| ROCKSTEEL MARINE PTE LTD |
| Email: |
 |
 |
 |
 |
| American Bureau of Shipping |
| RECONDITION, SURVEY & CERTIFICATION BY MAJOR CLASSIFICATION SOCIETIES |
| Piston Crown * Pre-machining, pre-heating and rebuilding machined off areas of crown top, side crown and all ring grooves by automatic submerged arc welding using compatible MIG wires. * Stress relieving and final machining to original sizes * Double chrome plating on all ring grooves * Re-drilling and re-positioning all stud holes to oiginal sizes * Final checking by dye penetrant * Hydro-pressure testing to 10 kg/cm2 * Survey and certification by a major classification society |
| Cylinder Cover * Removing all cracks, blowouts and erosions by arc gouging and hand grinding and confirm removal of all cracks by dye penetrant checks * Pre-heating welded areas to 300 degress C and repairing all cracks and blowouts using AWS 8018 welding electrodes * Skimming combustion mating face and grinding welded areas of combustion face to original profiles and sizes * Re-boring welded valve cage bores and re-drilling indicator cock holes to original sizes * Lapping contact surface of valve cage bores * Cleaning, polishing and painting cylinder cover * Final hot hydro-pressure testing to 7 kg/cm2 * Survey and certification by a major classification society |
| Exhaust Valve Cage * Rebuilding of burnt off areas at exhaust gas flow passage by nickel welding * Rebuilding of eroded areas at valve cage body by nickel welding * Re-tubing of 4 cooling holes if required * Renewing of copper bands * Final maching to original sizes * Final hydro-pressure testing to 7 kg/cm2 |
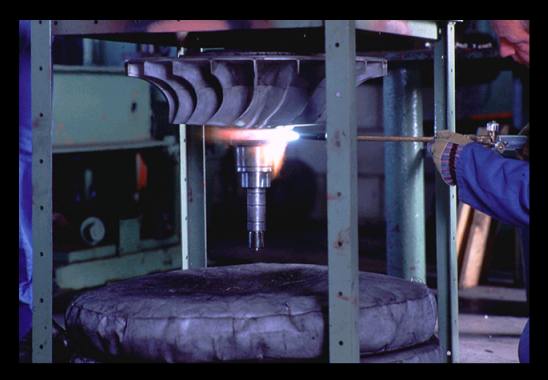
| Exhaust Valve Seat * Pre-machining, pre-heating and rebuilding machined off areas of valve side and lid by stainless steel welding * Machining recess of valve lid for D12 stellite welding using Plasma Transferred Arc welding system * Stress relieving and final machining of welded areas to original sizes including grinding of valve lid to maker's recommended specifications |
| Exhaust Valve Spindle * Pre-machining, pre-heating and rebuilding of valve lid, side and base by stainless steel welding * Intermediate machining of valve lid for D12 stellite welding using Plasma Transferred Arc welding system * Stress relieving and final machining of welded areas to original sizes * Finish grinding of valve lid for good contact * Renewing of lifting and lapping holes and polishing of stem * Final checking of valve spindle by dye penetrant |
| Turbocharger Rotor Shaft * Dismantling components from rotor shaft * Dismantling damaged turbine blades * Supplying new turbine blades and damping wire * Installing new turbine blades and machining to standard size * Ash blasting rotor shaft * Dynamic balancing of rotor shaft assembly |
 |
 |
 |
 |
 |