Previously a 1.25" aluminum rod was turned down, faced, center-drilled, and bored out to approximately 1.05".If you are a beginner machinist (like me) I recommend browsing this site for starters.
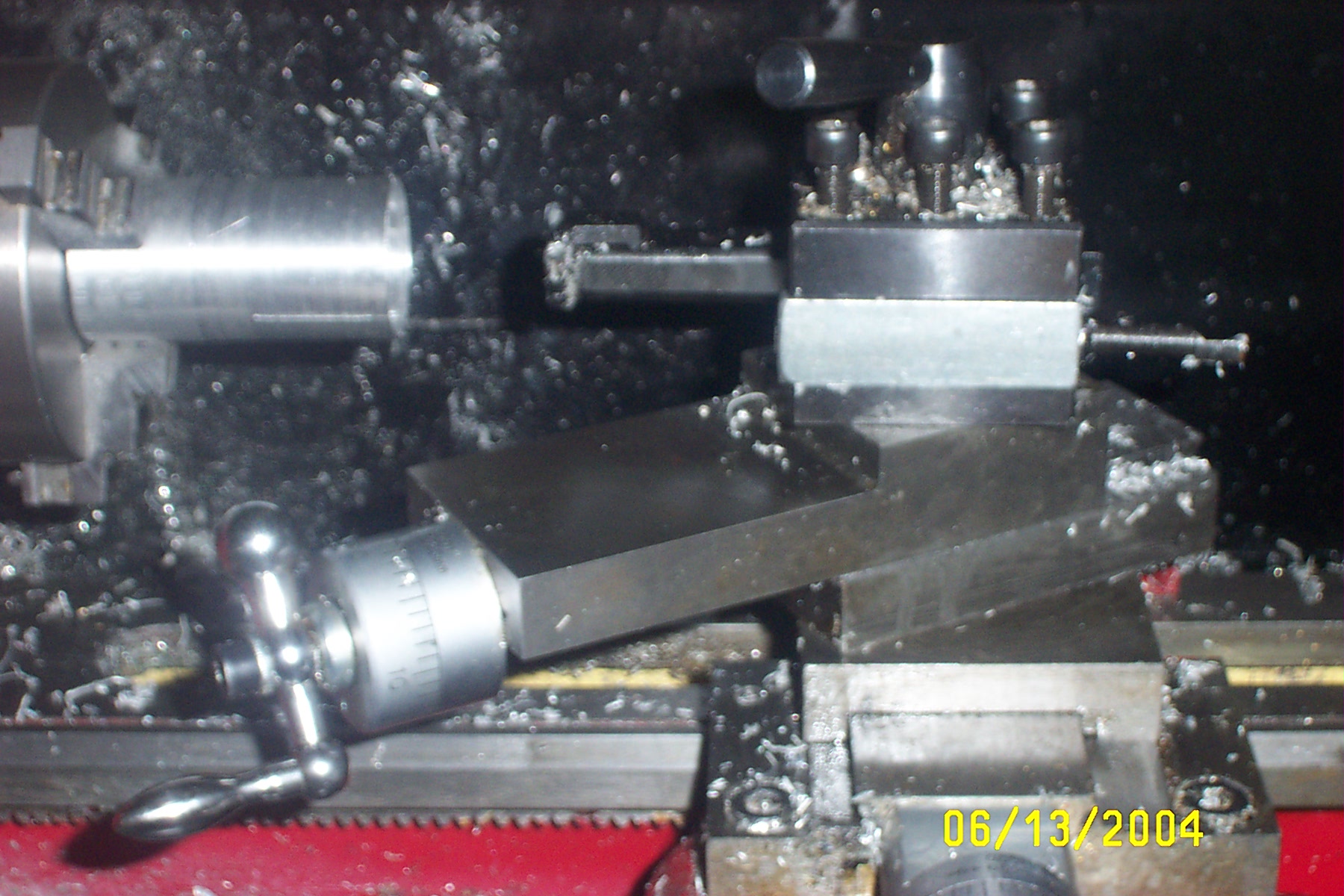
Once the hole was bored out, the compound was rotated clockwise and adjusted to an angle 29.5 degrees from the ways. The toolpost was then adjusted so that the threading tool holder is then aligned parallel to the ways and facing the headstock. This way the threading bit is exactly perpendicular to the thread to be cut. Finally, after the gears are set for 40 tpi, the feed is engaged so the tool moves toward the headstock.
Being not an experienced machinist, the above procedure took a lot of research to get down. The best procedure with pictorials that I could find is entitled thread.pdf and is located in the yahoo group: mlathemods
One you join the group (free), go to the FILE section and look for thread.pdf