Non-Conventional Machining Processes
Before starting our actual
discussion about non-conventional machining processes let us see few problems
that we encounter in conventional machining process:
1.
Drilling a hole in a glass plate. (Which material to use as drill?)
2.
Drilling a long narrow hole, let us say of 1m-length and 0.01mm diameter.
3.
Machining or shaping a very hard material like ceramics or carbide.
Non-conventional
manufacturing processes are so called because they don't use traditional tools
and methods for shaping of materials. All pf these methods make use of a form of
energy which can be mechanical, electric, thermoelectric, chemical etc.
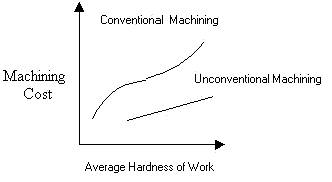
The
emergence of advanced difficult- to-machine materials (tough super alloys,
ceramics and composites), stringent design requirements (high precision, complex
shapes and high surface quality) and high machining cost are some of the
problems being faced by the manufacturing industry.
Advanced
materials play role is modern manufacturing industries, especially in aircraft,
automobile, tool, die and mould making industries. The greatly improved thermal,
chemical and mechanical properties of the material (improved strength, heat
resistance, wear resistance and corrosion resistance) have yielded enormous
economic benefits to the manufacturing industries through improved product
performance and product design. Traditional machining processes are not so
efficient and able to machine the materials economically. This is because the
traditional machining is most often based on removing the material using tools
harder than the work piece. Polycrystalline diamond is an example of a hard
material, which cannot be efficiently machine by traditional processes.
One of the most commonly used traditional processes for polycrystalline
diamond machining is grinding but the grinding wheel wear rate in the case is 50
to 200 times higher than the wear rate of normal materials.
Similar is the difficulty in machining ceramics and composites.
So,
to list, following factors had boosted the development of non-conventional
machining processes:
a)
New Materials With Low Machinability
b)
Dimensional Accuracy Requirements
c)
Higher Production Rate & Economy
Classification
of non- conventional processes:
Non-conventional
process, a method to remove the material from a given work piece without using
the conventional sharp edged tools like turning tool, drill bits etc.
Some form of energy, mechanical, electrical, chemical etc is used to
remove material. These processes can be classified into various groups according
to type of energy they employ namely:
|
Energy
Type |
Energy
Source |
Processes |
Mechanism |
|
Mechanical |
Pneumatic Hydraulic |
q
Water Jet Machining (WJM) q
Ultrasonic Machining (USM) q
Abrasive Jet Machining (AJM) |
Erosion Shear |
|
Chemical |
Corrosive
Agents |
q
Chemical Machining (CHM) |
Chemical Ablation |
|
Electrochemical |
High
current and electrolyte solution |
q
Electro Chemical Machining (ECM) q
Electrochemical Grinding (ECG) |
Ion
Displacement |
|
Thermoelectric |
Ionized
material |
q
Ion Beam Machining (IBM) q
Plasma Arc Machining (PAM) q
Electrical Discharge Machining
(EDM) q
Electron Beam Machining (EBM) q
Laser Beam Machining (LBM) |
Fusion
& Vaporization |