REPORT OF THE NOVEMBER
5, 2004 ADVANCED ENGINE TECHNOLOGIES, INC. ANNUAL SHAREHOLDER
MEETING
The AET annual shareholder meeting of November 5, 2004
at the Los Angeles Airport Hilton hotel showed an improvement in attendence this
year with some 2 dozen or so present, about 10-12 being shareholders or guests
from outside of the company. Present were John Luft, COO, Neil Cummings,
Secretary and Legal Counsel, the Board of Directors including Alexandria
Phillips, Treasurer, and Noel Holmes. Carroll Shelby, President, and
Steven Manthey were absent. Mr. Shelby had prior obligations at the SEMA
show in Las Vegas, (see: http://biz.yahoo.com/prnews/041029/laf049_1.html
). Also present were lead engineer, Ian Mann, a new engineer, Mike Edwards
(formerly of GE Nuclear and a friend and collaborator of Ian's), and engineering
technician, Steve Wells. Michael Johnson from Australia was present for
Steven Manthey. Dan Gizaw, President of Danotek Motion Technologies ( http://www.danotekmotion.com/ ) was
also present to speak on Danotek's participation as a partner to develop a
compact 35 KVA direct-drive generator to mate with the OX2 (see: http://biz.yahoo.com/prnews/040921/latu048_1.html
).
The formal part of the meeting was quickly dispatched
with the re-election of Noel Holmes, Steven Manthey, Alexandria Phillips, and
Carroll Shelby to the Board of Directors, and the ratification of the
appointment of independent public auditors Singer Lewak Greenbaum &
Goldstein LLP for the fiscal year ended June 30, 2004. John Luft then gave
a presentation of the activities and status of AET over the preceding
year.
A recap of the existing OX2 engines was given (4
engines are currently functioning):
Engine #1:
Optimum RPM 680; Torque 165 ft-lbs; HP 21; Running Hrs 10
Currently resides in Australia and no longer in use.
Optimum RPM 680; Torque 165 ft-lbs; HP 21; Running Hrs 10
Currently resides in Australia and no longer in use.
Engine #2:
Optimum RPM 650; Torque 135 ft-lbs; HP 17; Running Hrs 40
Currently in use to develop a "Fly-By-Wire" computer controlled throttle plate system.
Optimum RPM 650; Torque 135 ft-lbs; HP 17; Running Hrs 40
Currently in use to develop a "Fly-By-Wire" computer controlled throttle plate system.
Engine #2 (Turbo Configuration - 145 KPA or 7 Lbs
boost):
Optimum RPM 735; Torque 215 ft-lbs; HP 30, Running Hrs 8
Optimum RPM 735; Torque 215 ft-lbs; HP 30, Running Hrs 8
Engine #3:
Optimum RPM 800; Torque 146 ft-lbs; HP 22; Running Hrs 4
Plagued with problems, resides in Australia, not running, used for spare parts and mockups.
Optimum RPM 800; Torque 146 ft-lbs; HP 22; Running Hrs 4
Plagued with problems, resides in Australia, not running, used for spare parts and mockups.
Engine #4:
Optimum RPM 1065; Torque 170; HP 34.5; Running Hrs 6
Optimum RPM 1000; Torque 174; HP 33.1; Running Hrs 6
Running, has not yet been updated or tested with new improved porting and seals, slated to be done.
Optimum RPM 1065; Torque 170; HP 34.5; Running Hrs 6
Optimum RPM 1000; Torque 174; HP 33.1; Running Hrs 6
Running, has not yet been updated or tested with new improved porting and seals, slated to be done.
Engine #5:
Optimum RPM 800; Torque 160; HP 24; Running Hrs 10
Optimum RPM 600; Torque 171; HP 20; Running Hrs 10
Has larger bore and shorter stroke to increase compression for running on LPG and other alternative fuels. Slated for LPG conversion.
Optimum RPM 800; Torque 160; HP 24; Running Hrs 10
Optimum RPM 600; Torque 171; HP 20; Running Hrs 10
Has larger bore and shorter stroke to increase compression for running on LPG and other alternative fuels. Slated for LPG conversion.
Engine #6:
Optimum RPM 960; Torque 248; HP 45; Running Hrs N/A
Recently delivered from Australia fitted into a working Lincoln Welder.
Optimum RPM 960; Torque 248; HP 45; Running Hrs N/A
Recently delivered from Australia fitted into a working Lincoln Welder.
The status of port seal materials was discussed.
After experimenting with materials such as phosphorus bronze and incunel, the
best seal material was found to be class 40 - gray cast iron.
John Luft discussed the improved port design in the
port and combustion plates which give greater air intake and exhaust flows, and
he discussed the port plate design with billet inserts which allows on-the-fly
flexibility to alter port parameters. The centershaft has been a source of
problems. Past centershaft crack failures have been dealt with by a
complete centershaft redesign.
Part manufacturing has been completely shifted to the
USA. The original engine design has about 127 parts. 33% of parts
could be sourced from a parts supplier, 67% had to made. Redesign now
allows about 50% of parts to be obtained from a parts supplier and 50% made,
reducing costs. Parts are all now in SolidWorks CAD files, cataloged, and
assembly manuals have been created. AET has its own large CNC lathe and
vertical milling machine at the Gardena facility to manufacture all parts
in-house that are not off the shelf.
The stand-alone 10kw generator and plans for LPG
conversion have been shelved in favor of moving on to "Design Level 3".
Lead engineer, Ian Mann, has now taken control over the direction of OX2 engine
development. Ian decided that the small incremental steps taken to
overcome design flaws and improve OX2 performance were too costly and slowing
down development. He decided it would be best to start with a clean slate
and come up with a new design to eliminate all of the previous problems, flaws
and limitations. To this end, Ian hired his engineering friend, Mike
Edwards, from GE Nuclear, and the two engineers worked together to come up with
a completely new OX2 redesign. Ian estimates they are now 6 months ahead
by doing this redesign.
The primary change in Design Level 3 is the elimination
of the centershaft. The centershaft had been used to to move water
thoughout the block; to circulate oil; to support the ramp (cam plate); and to
support the inner block bearings. Design Level 3 will use a mechanical oil
pump; the backplate will support the ramp; and inner block bearings will be
supported by the back and front plates. The combustion chamber will have a
50% increase in airflow. The piston plate will be changed from aluminum to
a cast steel I-beam design which will have a 10X greater load capacity with a
weight increase of only 1 pound. The parts to assemble a piston plate will
be reduced from 72 to 16 parts. The cylinder bores will be increased from
a prior limitation of 69.5mm to 80mm. The engine capacity will increase
from 1.2 liters to 1.8 liters with no overall increase in engine
dimensions. There will be two sparkplugs firing per cylinder to increase
burnrate (i.e. a total of 4 plugs). Rockers will be beefed-up and
improved. (Rockers are like little seesaws that pivot and go inbetween the
piston plates, the piston plates ride the "seesaws." As one piston plate
goes up, the rockers pivot and push down on the other piston plate and vice
versa which serves to help hold the piston plates against the ramp or cam.
8 rockers are seated radially into the face of the cylinder block between the 8
cylinder bores and push down on the piston plates against wearpads located
between the pistons.) Off the shelf parts will be 36, manufactured parts
21, for a total of 57 parts compared to the 127 parts required by the previous
design.
Design Level 3 has already been laid out in CAD files
and casting patterns are being made. Some castings and parts have already
been produced. Some of these parts and patterns were on display at the
meeting.
John Luft then introduced Dan Gizaw of Danotek and
turned the meeting over to him. Located in Ann Arbor, Michigan, Danotek's
mission is to develop innovative electromechanical systems for energy and
transportation industries. Its main products are motors, generators, power
electronics and controls. As an example, Danotek is developing small
efficient brushless motors for the automotive industry. Danotek has over
100 patents.
For AET, Danotek is developing a NdFeB permanent magnet
DC generator (16-poles according to Ian Mann) that is liquid-cooled (cooling
shared with the OX2 and the electronics). The diameter is to be 380mm (15
inches) and length 330mm (13 inches). Its maximum weight, 100kg (220
Lbs) Digital power electronics will shape and control the electrical
characteristics and provide AC output. It will produce 35 KVA at 400/277
VAC, 50/60 HZ, and handle a 200% overload for 1 second and a 150% overload for
10 seconds. It will have a 94% efficiency. It will attach directly
to the OX2 in place of the backplate to be directly driven off the OX2.
Multiple gen-sets can be daisy-chained together for higher power
requirements. As OX2 power output improves, it will be possible to have up
to a 50 KVA gen-set in the same configuration.
Danotek began the project in June, has completed the
design, and has begun to look for and order parts. They expect to begin
benchtesting the generator by February 2005. Testing at the system level
is expected to begin in March or April depending on the success of integrating
generator with the OX2. Final commissioning is expected around May or June
2005.
AET expects to have 3 commercial applications ready for
market over the next year: the integrated gen-set with Danotek; the OX2
integrated Lincoln Welder; and OX2 technology available to any company wishing
to incorporate it in their own generator systems.
The meeting concluded and everyone was invited over to
the AET facility at Carroll Shelby Enterprises in Gardena. The building
housing Carroll Shelby Enterprises has been remodelled and enlarged since
the last OX2 demonstration, November 20, 2001. Walking back to the AET
facilities, one passes by a huge collection of motorcycles, plus a few Shelby
Cobras and even some vintage disassembled airplanes. Tons of Goodyear
racing tires are piled on the floor. Reaching the backroom, AET shares the
room with tons of machinery used to produce the Shelby 427 FE engines which lay
in quantity on the floor in various unfinished states of manufacture.
AET's HAAS SL-30 CNC lathe and HAAS VF-4 VMC vertical milling machine stand
amongst the machines. ( http://www.haascnc.com/products/
) The dynamometer rooms, once separated by a wall, are now combined into a
single area with a control panel for each of the two SuperFlow SF-901 dynos in
one control room with viewing windows looking into each of the two dyno rooms. (
http://www.superflow.com/products/
)
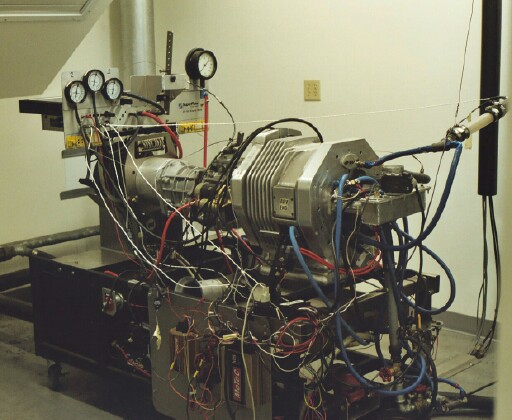
One dyno room held OX2 engine #4 which was demonstrated
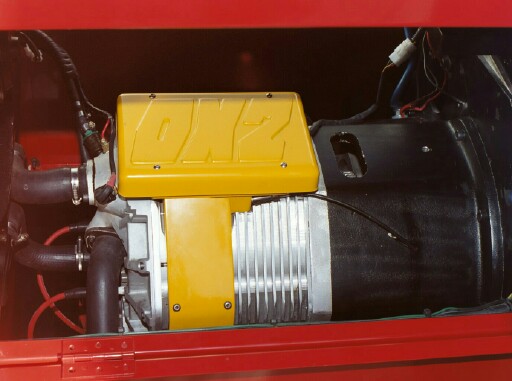
running. The second dyno room held OX2 engine #2 which was also
demonstrated running. Engine #2 is fitted with a "fly-by-wire" throttle
plate that was configured to maintain, by computer, constant RPM regardless of
load, 700 RPM in this case. Following the demonstration of engines #2 and
#4, attendees went outside to see a running demonstration of engine #6
integrated into a Lincoln Welder. OX2 engine #6 ran just fine, but,
unfortunately, the Lincoln Welder refused to produce electrical power, and AET
was unable to demonstrate the unit actually welding as planned. So, in
all, THREE OX2 engines were up and running at the demonstration!
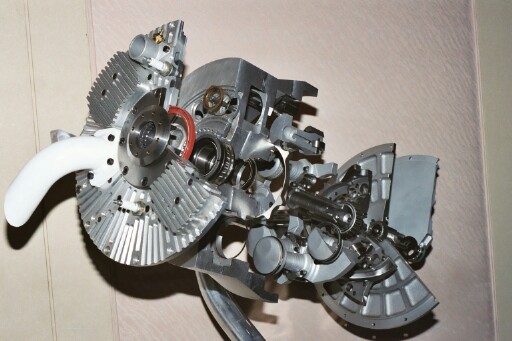
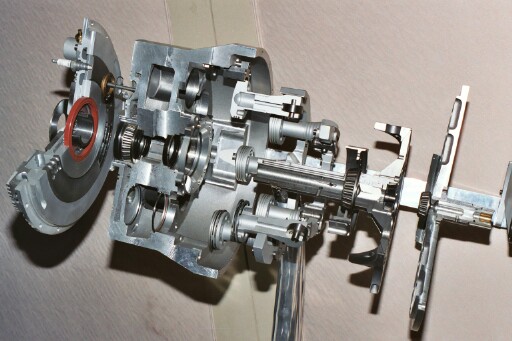

Above are photos of the OX2 cutaway model taken at the
November 11, 2003 meeting and a display board at the Gardena facility showing
OX2 engine parts. The part designs shown are now out of date.

Ian Mann is shown unveiling OX2 Design Level 3 parts,
patterns, and castings.
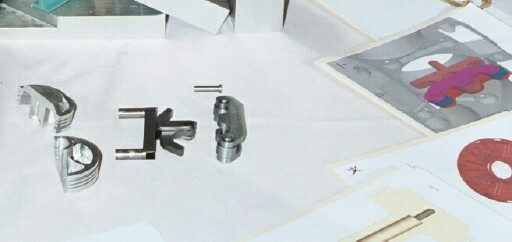
Above are a piston casting, an old rocker of previous
design is in the middle, and a new rocker designed with rollers is on the
right. On the far right is a CAD drawing showing how the 8 new
rockers will mount into slots on the face of the cylinder block between the
cylinder bores.

This is an old piston plate showing the rectangular
rocker wearpads that produced problems by coming loose during the engine
test runs.

Here, with the two piston plates nested together, the 8
pairs of rocker wearpads are clearly visible between the pistons. On the
surface of the cylinder block are 8 radial slots (with holes on each end)
between the cylinder bores where the 8 old design rockers are inserted.
The rockers "ride" the piston plates on the wearpads.

Above are the patterns and plastic castings of the new
Design Level 3 pistons plates, an old piston plate is shown in the
background. These will be steel castings in the finished product.
Note the I-beam design. Also note the raised circular pads on either side
of the piston holders. These new integrated rocker wearpads replace the
old rectangular wearpads.


The centershaft has been a problem in the past, with
shear stress cracks and cracking in the splines. The centershaft on top is
the old design. Below is a new centershaft designed stronger to
eliminate the stress cracks. Note its beefed up splines. Design
Level 3 will completely eliminate the centershaft.

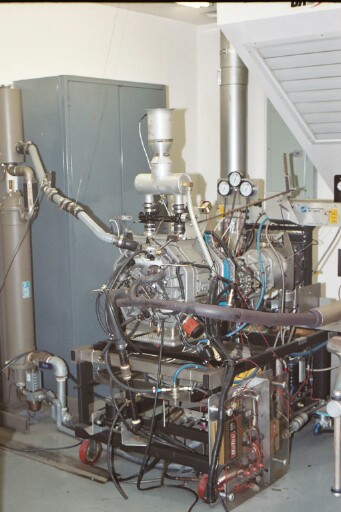
This photo from the November 11, 2003 meeting shows the
10 KW stand-alone OX2 gen-set. This project has been shelved in favor of
moving on to Design Level 3 and the Danotek integrated gen-set.


This is the SuperFlow SF-901 control panel for one of
two dynamometer rooms at the Gardena facility. Steve Wells is shown
running OX2 engine #4 at the demonstration.
Above is OX2 engine #4 running on the
dyno.

Ian Mann discusses the "fly-by-wire" throttle plate
being tested on OX2 engine #2 in front of the control panel for the second
dyno.

Above, at the top, is OX2 engine #2 in the second dyno
room. In the closeup below, the "fly-by-wire" throttle is seen in the
upper right with its wires running to the controller in the lower
left.

Daniel Gizaw, President of Danotek Motion
Technologies.

Here is OX2 engine #6 installed in a Lincoln
Welder.
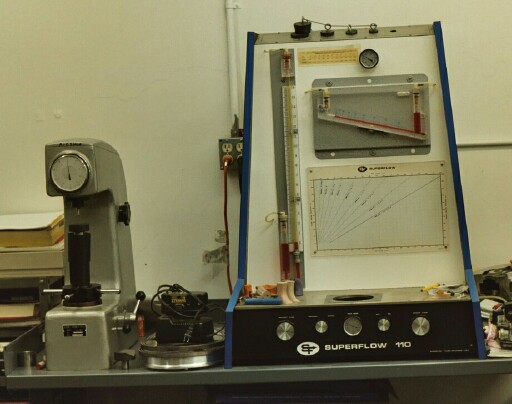
AET is equipped with a metal hardness tester and a
SuperFlow 110 flowbench for research and development.

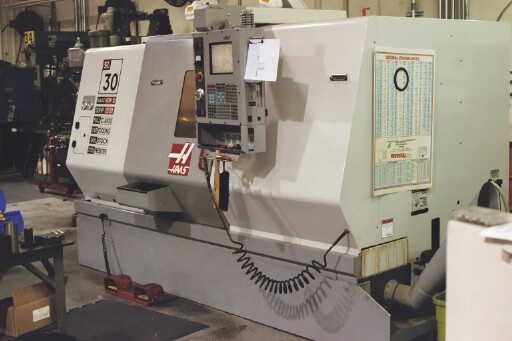
Shown are AET's HAAS VF-4 VMC vertical milling machine
and the HAAS SL-30 CNC lathe which can machine virtually all of the parts
needed for the OX2.


Looking inside the HAAS VF-4, on the left, and inside
the HAAS SL-30, on the right.
Return to OX2 Engine
News