Defining Asset Management
Abstract: What is the next stage of development for a plant whose core maintenance processes and overall reliability are in good shape? This article defines an approach to asset management, giving a very specific set of processes that encompass all the known elements of maintenance and reliability, empowering people and continuous improvement. It is based on a project with a Mobil refinery where we are jointly developing the concept that we have labeled Total Equipment Asset Management TM (TEAM).
Asset management is a term that has been getting a lot of press recently. The term implies many things to many people, and there is no industry standard for application. Implied in the term, however, are some basic concepts:
Business goals drive decisions regarding the use and care of equipment assets
Asset strategy is determined by operational considerations
Maintenance and reliability are means to a defined goal, not an end in themselves
The intent is to optimize the application of all resources, not just maintenance
We have seen attempts to define asset management as life-cycle cost management; it has been used in the phrase "asset management reliability," which seems to be redundant or confusing; we have seen the term substituted for maintenance or reliability practices. We define asset management as a global management process through which we consistently make and execute the highest value decisions about the use and care of our assets.
Our approach is based on the Operational Reliability Maturity Continuum. This empirical model describes five stages of mastery that create a foundation of improved performance with growth potential continuing over a strategic horizon. This model was described in some detail in the September 1997 issue of Maintenance Technology magazine entitled "Developing an Asset Management Strategy."
Background
Mobil has identified reliability as a primary competitive opportunity. Prior to working with SAMI, they had developed the concept of "Business-Driven Reliability," or employing reliability improvement where business value is created. The opportunity lay in developing an overall business process where the business plan would be achieved by statistically assuring the underlying reliability of people, processes and equipment necessary to achieve the goals. And this would be assured at the lowest cost. While the goals may seem no different than other plants, the difference comes in the process, specifications and decisions necessary for implementation, and ultimately the new behaviors exhibited by the workforce.
The Asset Management Model
In addition to the asset management concepts identified in the first paragraph, we identify several more:
TEAMTM must completely align the business plan with plant realities, identifying specific equipment condition and performance gaps to overcome to achieve the plan
All of the work starts with an asset performance specification, based on supporting the business plan; we perform the necessary work to sustain the performance specification, neither more nor less
All measures, from a corporate ROIC (Return On Invested Capital), to plant contribution, to unit production rates, to specific equipment health requirements, to the supporting maintenance strategy, all cascade in alignment
The central focus of TEAMTM is the operator. He/she understands the manufacturing process and goals, understands and manages equipment health to meet requirements, and gathers the resources necessary to achieve production goals
Implementing asset management is a process. It contains in it the following elements, and the decision models to determine when to use them:
Empowered Workforce
Reliability Centered Maintenance
Work Management Processes
Predictive and Preventive Maintenance
Self-managed Work Teams
Measures of Leading and Lagging KPIs
Reliability Leadership and Planning
Continuous Improvement
Reliability Modeling and Equipment Risk Assessment
Cost of Unreliability Tracking
Root Cause Failure Analysis
Capacity/Business Objectives Modeling
Lifecycle Costing/Engineering
Activity-based Management
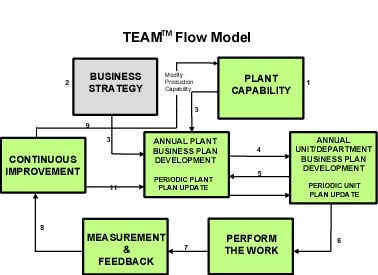
The TEAMTM process model is illustrated here. The flow is generally as follows, and explained in greater detail below:
We identify equipment criticality, condition, FMEA's, maintenance requirements
This information is taken into the annual planning process. Plant-wide goals are set and passed to the production units for validation
The production units prepare their production and expense plans, identifying what resources are required to meet the plant goals. They also identify improvement opportunities and resources. This information is passed back to the plant-level plan for review and consolidation
When budgets (activity-based now, not historical) are set, the units create an annual plan for all work in the unit (not just maintenance, but operations and engineering)
The work is done to the schedule
Results are measured
Corrective actions are identified and prioritized with the currently identified work
Any changes to the plant are modeled for impact on reliability, and new configurations are incorporated into Plant Capability
Plant Capability
In the Plant Capability segment we do "front-end RCM" on a processing unit. That is, we identify system and component hierarchy, we classify process and component criticality, we identify system failure modes and effects analysis, determine critical equipment condition, and assign a maintenance strategy for each system or component based on criticality and value. This positions us to prepare activity-based maintenance budgets, begins to identify equipment condition gaps, and provides the basic data to prepare a reliability model for the unit.
The operators and their supervision do all this work, after significant training. Initial training includes participating in The Manufacturing Game, which serves as a highly leveraged orientation and change management tool. It also initiates Action Teams, which model the type of team behaviors that will be necessary to operate the units in the future.
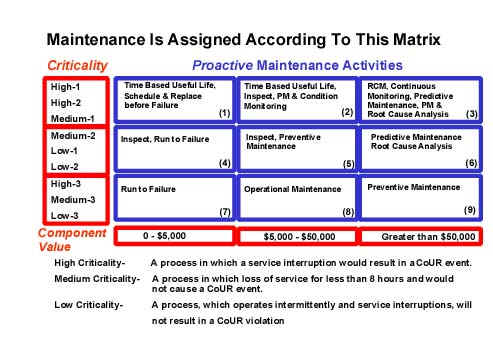
We have simplified the equipment condition assessment by equipment class type to be in a yes/no question checklist format that provides the basis for operator daily care practices. The maintenance strategy is assigned via a simple matrix based on component value and criticality.
Plant Capability, as shown by the diagram, is done initially and provides input to the annual business planning cycle.
Annual Plant Business Plan Development
Typical annual plans begin with Corporate setting a financial target for the plant, followed by efforts of the plant to justify a lower target, or deciding how to live with the goal. Most often this follows the "I wish" principle of goal-setting: in spite of not having made plan last year, we look for an increase of, for instance, 8% production this year, while decreasing the operating budget by 5%. Since the plant leadership team are "tough guys," they are left to figure out what to do differently. In most plants, decreasing budgets leads to less equipment attention, decreased equipment health, and declining production.
The process for capital investment is often even less structured; plant management finds out the capital plan is due in corporate by Friday, and meets all day Thursday to determine which projects will be proposed, based significantly on emotional commitment to specific projects. This lack of structure is not seen as important, however, since this only allocates a "bucket of money," and projects will be decided in earnest during the course of the year.
Unit goals are often specified by numbers for which there is little accountability during the year. Rather, we look for record shift goals, or running wide open, not knowing the consequences on equipment, safety or cost.
Under TEAMTM this process changes dramatically. The first step is to determine the effects of increased demand on the units for throughput. What is the probability of achieving the increased throughput goal? The chart below gives a viewpoint for production probability:
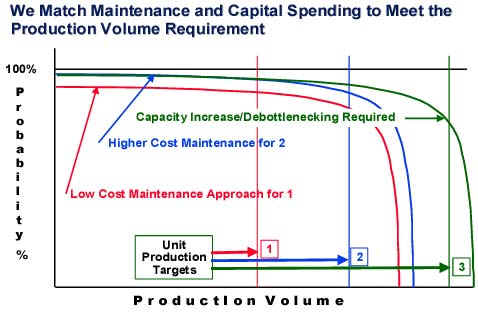
Depending on the unit's production volume requirement, we can select the appropriate maintenance strategy with to meet the probability of production required. If the unit at its healthiest equipment condition is unable to produce at that required rate, we design the capital project, along with the cost/benefit calculation. This is fed back into the planning process, to determine whether the cost of maintenance or capital project is justified to meet the rate requirement.
Thus we are able to iterate the goal setting process, based on facts and probabilities of achieving the goals. For instance, an 80% likelihood of achieving production targets would probably not be considered adequate assurance, and engineering steps would be taken in increase the probability to acceptable limits.
We will have a list of capital projects, each having a specific return on investment, from which the management team will choose. The guessing game is eliminated; it is actually likely that more capital will be approved since the justifications are so clear, and the plant debottlenecking efforts will be based on maximum utilization of existing assets, rather than substituting a capital project for good asset health practices.
For each capital project we will review RAM, MOR and MOC (reliability, availability, maintainability, management of reliability, and management of change). The Management of Reliability will assure that the probability of performing at specified production volumes for the unit is not negatively affected by the project work.
Annual Unit/Department Business Plan Development
The unit will set objectives based on the overall plant objectives, coming out of the initial pass of Prepare/Update Annual Business Objectives.
At this point the unit will determine the likelihood and barriers to achieving the production goal, as well as the maintenance budget. They will model in detail the unit's capabilities, creating performance specification for each system and subsystem, all the way to identifying the required MTBF for components. Where there exists a gap, we identify equipment upgrades, capital projects, and any changes in the maintenance program necessary to meet the goal. We will create an activity-based maintenance and operating budget, since we know the specific maintenance and operating strategies for each system and component in the unit.
The unit then signals the plant leadership what the costs and barriers may be to achieve the goals, and decisions are made regarding the variations. The important aspect here is the precision with which decisions are made. We know our capacity and probability of operation; we have a rationale strategy and associated cost with every maintenance activity, and will report on those activities and specific variances.
Given this level of specificity by the units, a planner will have most of the information necessary to begin his work, and can prepare most work packages ahead of time.
Perform the Work
In the Perform the Work segment, we introduce some new concepts. First of all the Work Management System, in addition to holding the maintenance work and resources, plans and schedules operations and engineering work and resources. For instance, if an RCM study is planned for a piece of equipment for this year, resources will be loaded against that as a task. The operators' daily rounds are identified as routine tasks, and reported as they are completed. Engineers in most plants are critical path resources, yet we don't schedule their time; in the TEAMTM process their tasks and priorities would be managed like the work of the craftsmen.
Another opportunity we grasp is scheduling all the work; this includes routine maintenance, responsive maintenance; operator performed maintenance; major maintenance, outages and shutdowns; engineering work. Fundamentally we need to plan everyone's work, and by doing so, we are making judgements about the priority and value of each task, start and stop times/ dates, and performance expectations, measures and reviews.
At this time the reader may ask, "Isn't this terribly structured and data driven?" "Where is there room for spontaneity and interest?" Our primary intent in manufacturing is to set a standard that meets customers' needs, and to manage work and product to minimize variation. That can only be done with data and planning. The fun comes in through the feeling of control and contribution by the hourly workforce, but being able to complete a planned task before starting several more, and by being consistently successful. More people than have participated in the past require creativity and better decision-making. Reducing variation in the manufacturing process is everyone's job, not just the managers and superintendents.
Because there are clear specifications for equipment health and work management, measurement becomes much easier. It is performed by the hourly staff, who are motivated to improve, as performance is directly related to rewards and recognition. We will need to make meeting performance targets pay well for the hourly ranks, just as management is measured and rewarded.
Measurement and Feedback
Review of results is an ongoing task. Variances are treated as opportunities to understand more about the equipment and the process. Because we have a direct knowledge of cause and effort in our equipment, we will identify necessary changes in our equipment, our knowledge, and our processes. Most failures will be seen as caused by the management system, rather the individuals who willfully fail to perform.
Continuous Improvement
Based on the analysis of the variance, we may find that our maintenance routines are under- or over-maintaining equipment, that we are not eliminating systemic failure modes and effects, that engineering projects are more or less robust that anticipated. Any changes we make need to be reflected back in the Plant Capability database. We may also make changes that affect our Annual Profit Plan, which will be updated.
We also recognize that many failures are effects of lacking of understanding of equipment function, so we take action to reduce our staff's actions as a source of variation.
Plan Updates
Control may be seen as desirable, but impossible, in our ever-changing world. Even a Stage 5 company has unplanned downtime. Customers' needs change. External forces buffet the plant, especially reactive responses to events. The question is not whether we will respond to change, but how to do so most productively.
Our approach suggests that keeping to a monthly plan is highly desirable. We can say in tune with the entire plant, and make changes in a planned fashion. One of the greatest causes of variation in production and equipment come when changes are made with little communication, with little planning, and little consideration for other effects. For instance, we often hear that driving a process beyond prior limits without safeguards caused an equipment outage. Or that one part of the plant made a change without informing the rest of the plant, and led to unexpected results.
The TEAMTM model calls for changes to be reflected in both the annual plan and the unit production plan. If we have a product that is currently selling at a high margin, and we want to adjust production levels, great! But let's make the change in a planned fashion. We revamp our annual plan to reflect volume changes; the units have a chance to respond to the efforts of the change, and to prepare for them. If we have been through this particular change before, we can safely make the production adjustments based on prior history. If our equipment configuration has changed, or our workforce has turned over, proceeding deliberately will maximize the likelihood of achieving the desired goals, and minimizing unintended consequences.
Specifically, in addition to changing our annual plan and the unit plan, we will work to understand the system stresses that will result from the change. We will run the appropriate models of RAM, MOR and MOC, as well as our unit reliability models to try to foresee and accommodate effects of the change.
Results Expectations
Mobil has made some very good gains, even though we are very early in the implementation process. From a financial perspective, teams have identified more than $1 million is benefits, and the Cost of UnReliability has a reduction trend in 1999 to yield $8-10 million. As telling, though, is the enthusiasm and dedication of the hourly workforce. Their leadership recognize the benefits of greater contribution, control and satisfaction that comes to the workforce with this process.
The unit teams receive more training than ever before, and they are applying the training immediately. Because this process leads to fundamental changes in managing activities, there are changes in virtually every job and core process in the plant. It is not a path for the timid or those unwilling to change.
Summary
Aligning plant resources to continuously maximize value and minimize variation has been an industry goal for decades. Technology and human factors have finally provided the tools necessary to close in on this achievement.
Advanced and sophisticated plants, able to successfully change and which have excellent leadership, are candidates for the process we call asset management, or TEAMTM. We suggest that companies complete a minimum of Stage 3 performance before they embark on this program.