraci�n del vidrio para formar un granulado. Hay disponibles fundentes que agregan elementos de aleaci�n al metal de aporte, lo cual permite hacer metal de aporte aleado a partir de electrodos de acero dulce.
Se pueden emplear corrientes elevadas en la soldadura con arco sumergido que pueden producir un calor sumamente intenso. Debido a que la corriente se aplica al electrodo a una distancia corta y encima de su punta, pueden emplearse amperajes altos con electrodos de di�metro peque�o. Con ello, se producen densidades de corriente muy altas en secciones transversales peque�as del electrodo. Asimismo, se pueden conducir corrientes hasta de 600 A en electrodos de apenas 5/64 in para dar una densidad del orden de 100 000 A/in2, o sea 6 a 1 0 veces mayor que la conducida con electrodos de varilla.
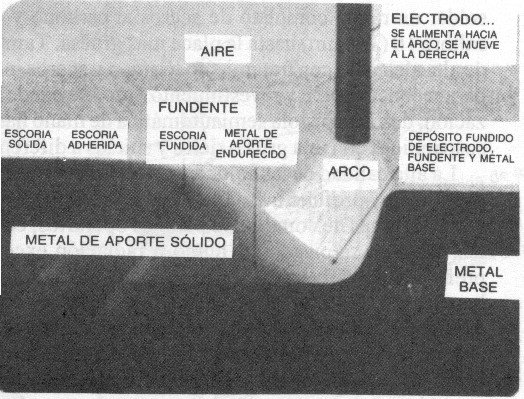
FIG. Fases del proceso de arco sumergido. El arco y el metal de aporte fundido est�n cubiertos por una capa de fundente, que protege al metal de aporte contra la contaminaci�n y concentra el calor en la uni�n. El fundente fundido sube a trav�s del dep�sito, desoxida y limpia el metal fundido y forma una escoria protectora sobre la soldadura que se acaba de depositar. (The Lincoln Electric Company.)
Debido a la elevada densidad de corriente, la raz�n de fusi�n es mucho mayor con un electrodo de di�metro dado que con un electrodo de varilla. La raz�n de fusi�n es afectada por el material del electrodo, el fundente, el tipo de corriente, la polaridad y la longitud del alambre, m�s all� del punto de contacto el�ctrico en la pistola o la cabeza.
La capa aislante de fundente encima del arco evita el escape r�pido del calor y lo concentra en la zona de soldadura. Adem�s de que el electrodo y el metal base se funden con m�s rapidez, la fusi�n es m�s profunda en el metal base. La penetraci�n profunda permite emplear ranuras peque�as para soldar, con lo que se reduce al m�nimo la cantidad de metal de aporte por pie lineal de uni�n y se logran velocidades m�s altas en la soldadura. La soldadura r�pida, a su vez, reduce al m�nimo la entrada total de calor en el ensamble y por esto tiende a prevenir problemas de deformaci�n por calor. Todav�a m�s, se pueden soldar uniones m�s o menos gruesas en una sola pasada con el proceso de arco sumergido.
Las soldaduras hechas bajo la capa protectora de fundente tienen buena ductilidad y resistencia al impacto, as� como aspecto uniforme de los cordones. Se obtienen en forma constante propiedades mec�nicas iguales, cuando menos, semejantes a las del metal base. En las soldaduras de una sola pasada, el material de base fundido es grande en comparaci�n con la cantidad de metal de aporte consumida. Por tanto, en esas soldaduras, el metal base puede tener una gran influencia en las propiedades qu�micas y mec�nicas de la soldadura. Por esta raz�n, a veces no es necesario emplear electrodos de la misma composici�n del metal base para soldar muchos de los aceros de baja aleaci�n.
Con una buena selecci�n de equipo, la soldadura con arco sumergido tiene diversas aplicaciones en la industria. Se puede utilizar en todos los tipos de uniones y permite soldar un rango completo de aceros al carbono y de baja aleaci�n, desde l�mina de calibre 16 (1.5 mm) hasta la placa m�s gruesa. Tambi�n es aplicable en algunos aceros de alta aleaci�n, con tratamiento t�rmico y aceros inoxidables, y es el proceso preferido para reconstrucci�n y revestimiento duro. Se puede utilizar cualquier grado de mecanizaci�n, desde la pistola semiautom�tica de mano hasta cabezas de soldaduras m�ltiples suspendidas con una gr�a o rieles y sujetas a diferentes mecanismos.
La alta calidad de las soldaduras con arco sumergido, la alta raz�n de deposici�n, la penetraci�n profunda, la adaptabilidad del proceso a la mecanizaci�n total, y las caracter�sticas de comodidad para los operarios, como la ausencia de deslumbramientos, chispas, salpicaduras, humo o radiaci�n excesiva de calor, la hacen el proceso preferido para fabricaciones con acero. Se utiliza mucho en la construcci�n de buques, barcazas, y vagones de ferrocarril, la fabricaci�n de tubos, la fabricaci�n de vigas, trabes y columnas estructurales que requieren soldaduras largas. Las instalaciones autom�ticas para arco sumergido tambi�n son importantes en las �reas de soldadura de las plantas que producen conjuntos soldados en serie, unidos con soldaduras cortas repetidas.
La alta raz�n de deposici�n lograda con la soldadura de arco es un factor importante en las econom�as que usan este proceso. La reducci�n en los costos suele ser elevada cuando se cambia del proceso manual con arco protegido al de arco sumergido. Por ello, una pistola manual para arco sumergido con avance mec�nico puede reducir los costos de soldadura en m�s de 50%; mientras que con equipo autom�tico, de arcos m�ltiples, no es raro que los costos sean apenas de 10% en comparaci�n con los que se tienen en la soldadura con electrodos de varilla.



Fidel Cruz N. M�xico DF Copyright � 2001