But the oil drain passages from the head to the crankcase do not match between the block and head and modifications must be made. Also, oil supply to the head is different and this must be done externally also.
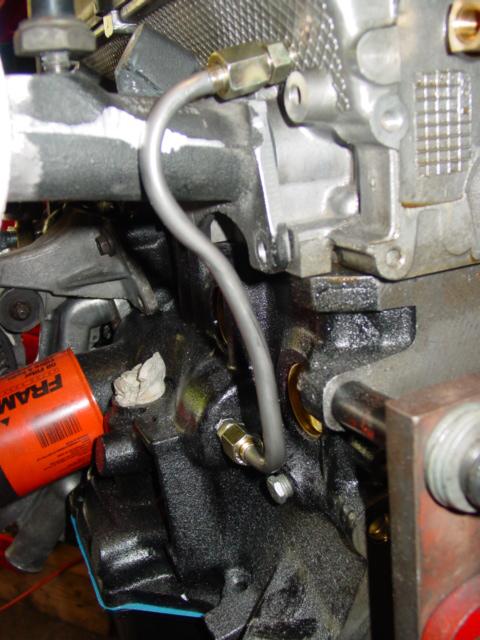
On the block, you must plug three large oil drain passages(1/2"NPT) and one small one(1/8"NPT). Some have done this differently, but I chose to block all 4. Also, the oil supply out of the common block must be plugged. This is seen in the picture below in the bottom right. I also plugged the 3 cross drillings. Believe it or not I did this with 16 penny nails and lock tight
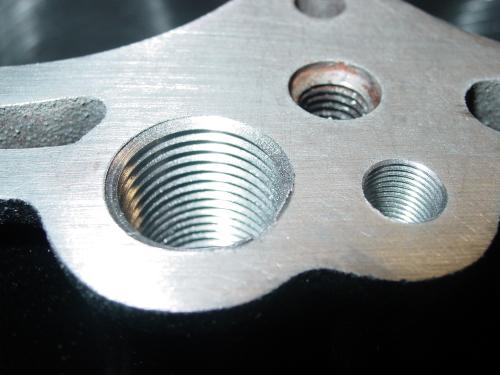
The 3 large drain passages are almost perfect for 1/2" NPT plugs. I used a 39/64ths drill to enlarge them for the 1/2" tap. The small passage way is tapped for 1/8" NPT.
The oil supply out of the head is plugged with 1/4" NPT lug.
Some of my plugs were cast iron and some were steel. The cast iron plugs machined off nicer than the steel ones obviously.
Below is a picture of the small and large oil drain passage in the center of the block. Before I installed the plugs
Click on the picture for a larger view.
Also there are 4 chamfers in the upper portion of the block which are to allow flow from the MLS DOHC head gasket. The MLS head gasket has small hole which are slightly off from the block.
Also in the upper right corner you can see a drilling which is not on a 2.5 common block. I drilled a 1/8" hole in the block to allow coolant from the block to access the head. The drilling is just above the #4 cylinder.
The 3 blue circles are 1/2" NPT plugs. The yellow circle is a 1/8" plug. The green circle is a 1/4" NPT plug which block oil pressure from reaching the head gasket.
The 3 red circles are steel rods(16 penny nail) in the crossover drilling with lock tight as well.