
|
| In a quest for safety in track construction and maintenance, Amtrak's engineering department set about under the auspices of the FRA Volpe Test Center and Dr. Ted Sussmann to test track stability and resistance to "kinking" after different phases of track maintenance and specific actions to restabilize the track. |

| The site was chosen for it's concrete ties, ease of access and it's even and measurable ballast shoulder. The first thing necessary was the application of strain gauges to monitor compression or tension stresses in the track and their changes due to temperature or track work. Here the site is ground and cleaned to accept the weld on strain gauge. |

| Once the site was prepared for the strain gauge, the gauge is welded onto the rail at it's neutral axis with a special straingauge spotwelder. It's a tedious job and one had better have good eyes or good glasses. the adhesion has to be perfect as the straingauge must duplicate the stresses in the rail exactly. |

| The straingauge is actually two gauges mounted at right angles on a common shimstock. this allows exact placing on the rail and a guarantee no differences will be present between gauged sites. The tiny dots around each gauge are actually the individual spot welds. note that the top gauge is fully welded but the bottom vertically mounted gauge is not yet finished. |

| The strain gauges are affixed with a special welder about the size of a school lunchbox, self powered with a rechargeable battery inside. As luck had it, the battery decided it would no longer charge and we were in a bit of a pickle. Investigation found the dead gelcell was 12 volts nominal, so with a bit of wire and a bit of enginuity the suburban 12 volt electrical system fed the welder. It wasnt nearly as portable but we definately wouldnt run shy of power! |

| Once the straingauges were affixed, they were red with a portable straingauge box and the value noted. at various times through the test readings were taken to compare to these baseline readings |


| The bulk of the test lay ahead. Multiple series of 25 ties within four zones were to be pushed 90� to the track and the force required to move them would be recorded and charted under different circumstances. A baseline set was taken on fully stable "undisturbed track". A continuous action tamper then tamped through the four zones. Zone "A" was tested after the tamper had finished. Zone "B" and "C" were stabilized mechanically then tested. Zone "D" was tested after twelve round trips of a work train as per existing procedures, |

| A Plasser PTS62 Stabilizer was used as mechanical stabilization. 90mm flyweights were used and all machine pressures and frequencies were monitored. The stabilized site had various pressures and frequencies used across it's length to test a range of variables. |

| The basic test setup consisted of a ram shoving on a tie. the ram was attached to the rail, which was jacked just out of the railseat to allow the tie to move. Reaction blocks on adjacent ties kept the rail where it belonged as the ram yanked on it. Once the tie moved, it was simply jacked back by the same rig reversed. |

| Data would be plotted on an "X-Y" chart. the x axis was read by a linear potentiometer or "string pot" and measured the tie movement perpendicular to the rails. Since we were shoving against the east rail, the west rail was used for distance referencing. of course both rails were jacked up and blocked above the tie clip shoulders so the tie could move unrestricted. The y axis was read from a pressure transducer in the hydraulic pump and was converted to raw pounds of linear pressure according to the area of the ram piston. |

| Data was to be collected digitally to be postprocessed and so other mathematical calculations could be done. The data collection software had other ideas. Compatibility issues cropped up onsite and the software could not be used. An analog X-Y chart recorder was used instead. Post processing could not be done, but the original intent of the project could be achieved. |
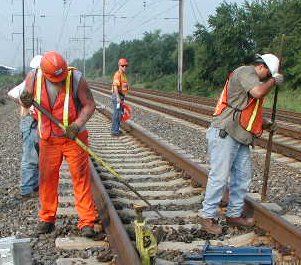

| We were supported by the Baltimore subdivision track department, and those guys shined. The work was exhausting and meticulous attention to detail was needed. Hundreds of ties had to be unclipped and clipped, rail was jacked numerous dozens of times, and all had to be returned to safe track condition at the completion of each test, all in midsummer heat. The work was performed quickly, efficiently, and woth no injuries near misses or incidents. |

| When all was said and done, the test was an absolute success, thanks to all involved. The data proved invaluable in future safety of railroads after "out of face" maintenance procedures. It also contributed to reassuring regulators of Amtrak's commitment to safety in our practices and procedures. |
