Ultrasonic
Machining: USM
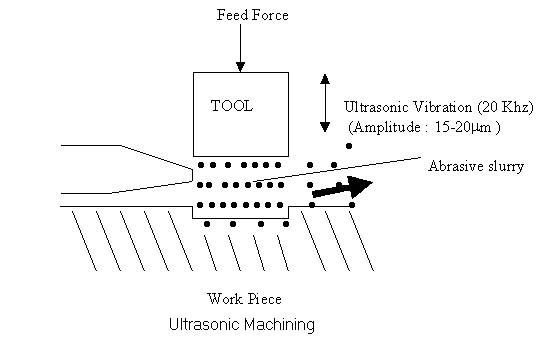
Ultrasonic Machining is finding wide application in machining of conducting as well as non-conducting materials. The process involves a tool vibrating with a very high frequency and a continuous flow of abrasive slurry in the small gap between the tool and the work surface. The tool is gradually fed with a uniform force. The impact of the hard abrasive grains fracture the hard and brittle work surface resulting in removal of work material in form of small wear particles which are carried away by the abrasive slurry. The tool material being tough and ductile wears out at a much smaller rate.
Material removal in USM is due to:
i) Hammering of the abrasive particles on the work surface by the tool
ii) Impact of free abrasive particles on work surface.
iii) Erosion due to cavitation
iv) Chemical action associated with fluid usedFollowing assumptions are made for
determination of mrr:
i) The rate of work material removal is proportional to the volume of work material per impact.
ii) Rate of work material removal is proportional to the number of particles making impact per cycle.
iii) The rate of work material removal is proportional to the frequency (number of cycles per unit time)
iv) All impacts are identical
v)
All abrasive grains are identical and spherical in shape.
So, Q
= v Z f
Q is the material removal rate in mm3 /min.
'v' is the volume of work material dislodged per impact (mm3 )
'Z' is the number of particles making impact per cycle.
f is the frequency of impact
(number of impact per minute)
Let us assume that the volume removed per grit (abrasive particle impact (indentation) ) be a hemispherical volume.
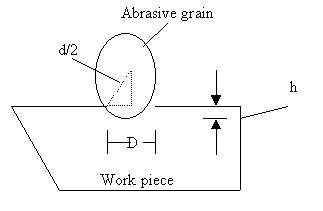
Here, d = diameter of the abrasive particle
h = indentation caused by the particle on the
work surface
D = diameter
of the hemispherical volume of the work material being removed.
If we see the figure (not to the scale) carefully, we can
figure out:
(D/2)2 =
(d/2) 2 – ( d/2
– h) 2
or, D =
2 (dh) 1/2
And now we can assume that the material removed is in shape of a hemisphere of diameter D. So, the volume of material removed by impact of a single abrasive particle will be v = (2Õ/3 ) (D/2) 3
= (2Õ/3
) (d h) 3/2
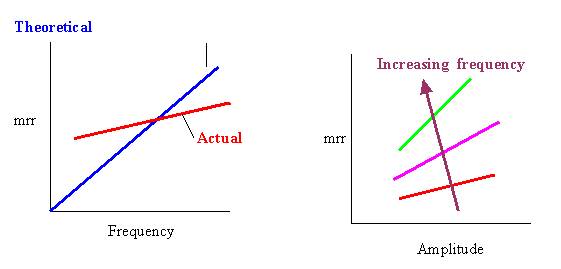
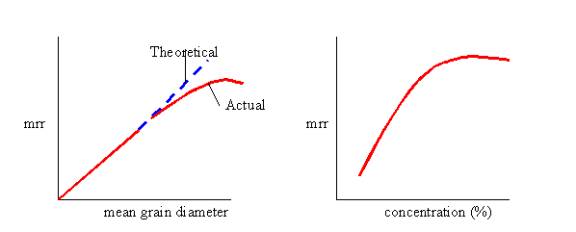
Process parameters:The
important parameters that affect the process are :
i) Frequency
ii) Amplitude
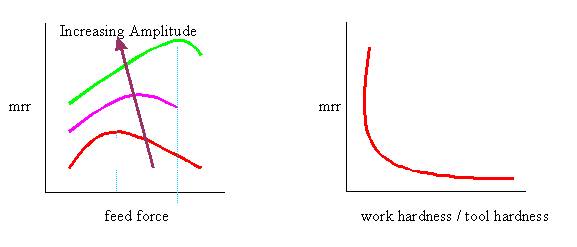
iii) Static Loading (Feed Force)
iv) Hardness Ratio of The Tool & Work Piece
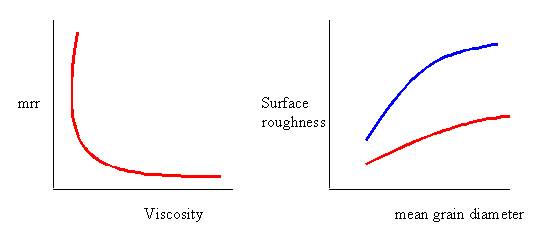
v) Grain Size
vi)
Concentration of the abrasives in slurry
|
Work Material |
Relative MRR |
|
Glass |
100 |
|
Brass |
6.6 |
|
Tungsten |
4.8 |
|
Titanium |
4.0 |
|
Steel |
3.9 |
|
Chrome Steel |
1.4 |
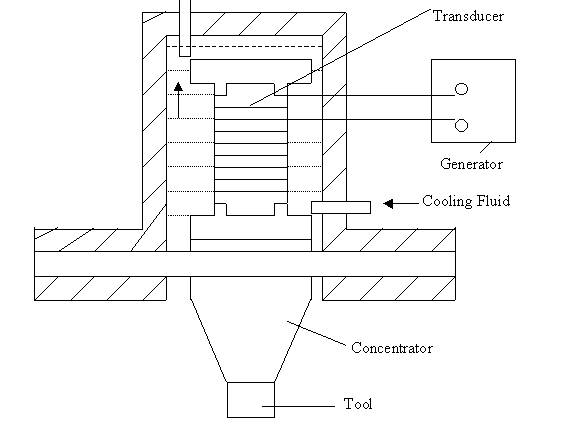
Acoustic Head: It produces vibration in the tool. It consists of a generator for producing high frequency electric current, a transducer to convert this into mechanical motion in the form of high frequency vibration, a holder to hold the head and a concentrator to mechanically amplify the vibration while transmitting it to tool.
Most
transducers used in acoustic-head work in magnetostriction. Vibration of
frequency 15-30 KHz can be generated with low voltage supply and with simple
cooling arrangement. Stamplings are used to reduce loss as in transformers. The
dimensions are such chosen that the natural frequency coincides with the
electric frequency. Almost all modern machines use the magnetostriction
transducers made of Nickel stamplings, 0.1 – 0.2 mm in thickness.
![]()
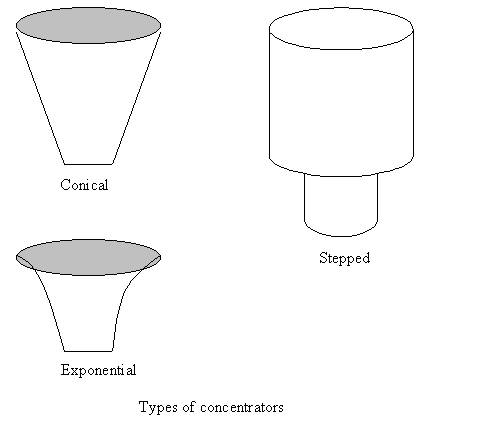
The main purpose of the concentrator is to increase the amplitude, to the level needed for cutting. Various types of concentrators are used
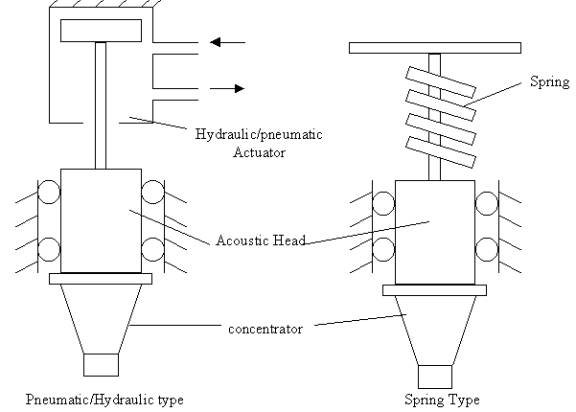
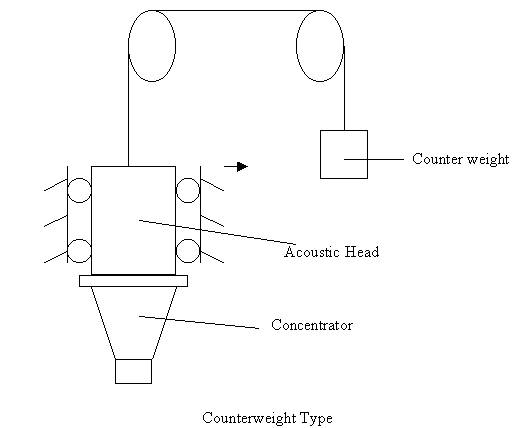
Feed
Mechanism: It applies the working force during the machining
operation. The basic types of feed mechanisms used are:
i) Hydraulic/ Pneumatic Type
iii) Counter Weight Type
iv) Spring Type
Tool:
The tool is made of a strong but ductile metal. Generally
stainless steel and low carbon steels are used for making the tools. Aluminium and brass tools wear faster than steel tools.
Abrasive
Slurry: Boron carbide (B4C), Silicon Carbide (SiC),
Corundum (Al2O3), diamond and Boron Silicarbide are
commonly used abrasives. Water is mostly commonly used fluid in the slurry.
Benzene, glycerol and oils are also used. Mrr tends to decrease with increasing
viscosity of the slurry.
Summary
of USM Characteristics:
Mechanics of Material Removal: Brittle fracture caused by impact of abrasive
grains
due to tool vibrating at high frequency.
Medium
Slurry
Abrasives
B4C, SiC, Al2O3, Diamond (100-800) grit
size
Vibration:
Frequency
15-30KHz
Amplitude
25-100mm
Tool:
Material
soft steel
(Material Removal Rate) to
Tool
Removal Rate Ratio
1.5 for WC work piece, 100 for glass
Gap
25-40 mm
Critical Parameters Frequency, amplitude, tool material
grit size, abrasive material, feed force
slurry Concentration, slurry viscosity
Materials Application Metals & Alloys (Hard and Brittle),
Semiconductors, non-metals, glass, ceramics
Shape Application
Round & Irregular Holes, Impressions
Limitations Low mrr, tool wear, smaller depth of holes