|
ENJEKSİYON MAKİNASI
( bölüm 1)

Enjeksiyon
ünitesinin temel görevleri:
 Bu makinalarda
helezon döner ve aynı anda huniden mal alır. Helezonun dönme
hareketiyle ileri doğru itilen malzeme , aynı zamanda hem
helezonun oluşturduğu sürtünme ısısı ve hem de ocak ısıtıcılarından
aldığı ısıyla erir. Eriyerek ileri hareket eden plastik
malzeme meme boşluğuna depolanır. Helezon kalıbı
dolduracak kadar malzeme meme boşluğuna doluncaya kadar
,yani mal alma konumuna ulaşıncaya kadar geri gider. Geri
hareketi esnasında helezonun arkasında oluşan geri basıncı
,hidrolik piston belli bir değerde sabit tutar. Bu sayede
helezonun geri dönme hızı azaltılarak daha homojen bir yapı
elde edilmesi sağlanır. Plastikasyon işlemi bitip meme boşluğu
yeterince malzemeyle dolduktan sonra helezon ,bir piston gibi
yüksek basınçla ileri doğru hareket ederek plastik
malzemeyi meme boşluğundan kalıp içine enjekte eder.
Meme ucundan çıkarken malzemenin sahip olduğu basınç
500 ile 2500 bar arasında değişir. Bu basınca enjeksiyon
basıncı denir. Enjeksiyon
ünitesinin yani enjeksiyon grubunun ana amacı plastik
malzemeyi eritmek
ve kalıba basmak şeklinde özetleyebiliriz. Sürekli aynı ağırlıkta
ve aynı kalitede parça üretimi için kalıba basılan
malzeme miktarı her seferinde aynı olmalıdır. Bunun için
enjeksiyon grubu sürekli aynı sıcaklıkta kalması homojen
malzeme baskısı yapabilmelidir.
Bu makinalarda
helezon döner ve aynı anda huniden mal alır. Helezonun dönme
hareketiyle ileri doğru itilen malzeme , aynı zamanda hem
helezonun oluşturduğu sürtünme ısısı ve hem de ocak ısıtıcılarından
aldığı ısıyla erir. Eriyerek ileri hareket eden plastik
malzeme meme boşluğuna depolanır. Helezon kalıbı
dolduracak kadar malzeme meme boşluğuna doluncaya kadar
,yani mal alma konumuna ulaşıncaya kadar geri gider. Geri
hareketi esnasında helezonun arkasında oluşan geri basıncı
,hidrolik piston belli bir değerde sabit tutar. Bu sayede
helezonun geri dönme hızı azaltılarak daha homojen bir yapı
elde edilmesi sağlanır. Plastikasyon işlemi bitip meme boşluğu
yeterince malzemeyle dolduktan sonra helezon ,bir piston gibi
yüksek basınçla ileri doğru hareket ederek plastik
malzemeyi meme boşluğundan kalıp içine enjekte eder.
Meme ucundan çıkarken malzemenin sahip olduğu basınç
500 ile 2500 bar arasında değişir. Bu basınca enjeksiyon
basıncı denir. Enjeksiyon
ünitesinin yani enjeksiyon grubunun ana amacı plastik
malzemeyi eritmek
ve kalıba basmak şeklinde özetleyebiliriz. Sürekli aynı ağırlıkta
ve aynı kalitede parça üretimi için kalıba basılan
malzeme miktarı her seferinde aynı olmalıdır. Bunun için
enjeksiyon grubu sürekli aynı sıcaklıkta kalması homojen
malzeme baskısı yapabilmelidir.

1-Helezon
(vida) :
plastik
malzemeyi eriten ve kalıba
basan makine
parçalarına helezon denir. Plastik malzemenin huniden mememe
boşluğuna kadar erimiş olarak ve homojen bir şekilde
gelmesi, hem ocak ısıtıcılarından sağlanan
ısı enerjisi hemde helezonun dönme hareketinin neden
olduğu mekanik enerji tarafından sağlanır. Bir helezon
sisteminde bulunması
gereken özellikler;
-
İyi
plastikleştirme (eritme ) performansı,
-
Verimli
(kısa zamanlı) malzeme transferi,
-
Sıcaklığın
ve katkı malzemelerinin homojenliğini sağlayabilme
-
Kendini
iyi temizleye bilme kabiliyeti
Helezonlar genelde 3 farklı bölgeden meydana
gelirler. 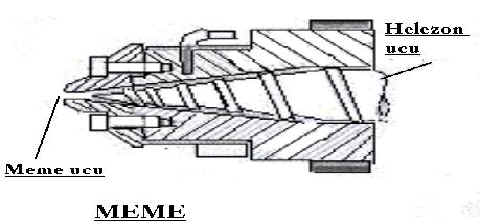
a-Besleme bölgesi :
Besleme bölgesinde tanecikli, parçacıklı veya toz haldeki
katı malzeme taşınır ve sıkıştırma bölgesine
iletilir.bu bölge akış yoğunluğunun sağlana bilmesi için
derin yapılmıştır.
b-
Sıkıştırma bölgesi: Besleme
bölgesinden alınan malzeme hem ileri doğru verilir. Hemde
malzeme helezon ve kovan arasında sıkıştırılarak
ergimesi kolaylaştırılır.
c- Ölçme bölgesi: Ölçme
bölgesinde ise homojen hale gelmiş olan malzemenin
enjeksiyon yapılacak malzemenin sıcaklığına çıkarılır
ve kalıplama ya hazır duruma getirilir.
Vidalar
kullanılan malzemeye göre değişim gösterir örneğin şekilde
gördüğünüz gibi PVC ve Nylonda kullanılan vidalar
belgelendirme yönünden farklılık göstermektedir.
 2-Çek
valfler:
Enjeksiyon
helezonlarına bazen, helezonların enjeksiyon ve tutma basınçları
safhalarında bir piston gibi hareket etmesini sağlayan ve bu
arada malzemenin geri akışına
engel olan parçalar takılır. Bunlar, helezonun uç bölgesine
takılan “geri dönüşümsüz valf veya çek valf” denen
parçalardır. Bu parça gurubunun hepsine birden “yüzük
-torpil veya yüksük-torpil takımı” da denilmektedir. 2-Çek
valfler:
Enjeksiyon
helezonlarına bazen, helezonların enjeksiyon ve tutma basınçları
safhalarında bir piston gibi hareket etmesini sağlayan ve bu
arada malzemenin geri akışına
engel olan parçalar takılır. Bunlar, helezonun uç bölgesine
takılan “geri dönüşümsüz valf veya çek valf” denen
parçalardır. Bu parça gurubunun hepsine birden “yüzük
-torpil veya yüksük-torpil takımı” da denilmektedir.
Bir geri dönüşsüz valfte aranan
özellikler

Önümüzdeki
sayımızda sizlere enjeksiyon ünitesinin diğer parçalarını vermeye devam
edeceğiz. Geçen sayılarımızdaki bilgilere ulaşmak için arşive
bakabilirsiniz
|


