|
Last update January 20th. 2020 |
Making Small Tools & Accessories for the Watchmaker's Lathe November 25th. 2019 |
|
Always the same, when in the need of a tool, it immediately becomes
obvious that it is exactly the tool that one does not have in a workshop
full of tools.
There was no other choice but to make an arbour for a 40 mm circular saw with 10 mm ID, without having to waste time waiting for its arrival from overseas, in addition, the shipping cost is higher than the cost of the arbour. |
 |
| I
have decided to make the arbour between the centres in my EMCO
Unimat 3 lathe in order to have it as concentric as possible.
The material I used was high grade alloyed hot-drawn steel bar with a diameter of 14 mm. |

|
| Ruffing up of the work piece was done with a HSS cutter in few passes, and was finished using the same cutter but with a very light cut, which produced nice finish. | 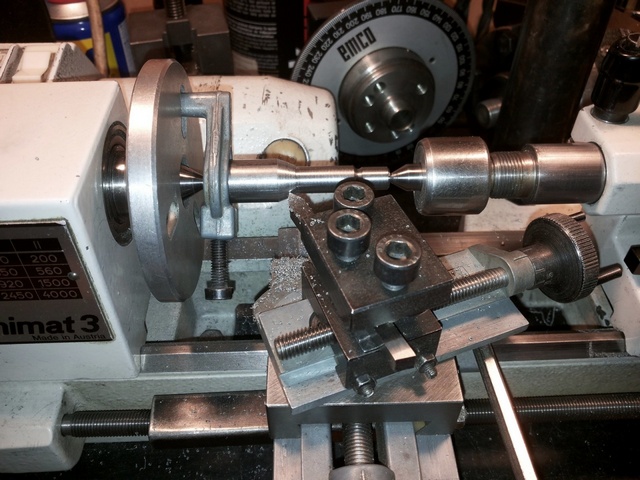 |
| To
cut the thread for draw tube I have used the EMCO Unimat 3 crank driven
thread cutting attachment P/N 150200.
The thread was cut to the Schaublin B8 standard, with an outer diameter of 6.82 mm and a pitch of 0.625 mm. I have used a single-point TC cutter, ground at an included angle of 62.5�, to enable the cutting of thread with angle of 55�. |
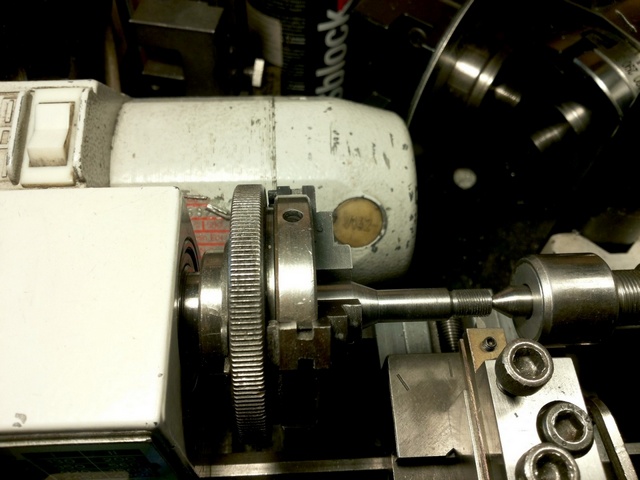 |
| EMCO Unimat 3 crank driven thread cutting attachment P/N 150200 mounted on the late ready to cut thread of 0.625 mm pitch. |  |
| The
collet index slot I made in Unimat 3 with a 1.6 mm wide slotting cutter,
held in an ESX16 collet holder, using milling column attachment and
holding collet in the machine vice mounted on the cross slide. |
 |
| The
saw blade holding thread I made with the M8 die.
The final arbour diameter, and the shoulder, were done in Favorite II lathe so that there would be no measurable run-out. Making this arbour and having the complete set-up at hand, I've decided to immediately make two additional blanks for future use.
|
 |
| At
the same time while making the arbours, I have decided to also make an
adaptor for B8 collets for my Unimat 3 lathe. Sometimes it's definitely more convenient to do the roughing up in Unimat 3, which is more robust, than the watchmaker's lathe, either the Lorch, or for that matter the Favorite II. BTW, I already had a draw tube that was of the correct length, just right to fit Unimat 3 spindle. |
 |
|
Levin Tungsten Carbide Graver Sharpening Kit was designed to fit a WW style bed, thus to use it with a Lorch D-Bed lathe a new mounting shoe had to be made. |
 |
Following a Levin design I've made a new one out of a short piece of duralumin with a Lorch T-slot on a bottom. Second image shows Levin device mounted securely on the Lorch bed using the new mounting shoe. |
 |
| Being
accustomed to turning using the 1/16" square section graver, this
size not being available any more, I am forced to grind my own TC gravers
then make aluminium settings and mount them into, so they can fit the
Waller handle.
Grinding is accomplished using a diamond wheel in Alexander 2CG Tool & Cutter grinder machine. |
 |
| Work continues... |  |
|
|
|
|
Copyright � 2004, 2011, 2014, 2015, 2016, 2020 by Dushan Grujich. All rights reserved. |
|
|
|
|
|
| |
|
|
|
