
|
OTHER TITLES
Time Series-based Bifurcation Analysis |
STUDY OF CeO2 THIN FILMS GROWN BY
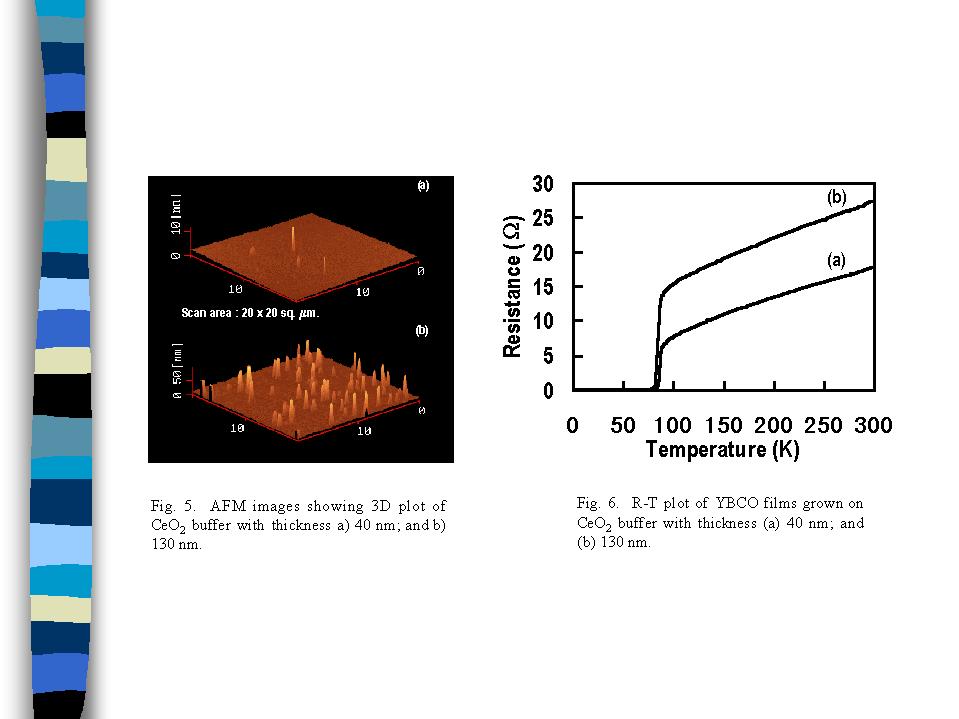
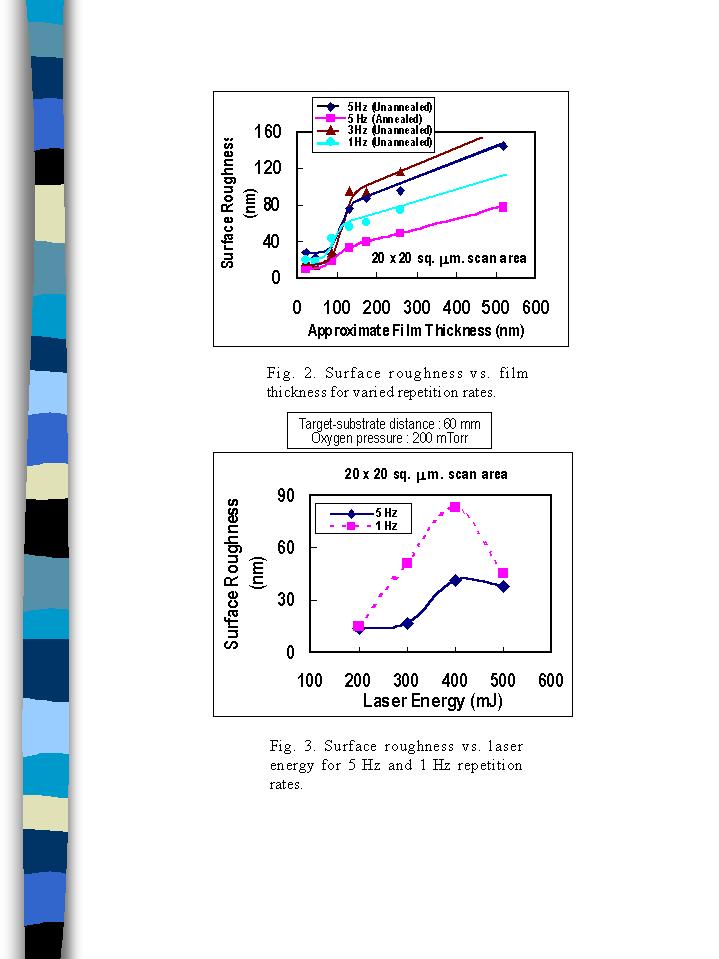
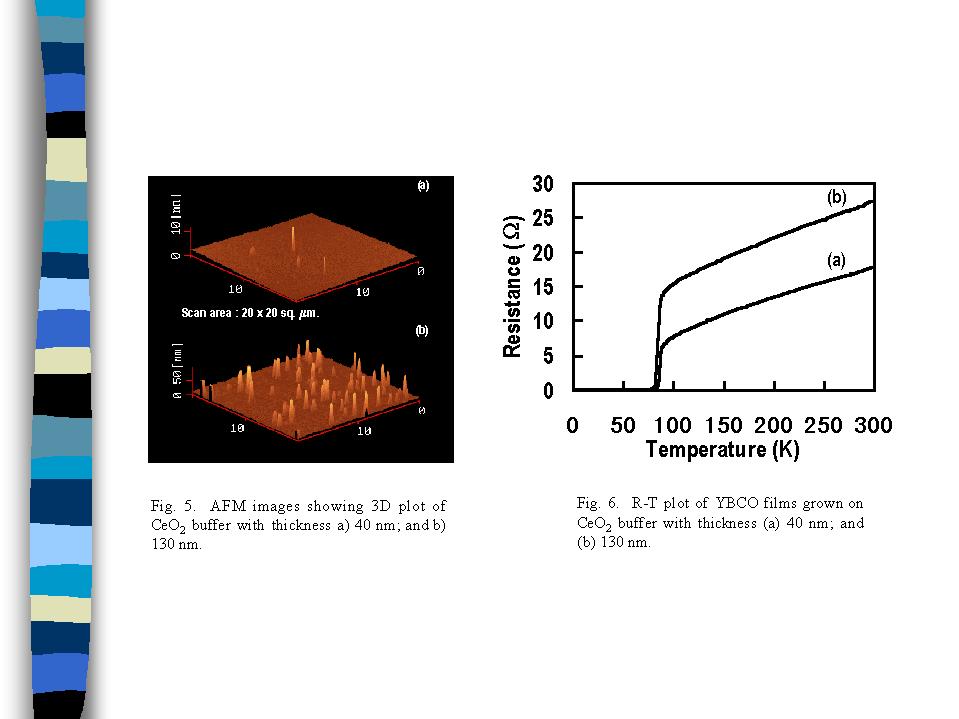
PULSED LASER DEPOSITION I. INTRODUCTION Conceptually and experimentally, pulsed laser ablation is an extremely simple technique, probably the simplest among all thin film growth techniques. It consists of a target holder and a substrate holder housed in a vacuum chamber. A high-power laser is used as an external energy source to vaporize materials and to deposit thin films. A set of optical components is used to focus and raster the laser beam over the target surface. The decoupling of the vacuum hardware and the evaporation power source makes this technique so flexible that it is easily adaptable to different operational modes without the constraints imposed by the use of internally powered evaporation sources. The advantages of pulsed laser ablation are flexibility, fast response, energetic evaporants, and conguent evaporation. In our laboratory, the pulsed laser ablation system is used to deposit YBa2Cu3O7-y (YBCO) superconducting thin films on buffered Al2O3 and CeO2, BaO, and Y-stabilized zirconia (YSZ) for use as a buffer layer for the growth of YBCO. II. EQUIPMENT A. Laser In our laboratory, the pulsed laser ablation system is used to deposit YBa2Cu3O7-y (YBCO) superconducting thin films on buffered Al2O3 and CeO2, BaO, and Y-stabilized zirconia (YSZ) for use as a buffer layer for the growth of YBCO. In general, the useful range of laser wavelengths for thin-film growth by PLA lies between 200 nm and 400 nm. Most materials used for deposition work exhibit strong absorption in this spectral region. The system uses a KrF excimer laser emitting at a wavelength of 248 nm as the deposition source. The excimer is a gas laser system. The gas mixtures are comprised of three components: rare gas (Kr), halogen (F2), and Ne as a buffer gas. Operating pressure is around 3000 mbar. Unlike Nd3+: YAG lasers, excimer laser emit their radiation directly in the UV (ultraviolet). High outputs delivering in excess of 1 J/pulse are commercially available. These systems can also achieve pulse repetition rates up to several hundred hertz with energies near 500 mJ/pulse. Consequently, the excimer is generally the laser of choice for PLA work. The KrF laser currently used is a Lambda-Physik Compex 201 model with the following maximum values: 650 mJ energy output, 10 Hz repetition rate, 6 W power, and beam size of 24 x 6 [mm] V x H. B. Optics Between the output port of the laser and the laser port of the deposition chamber, optical elements are placed in order to steer and focus the beam. The optical elements that couple the energy from the laser to the target are lenses and apertures; mirrors, beam splitters, and laser windows. The system uses UV-grade fused silica port window and spherical lenses. The primary function of the lens is to collect radiation from a point on the source (laser) and focus it to a corresponding point on the target to achieve the required energy density for ablation. Dielectric multilayer mirrors are also used in order to deflect the laser beam into the port window. C. Deposition system The deposition system consists of four chambers: A. Sub-chamber; B. Main (deposition) chamber; C. Annealing and sample stacking chamber; and D. AFM/STM chamber (please refer to illustration/photo). Each chamber is pumped separately by turbo molecular pumps and vacuum pressure is monitored using ion-gauge filaments. Samples are loaded in the sub-chamber, and transported into the main chamber using a slide shaft via a load lock mechanism. In the main chamber, the samples are mounted onto a resistive heater. The main chamber also houses a target carousel which can hold up to 6 targets. These targets can be rotated and rastered for uniform erosion and the positions can be exchanged in situ for multilayer thin films fabrication. Deposition is usually carried out in the presence of oxygen gas. Film growth can be monitored in-situ using a quartz crystal for thickness measurement and RHEED (reflection high energy electron diffraction) counter. If necessary, the substrate or film can be annealed in the annealing/sample stacking chamber equipped with a tungsten filament heater. This is usually performed in order to improve the smoothness of the surface of the substrate/film and to remove any surface contaminants. After deposition the films can be directly examined in-situ using the AFM/STM facility. III. EXPERIMENTAL A. Introduction Pulsed laser ablation (PLA) is widely used to fabricate thin films of the YBa2Cu3O7-y superconductor due to its ease of operation and reproducibility. The films thus formed do not require post-deposition annealing to be superconducting. The processing route involves many variables which would be expected to exert an influence on the early stages of the film growth and thereby the final microstructure. Such parameters include laser energy, laser pulse repetition rate, substrate temperature and oxygen background pressure. In principle, pulsed laser ablation using short-wavelength lasers such as the KrF or XeCl excimer laser is a non-equilibrium process. The interaction of the laser with the target produces a high-temperature plasma and the evaporized material is ejected in a directed jet-like plasma stream or plume. The vaporized species contain a mixture of neutral atoms, molecules, and ions. The advantages of the laser ablation technique are: 1) its ability to accurately replicate the stoichiometry of the ablation target within the laser-deposited film; 2) the high energy of the ablated species which may enhance the quality of film growth; 3) it does not require hot filaments which allow a number of reactive gases to be present in the chamber during deposition; and 4) a wide array of complex chemical compounds can be deposited. It is because of these advantages that this technique is chosen for this particular study. Among the various substrates used for YBCO thin films, sapphire is the most promising substrate for preparation of large-area films suitable for application in microwave electronics. It has a low dielectric constant (e' ~ 6) and dielectric loss tangent (tan d < 10-4). However, there are two major barriers to the successful deposition of YBCO directly on sapphire. Firstly, there is a large lattice mismatch of approximately 13% between YBCO (orthorhombic unit cell; a = 0.382 nm, b = 0.388 nm) and sapphire (hexagonal unit cell; aH = 0.476 nm, c ~ 1.29 nm). Secondly, Al atoms diffuse from the a-Al2O3 into the YBCO lattice during film growth process at elevated T (~750 - 800oC) which is detrimental to the superconducting characteristics, namely, critical temperature Tc and critical current density Jc. A simple approach to overcome these barriers is to make use of an intermediate buffer layer to accommodate the growth of YBCO on sapphire, the characteristics of which should include relative inertness and excellent lattice mismatch to either substrate or grown film. We focused our investigations on the growth on sapphire of one particular buffer layer : CeO2. CeO2 has a fluorite structure with a lattice constant of 5.413? and is very stable even at very high temperatures. Figure 1 shows the schematic illustration of CeO2 and its arrangment on r-cut Al2O3. It is extremely important to understand those parameters that directly influence the growth of CeO2 films. These parameters must be optimized such that a well-controlled growth will result to an excellent microstructure as a prerequisite for the growth of high-quality YBCO films. Furthermore, from studying the surface useful information on the mechanisms of heteroepitaxial growth can be derived. In this study, we investigated the effect of substrate annealing, laser parameters, and film thickness on the grain orientation and surface morphology of pulsed-laser-ablated CeO2 films. B. Experimental Results From XRD results, the orientation of the film was evaluated by calculating the volume fraction of (200)-oriented grains with respect to (111)-oriented grains. The volume fraction is not affected by the laser parameters but decreases with increasing film thickness, especially for films grown on annealed sapphire. A plot of surface roughness vs. film thickness in Fig. 2 shows that a critical value of the film thickness occurs at approximately 90 nm, greater than which the surface roughness (peak-valley height as measured through AFM) increases abruptly. This value is irrespective of the repetition rate or substrate preparation. In this batch, samples grown at 1 Hz on unannealed sapphire have low surface roughness values. Moreover, increasing the repetition rate and film thickness leads to the increase in areal density of large islands on the surface. Both the crystallinity and the surface roughness of the films are affected by the laser energy, and as seen in Fig. 3, a maximum is found at a value of 400 mJ for either 1 or 5 Hz repetition rate. A typical AFM morphology of CeO2 is shown in Fig. 4. The surface is comprised of longitudinal grains oriented perpendicular to each other and forming a mazelike pattern. CeO2 films of thickness ranging from 20 to 520 nm were grown using pulsed laser ablation technique. The microstructure of these films were examined using atomic force microscopy (AFM). The surface roughness (peak-valley height) increases abruptly after a critical thickness of ~90 nm is exceeded. Figure 5 shows the 3-D AFM image at a scale of 20 x 20 sq. ?m. of films with thickness below and above the critical value. YBCO films were subsequently grown on these films. Figure 6 shows a comparison of the R-T curves of two YBCO films. Characterization measurements showed that YBCO films grown on a CeO2 layer with thickness below the critical value to be of better quality in terms of its c-axis orientation, higher Tc value, and lower residual resistance Ro compared to another grown on a CeO2 layer with thickness above the critical value.
|
{kind=link}
{kind=link}
{kind=link}
{kind=link}