|
Last update September 22nd. 2016 |
Wrist watch mainplate repair September 19th. 2016 |
| One of the
most often encountered faults of the wristwatch main plate is the
excessive wear of the winding stem hole, which usually causes loss of the winding
stem and crown.
To correct the fault one can replace the main plate, or the main plate can be repaired. |
 |
| The way to
go about it is to establish the amount of wear and choose the correct size
bushing, which shall be inserted into the hole.
Also, it may be necessary to do some filing of the hole to adjust for wear and re-centre the stem. |
 |
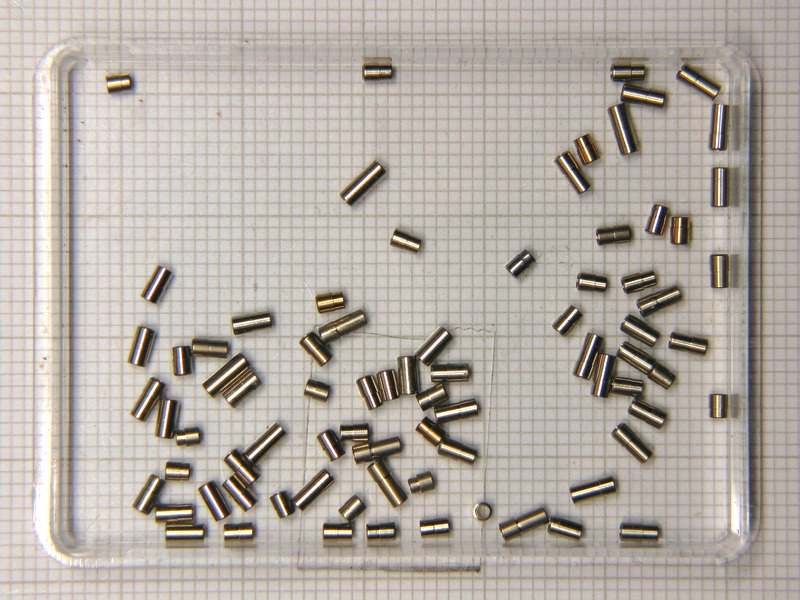
| The
assortment of case tubes that I use as bushings for the main plate repair.
It certainly saves time to use them, instead of having to turn one in the lathe when needed. Case tube size, OD, varies depending on the main plate and on the stem size, mostly used ones are 1.60 mm OD and the smaller ones 1.30-1.50 mm OD, shown in the second image. |
 |
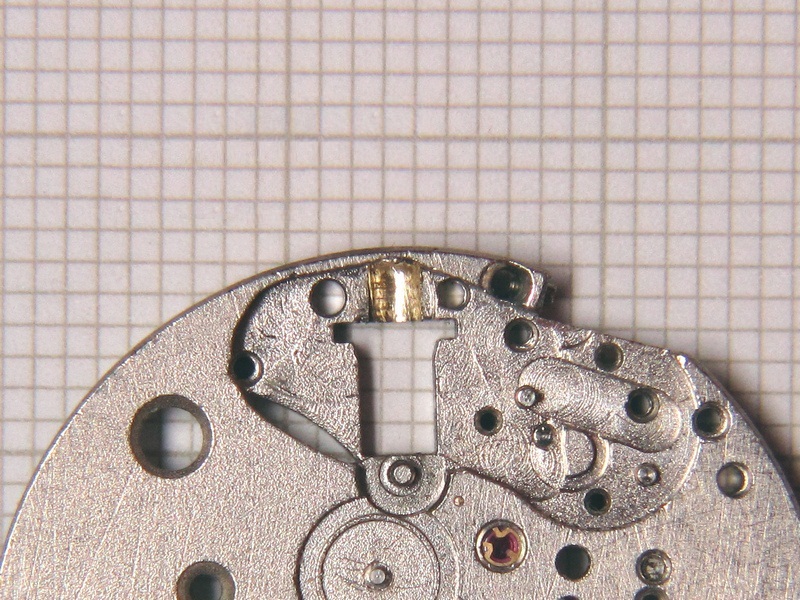
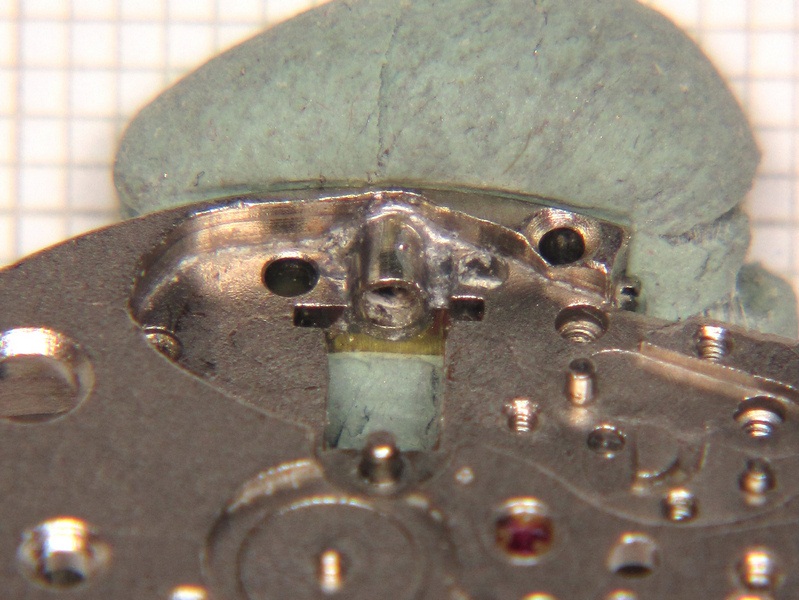
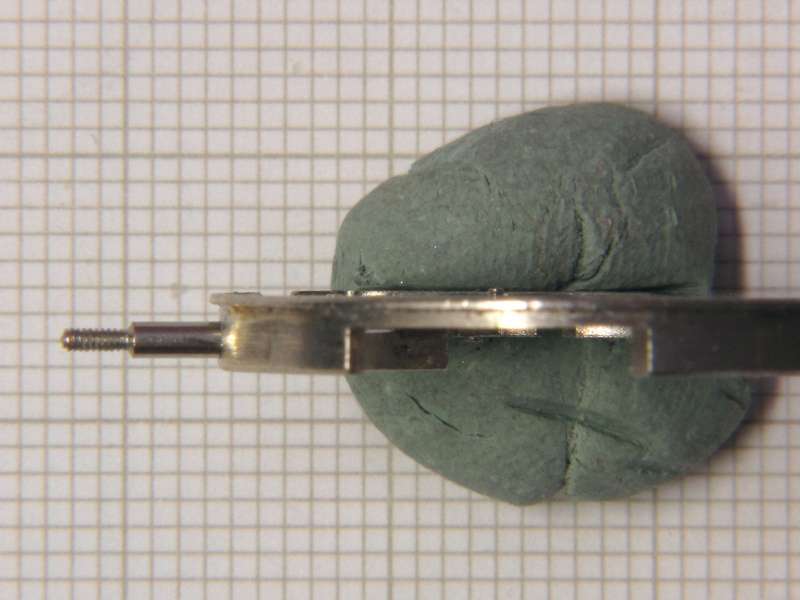
| Once the correct bushing is chosen, and the centring is done properly, the bushing is soft soldered, using minimal amount of solder, as shown in second image. | 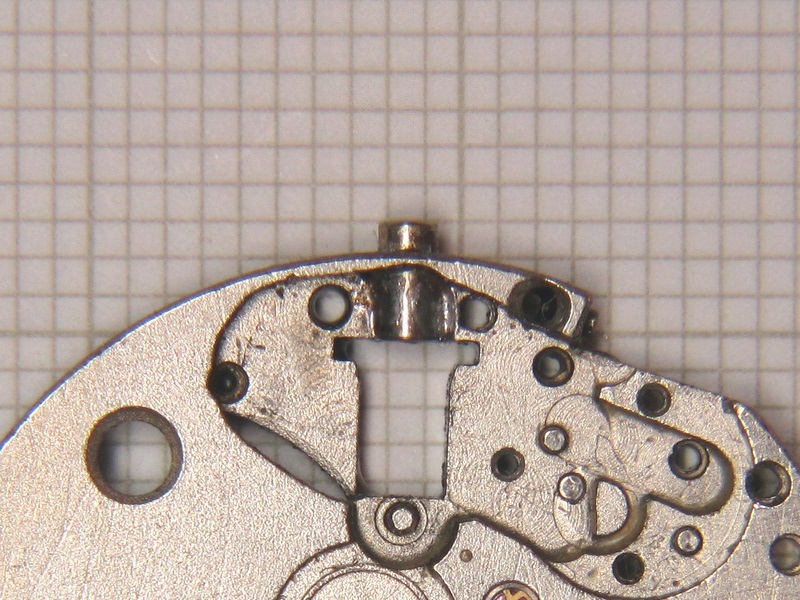 |
| A close look at the soldering to check for flaws. |
 |
| To solder the bushing I use a hot air soldering station with the small diameter hot air nozzle, shown in the second image. |  |
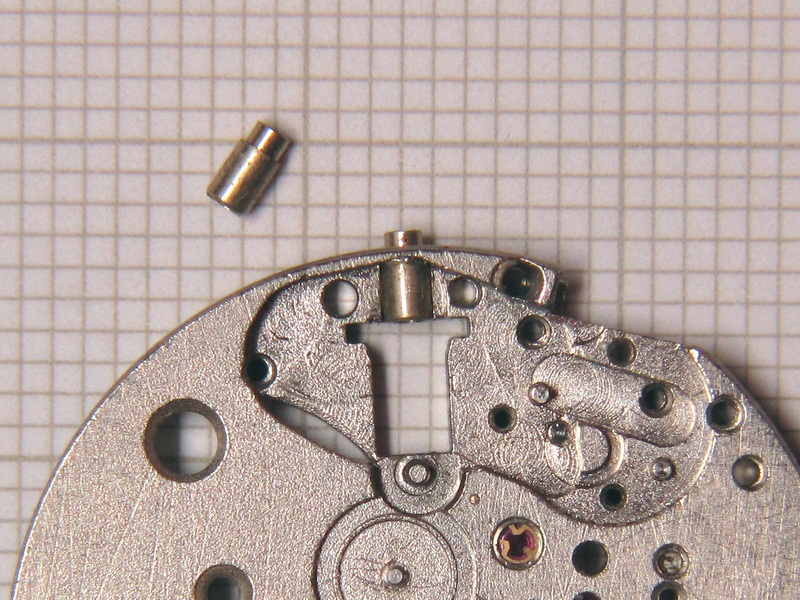
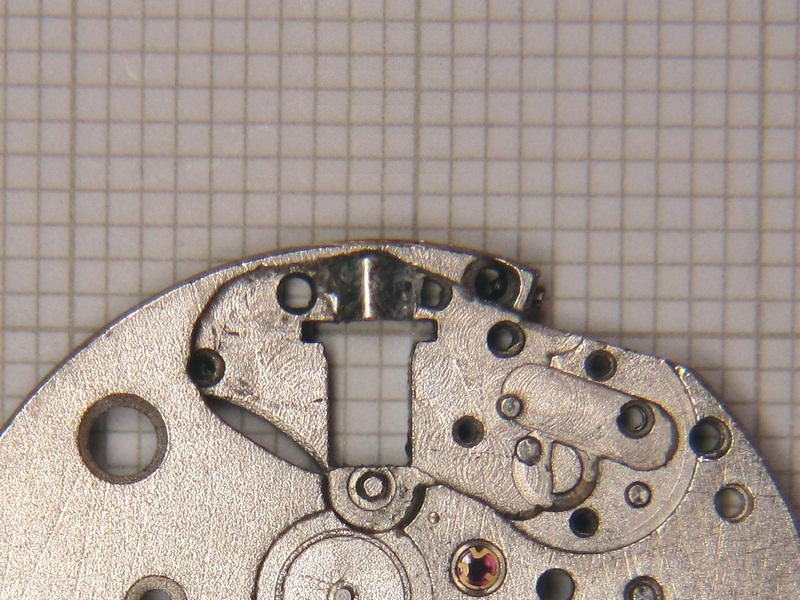
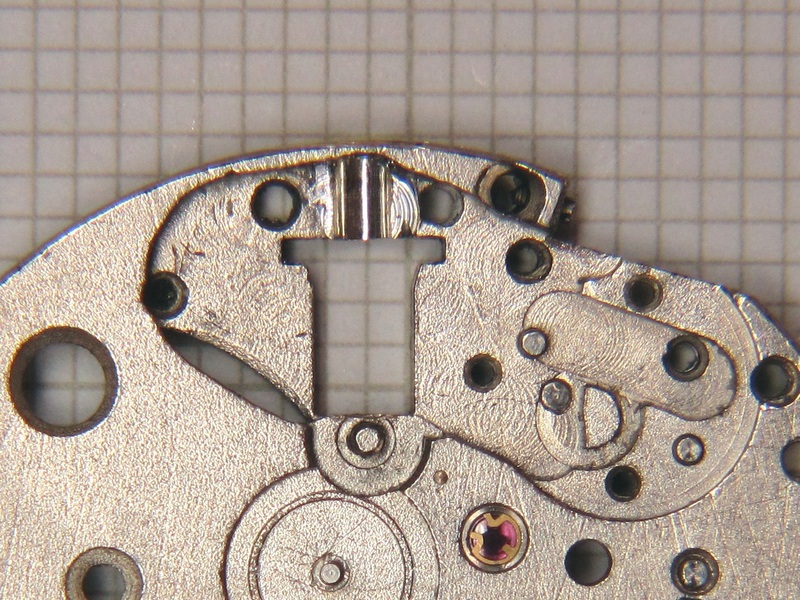
| The next
step is removal of the excess parts of the bushing.
Accomplished by use of miniature saw frame and a piercing saw blade, followed with a cleanup by a fine file. |
 |
|
The next step is drilling the bushing through, to fit the winding
stem.
View of the cleaned up outer edge of the main plate, with bushing drilled to the correct size. |
 |
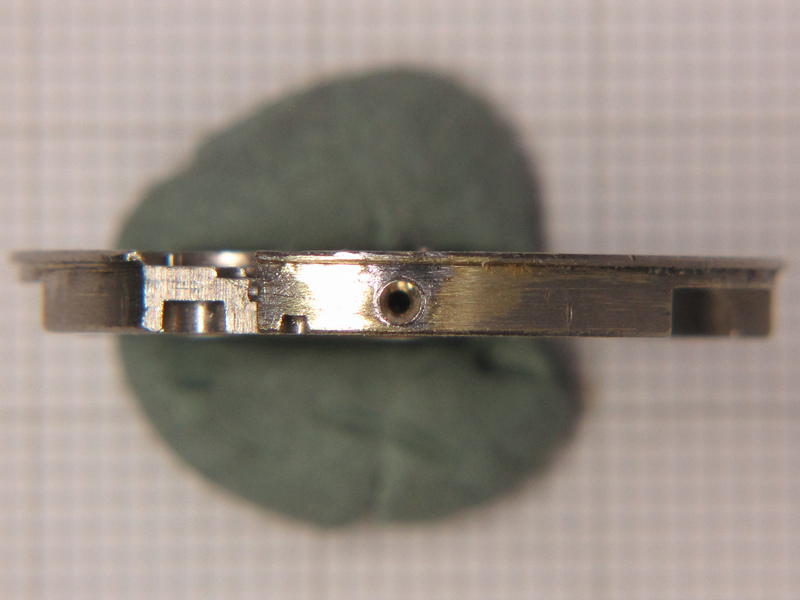
| Another view of the drilled bushing, checking for the correct centring. |
 |
| Testing for the proper fit of the stem after drilling and cleaning up. |
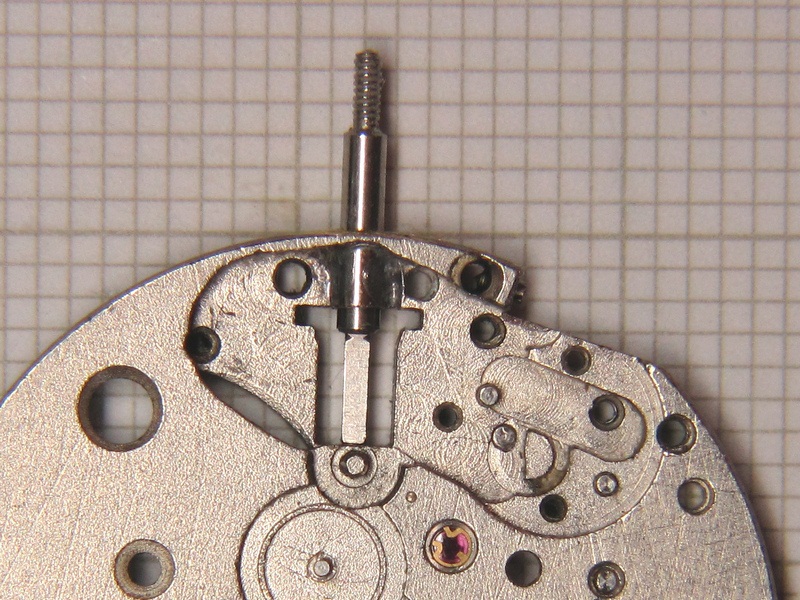 |
| Another test for correct centring with the stem in place. |
 |
|
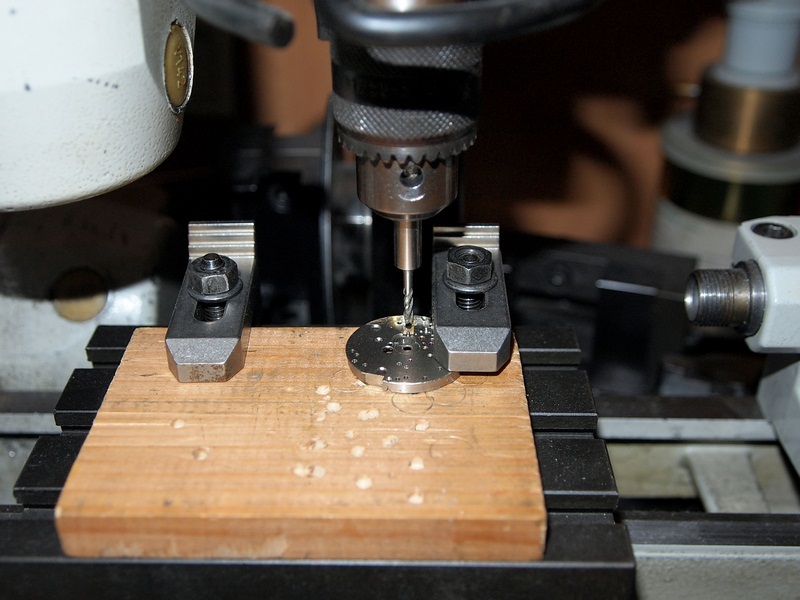
After making sure that everything is in order, the bushing is then milled
flush with surface, and opened for correct action of the setting lever.
The milling can be done in a watchmaker's lathe using vertical slide with milling attachment, with the main plate mounted on faceplate, fixed in headstock. Instead, I use my EMCO Unimat 3 lathe with vertical milling column, it takes much less time than to set up the watchmaker's lathe. |
 |
|
The view of the main plate after the milling and cleanup. |
 |
| The final check with the winding stem in place, before cleaning of the main plate and the assembly of the movement. | 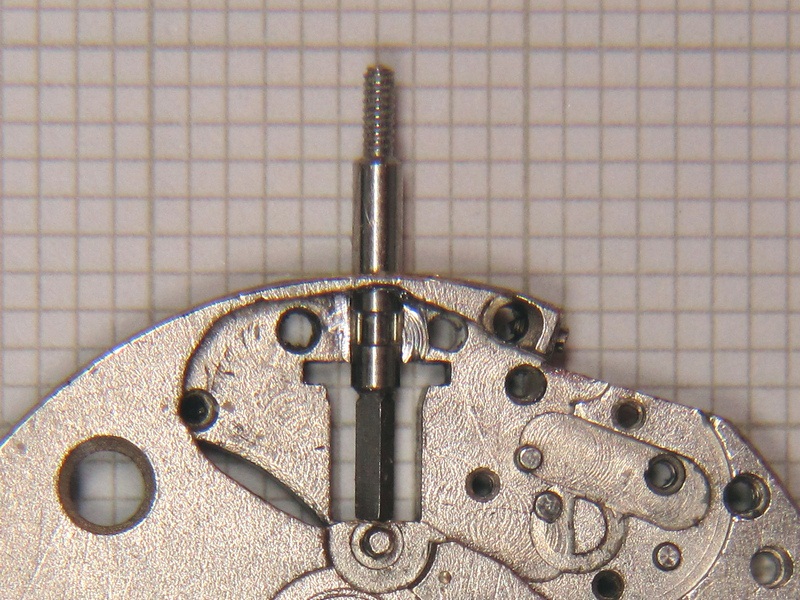 |
|
|
|
|
Copyright � 2004, 2011, 2014, 2015, 2016 by Dushan Grujich. All rights reserved. |
|
