Tutorial
de Solda e Dessolda para
Eletrônica
Em Eletrônica
se utiliza ferros de solda
de potência reduzida,
já que geralmente
se trata de trabalhos
delicados. O ferro de
solda deve permitir aos
usuários a solda
com estanho da união
de dois ou mais conectores,
ou condutores com elementos
do equipamento, geralmente
a solda interliga o terminal
de um componente eletrônico
a ilha de cobre da placa
de circuito impresso.
Devido ao seu emprego
freqüente, o ferro
de solda deve apresentar,
entre outras características,
grande segurança
de manuseio e durabilidade.
A principal
especificação
de um ferro de solda é
a sua potência em
Watts, que está
relacionada com o tempo
que ele leva para aquecer
e a temperatura máxima
atingida pelo aparelho.
Os ferros de solda mais
utilizados em eletrônica
têm potência
entre 20W e 60W, sendo
que os de 20W a 30W são
perfeitos para soldar
semicondutores (diodos,
transistores, circuitos
integrados) e os de 45W
e 60W são utilizados
para trabalhos mais pesados,
como soldagem de transformadores,
flybacks e resistores
de potência. Para
quem está iniciando
não precisa mais
do que um ferro de solda
de 30W, que realizará
todos os trabalhos, tanto
com semicondutores quanto
com transformadores, perfeitamente.
Para linhas de montagem
o indicado é a
separação
dos ferros de solda para
cada tipo de trabalho.
Quem está soldando
transformadores usará
um ferro de solda mais
potente e quem solda semicondutores
utiliza-se de ferro de
solda de menor potência.
Devemos
destacar também
que existem ferros de
solda para as mais diversas
tensões, sendo
muito comuns no Brasil
os de 110V para uso em
regiões residenciais
ou comerciais e 220V para
uso em áreas industriais.
Entretanto são
fabricados ferros de solda
que se utilizam de tensões
de 12V e 24V, que fazem
parte de uma estação
de solda, onde a temperatura
do dispositivo pode ser
controlada.
Tipos
de ferro de solda

Este
é um ferro de solda
tipo lápis, clássico,
de 40W. Seu aquecimento
é permanente e
possui uma alta inércia
térmica. Tanto
no momento do trabalho
de solda como nas pausas
do trabalho, o ferro de
solda permanece conectado
na tomada. É adequado
para trabalhos repetitivos
e numerosos. Embora a
potência do ferro
de solda não seja
a recomendada, a ponta
deste ferro de solda é
perfeita para trabalhar
com dispositivos semicondutores.
A ponteira do ferro de
solda pode ser trocada,
podendo-se utilizar a
mais adequada para o tipo
de serviço a ser
realizado.
Para
saber quais ponteiras
o ferro de solda suporta,
basta consultar a documentação
do fabricante. Para o
modelo acima temos as
seguintes ponteiras:
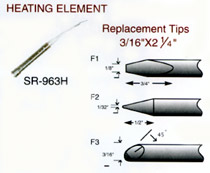
Observe
acima que também
existe a resistência
do ferro de solda, que
também pode ser
substituída. Neste
modelo o código
da resistência é
SR-963H.
Como
podemos observar no link
do distribuidor abaixo,
ferros de solda de 20,
25 e 30 W podem atingir
temperaturas de 429ºC,
482ºC e 521ºC
respectivamente e ferros
de solda de 40, 50 e 60
W podem atingir temperaturas
de 510ºC, 566ºC
e 610ºC respectivamente.
http://www.americanbeautytools.com/products.php?cat=dandyirons

A pistola
de solda, vista acima,
é um tipo de ferro
de solda que aquece a
ponteira quase instantaneamente
quando apertamos um botão
que ela tem em forma de
gatilho. Também
tem uma pequena lâmpada
para iluminar o local
onde está sendo
feita a soldagem. Este
ferro é indicado
para soldas mais pesadas,
ou seja, componentes grandes
com terminais mais grossos.
Normalmente não
é empregado na
solda de componentes eletrônicos,
pois sua ponta não
é suficientemente
fina e precisa.

Acima
temos uma estação
de solda. Como mencionado
no início deste
tutorial, o ferro de solda
utilizado na estação
é do tipo lápis
e trabalha com tensões
entre 24V e 12V. A estação
se conecta à rede
elétrica normalmente
e funciona com tensões
entre 110V e 220V. O modelo
acima tem as seguintes
características:
Tensão:
110/120V CA ou 220/240
V CA
Potência: 48W
Gama de temperatura ajustável:
150ºC~450ºC
Tensão de operação
do ferro de solda: 24V
CA
Nota-se
também que há
uma variedade de pontas
que podem ser utilizadas
no ferro de solda da estação.
A temperatura
da estação
pode ser regulada entre
150ºC a 450ºC,
permitindo que você
trabalhe na temperatura
recomendada pelo fabricante.
Abaixo apresentamos um
trecho do datasheet do
circuito integrado CD4014,
onde encontramos a temperatura
máxima de solda
do componente:
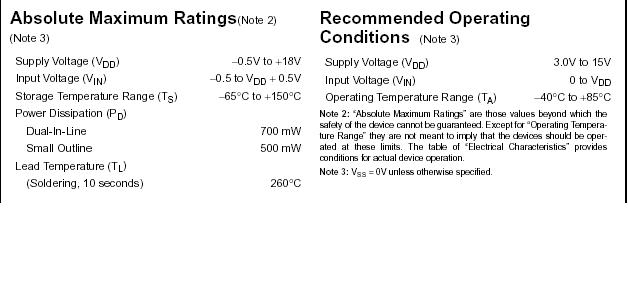
Conforme
podemos observar a temperatura
máxima de soldagem
é de 260ºC,
durante 10 segundos. Deve-se
atentar que esta é
a temperatura máxima.
O ideal é que se
trabalhe abaixo desta
temperatura. Então,
definida a temperatura
de soldagem, é
fácil de operar
a estação,
basta ajustar o potenciômetro
da estação
para a temperatura desejada.
Feitas
estas considerações,
no mais, o trabalho de
soldagem com a estação
de solda é muito
semelhante ao do ferro
de solda tipo lápis,
comum, que iremos abordar
a seguir.
O
Estanho
Na realidade,
o termo "estanho"
é empregado inapropriadamente,
porque não se trata
apenas de estanho, e sim
de uma mistura deste metal
com o chumbo, geralmente
numa proporção
de 60% de estanho para
40% de chumbo, que é
a mistura mais indicada
para o trabalho de solda
em eletrônica.
Para
que ocorra uma boa solda,
além do ferro de
solda e do estanho, é
necessário uma
substância adicional,
chamada pasta de solda,
cuja missão é
de facilitar a distribuição
uniforme do estanho sobre
as superfícies
a unir e evitando, ao
mesmo tempo, a oxidação
produzida pela temperatura
elevado do ferro de solda.
A composição
desta pasta é a
base de colofônia
(normalmente chamada "resina")
que está contida
no estanho em cavidades,
numa proporção
de 2~2,5%.
Acima vemos um pedaço
de estanho com três
cavidades onde se encontra
a resina e um rolo típico
de estanho, de 500 gr.
Existem diversas marcas
de solda para eletrônica.
Uma marca de solda é
considerada de boa qualidade
quando, ao se fazer uma
soldagem com um ferro
de solda limpo e estanhado,
esta soldagem fica brilhante.
Se ficar opaca (cinza)
a solda não é
de boa qualidade. As soldas
de boa qualidade encontradas
no Brasil são "Best",
"Cobix", "Cast".
O estanho pode ser obtido
em diâmetros que
variam de 0,75 mm a 1,5
mm, como pode ser verificado
pelo site de um dos fabricantes:
http://www.castmetais.com.br/produtos.html
O estanho
de menor diâmetro
facilita o trabalho em
superfícies com
ilhas pequenas. Na prática
cada usuário vai
poder definir com que
diâmetro de estanho
prefere trabalhar para
fazer a soldagem.
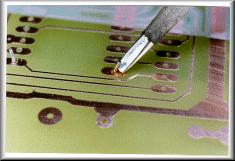
O
Trabalho de Soldagem
Basicamente
o ato de soldar consiste
em unir as partes a serem
soldadas, de maneira que
se toquem, e que o terminal
do dispositivo esteja
firmemente encaixado na
ilha da placa de circuito
impresso, e cubrir a ilha
e o terminal com uma gota
de estanho fundido que,
uma vez esfriado, constituirá
uma verdadeira junção.
Antes de iniciar uma
solda deve-se assegurar
de que:
- A ponta do ferro
de solda esteja limpa,
para isso pode-se usar
uma esponja levemente
umedecida, mas não
encharcada. Nunca raspe
a ponta com uma lima
ou objeto similar, já
que se pode danificar
a cobertura de cromo
que tem a ponta do ferro
de solda (esta cobertura
proporciona uma maior
vida a ponta).
- As peças a
soldar devem estar totalmente
limpas e, se possível,
pré-estanhadas.
Para isso se utilizará
lixas muito finas ou
uma lima pequena.
- Deve-se utilizar um
ferro de solda de potência
adequada. Em eletrônica,
o melhor é usar
ferros de solda entre
15~30w, como já
foi comentado, pois
os componentes do circuito
podem danificar-se caso
seja aplicado calor
excessivo.
Vamos ver uma simulação
de solda, com o que ocorre
por parte do operador
e o que se sucede com
as partes a soldar. Isto
nos ajudará a conhecer
e entender os diferentes
passos de uma solda, que
logo, com a experiência,
se tornará automático,
sem pensar. Os passos
são estes:
Operador |
Solda |
Assegura-se de
que as áreas
a soldar estejam
bem limpas, sem
graxa nem poeira.
Para as placas
de circuito impresso
se pode utilizar
uma borracha para
apagar caneta esferográfica,
tal como visto aqui.
Se trata-se de
ilhas de cobre,
se pode raspar com
uma tesoura ou um
estilete para limpar
a ilha.
Foto: © Alan
Winstanley 1997 |
|
Limpar a ponta
do ferro de solda
de vez em quando.
Para isso esfregaremos
suavemente a ponta
em uma esponja,
como a do suporte
da figura.
Alternativamente
podemos raspar a
ponta com uma escova
de arames suave,
como as que vêm
inclusas no suporte.
Foto: © Alan
Winstanley 1997 |
|
Aproximar os
elementos a unir
até que se
toquem.
Se for necessário,
utilize alicates
para segurar bem
as partes.
Aplicar o ferro
de solda nas partes
a soldar, de forma
que se aqueçam
ambas as partes.
Levar em conta
que os alicates
e pinças
absorvem parte do
calor do ferro de
solda.
|
|
As peças
começam a
esquentar até
que alcançam
a temperatura do
ferro de solda.
Se a ponta está
limpa, isto pode
ocorrer em menos
de 3 segundos. Este
tempo dependerá
de se usa alicate
e da massa das peças
aquecidas.
Foto: © Alan
Winstanley 1997
|
|
Sem tirar o ferro
de solda, aplicar
o estanho (uns poucos
milímetros)
na região
a ser soldada, evitando
tocar diretamente
na ponta.
Quando a região
a ser soldada for
grande, pode-se
mover o ponto de
aplicação
do estanho pela
região para
ajudar a distribuí-lo.
Foto: © Alan
Winstanley 1997
|
|
|
A resina de estanho,
ao tocar as superfícies
aquecidas, alcança
o estado semilíquido
e sai das cavidades,
distribuindo-se
por toda a superfície
a ser soldada. Isto
facilita que o estanho
fundido cubra as
zonas a soldar. |
O estanho fundido
termina de distribuir-se
por toda a superfície
aquecida. |
 |
|
Retire o ferro
de solda. Deixe
que a solda se esfrie
naturalmente. Isto
leva alguns segundos.
O metal fundido
se solidifica, a
solda está
finalizada, com
aspecto brilhante
e com boa resistência
mecânica.
|
Como acontece com a maioria
das coisas, com a prática
chega-se a perfeição.
Processo de Dessolda
Para dessoldar há
vários métodos,
vamos nos concentrar nos
métodos que se
baseiam na sucção
do estanho. Vamos descrever
os dessoldadores e os
sulgadores de solda.
O Dessoldador
com Pera (como é
conhecido na espanha)
|
Ao lado vemos um
soldador tipo lápis
sem ponta. No lugar
da ponta se coloca
o acessório
que se vê
debaixo e já
temos um dessoldador,
que recebe o nome
de dessoldador de
pera nos países
de lingua hispânica
e ferro de dessolda
a vácuo em
inglês. No
Brasil não
é comum encontrar
este aparelho. Como
se pode observar,
o acessório
tem uma ponta, um
depósito
onde se armazena
o estanho absorvido,
uma haste para adaptá-lo
ao soldador e uma
pera de goma que
serve para fazer
o vácuo que
absorverá
o estanho.
|
|
Aqui vemos em
detalhe a ponta
e o depósito
do acessório
para dessoldar.
Esta se aquece da
mesma maneira que
a ponta normal.
|
|
O modo de proceder com
o ferro de dessolda com
pera é o seguinte:
- Pressionar a pera
com o dedo
- Aproximar a ponta
da região onde
se deseja extrair o
estanho
- Se a ponta está
limpa, o estanho da
região derreterá
em poucos segundos.
Neste momento solte
a pera para que o vácuo
produzido absorva o
estanho até o
depósito
- Precione a pera algumas
vezes, direcionando
a ponta para um papel
ou para o suporte para
esvaziar o depósito.
Tenha precaução,
já que o estanho
sai a 300ºC.
Estes quatro passos podem
ser repetidos se for necessário.
Esta ferramenta é
simples de utilizar. Ocupa
as duas mãos do
operador, mas obtem-se
maior precisão
na aproximação
do componente a ser dessoldado
do que com o sugador de
solda, que iremos abordar
a seguir.
Sugador de Solda
Esta
ferramenta a vácuo
é uma bomba
de sucção
que consta de um
cilindro que tem
em seu interior
um embolo acionado
por uma mola.
Tem uma ponta de
plástico,
que suporta perfeitamente
as temperaturas
utilizadas. O corpo
principal (depósito)
pode ser de alumínio.
Para maneja-lo
devemos carrega-lo,
vencendo a força
da mola, e, no momento
desejado, apertarmos
o botão que
libera a mola e
produz o vácuo
na ponta da ferramenta.
|
 |
Esta ferramenta serve
para absorver o estanho,
que estaremos fundindo
simultaneamente com a
ponta do ferro de solda.
O modo de proceder é
o seguinte:
|
Carrega-se o sugador.
Para isso precionamos
o botão de
carga, vencendo
a força da
mola.
Aplica-se a ponta
do ferro de solda
na região
de onde se quer
extrair o estanho.
Se a ponta do ferro
de solda está
limpa, o estanho
se derreterá
em poucos segundos.
Assegure-se de
que o sugador esteja
limpo.
Foto: © Alan
Winstanley 1997
|
|
| Neste
momento, sem retirar
o ferro de solda,
aproxime a ponta
do sugador a região
e precione o botão
de acionamento.
O sugador disparará
o embolo interno
, produzindo um
vácuo na
ponta e absorvendo
o estanho para o
depósito.
Foto: © Alan
Winstanley 1997
|
|
| Se
for necessário,
repita este último
passo, carregando
previamente o sugador.
Concluído,
retire o ferro de
solda e o sugador.
Na foto vemos o
resultado da dessolda.
Se após o
processo ainda houver
algum estanho prendendo
o componente que
queremos retirar,
então será
necessário
repetir o processo.
Foto: © Alan
Winstanley 1997
|
|
Este dispositivo tem
um depósito suficientemente
grande, que dispensa esvazia-lo
cada vez que se usa, como
ocorre com o dessoldador
de pera. Para limpá-lo,
geralmente tem que desmonta-lo
desenroscando suas partes.
É a ferramenta
mais utilizada pelos técnicos
em eletrônica do
Brasil para a dessolda
de componentes, tem um
preço bastante
atraente, a única
desvantagem é a
necessidade de trabalhar
com as duas mãos.
Há um dessoldador,
que dispensa o trabalho
com as duas mãos.
É o que mostraremos
a seguir.
Ferro de Dessolda
a Vácuo
Este aparelho é
muito semelhante ao sugador
comum. Entretanto, possui
a vantagem de aquecer-se
e, com isto, dispensar
o uso do ferro de solda
no trabalho de dessolda.
O operador irá
necessitar de apenas uma
mão para encaixá-lo
na região a ser
dessoldada, ficando a
outra mão livre
para remover o componente,
por isto mesmo, é
considerada por nós
como uma ferramenta muito
prática. Com este
aparelho o tempo que você
leva para remover um componente
será reduzido drasticamente.

Como todos os outros
dispositivos, tanto de
solda como de dessolda,
a ponta se desgasta e
pode ser substituída,
assim como a resistência.
Para finalizar o assunto
dessolda, indico aos leitores
deste tutorial o artigo
Desoldering
Pump versus Desoldering
Iron, onde o autor
faz a comparação
entre o sugador de solda
e o ferro de dessolda
com pera, e chega na conclusão
lógica de que o
ferro de dessolda é
bem superior ao sugador.
Inclusive o sugador pode
danificar o componente
a ser retirado, devido
a forte pressão
criada pelo seu mecanismo
com mola. Já o
ferro de dessolda com
pera tem uma sucção
menos forte, que pode
ser controlada com a mão
durante o trabalho, o
que o torna mais eficiente.
Fontes de Pesquisa
http://mx.geocities.com/diet203eq5c/soldadura.html
http://www.epemag.wimborne.co.uk/solderfaq.htm
http://www.burgoseletronica.net/pistoladesolda.htm
Marcelo
Teixeira
Novembro/2006 |