GEROME HALLEUX
TRAVAIL DE QUALIFICATION 2002
6 ème TECHNICIEN CHIMISTE
L'ATPmétrie
Travail effectué chez INTERBREW
Interbrew se situant
à quelques kilomètres de mon domicile (Fléron), j'ai de suite pensé à aller
me renseigner là bas afin d'y effectuer mon stage dans les laboratoires de la
brasserie. Ce stage se déroulera du 28 janvier au 8 février et sera une partie
importante de ma qualification de fin d'année 2002.
J'espère que cette période
de 10 jours dans les laboratoires d'Interbrew me fera découvrir le monde du
travail et que ce stage améliorera ma façon de travailler au quotidien.
Avant tout, un bref
rappel historique de l'entreprise Interbrew:
Interbrew est un
groupe brassicole, né de la fusion de deux grandes brasseries belges :
" La Brasserie Artois " et "La Brasserie Piedboeuf "
L'histoire de cette
brasserie remonte à 1366. La maison "Den Hoorn" était alors établie
à Louvain.
Au début du
dix-huitième siècle, Sébastien Artois, ayant obtenu le titre de maître
brasseur, devient propriétaire de la maison "Den Hoorn" et en 1717 la
rebaptisa "Brasserie d'Artois". La première Stella, à l'origine bière
de Noël, fut brassée en 1926.
Ensuite dans la
seconde moitié du siècle; la brasserie se développa d'abord en Belgique puis
à l'étranger.
C'est ainsi qu'en
1954, la brasserie Leffe fut reprise par la société Artois. Ce fut ensuite le
tour de la brasserie Dommelsch aux Pays-Bas en 1968, de la Brasserie du Nord en
France en 1970 et en, 1979, Artois acquiert la Brasserie De Gheest à Alost où
la Safir était brassée depuis 1930.
Si la réputation
brassicole Liégeoise remonte à la nuit des temps, celle de la famille
Piedboeuf date du dix-neuvième siècle.
En 1812, cette
famille de chaudronniers, livrait des chaudières aux brasseurs belges et
Allemands. C'est alors que l'idée leur vint de tirer profit de leurs propres
installations, de l'eau pure de Jupille ainsi que de l'orge et du houblon
poussant aux quatre coins de la cité.
Nous sommes en 1853,
la brasserie Piedboeuf était née.
En 1910, cette
brasserie familiale connut un second souffle et l'élaboration d'une stratégie
de marque qui lui donnera ses véritables lettres de noblesse.
Depuis elle perpétue
une tradition ancestrale : l'art de brasser la bière.
En 1966, la première
Jupiler voit le jour et connaît une ascension fulgurante; en moins d'un an
quatre belges sur cinq connaissent Jupiler et celle-ci gagnait déjà le cœur
de nos voisins.
C'est ainsi que la
brasserie familiale de Jupille qui fabriquait déjà 345000 hectolitres par an,
dépasse actuellement la barre des 3 millions d'hectolitres.
La production de la
Jupiler est la plus importante puisqu'elle représente 84 % de la fabrication
contre 16 % pour l'ensemble des autres bières à savoir : Stella;
Piedboeuf Triple, Brune, Blonde et Excellence (fabriquée à la demande); la
Ginder Ale (bière de type Scotch).
En 1988, c'est la
grande fusion : Stella Artois décide de rejoindre Piedboeuf. Les deux plus
grandes marques du pays "Stella" et "Jupiler" ne sont plus
concurrentes mais sœurs
Très rapidement,
deux autres brasseries belges, de bières spéciales cette fois (Hoegaarden et
Belle vue), viennent rejoindre le groupe Interbrew.
Dans les années
suivantes Interbrew acheta les brasseries en Europe de l'Est; au Canada (Labatt)
et réussit également la conquête des Amériques.
Grâce à ses rachats
Interbrew occupe une place importante dans le "hit parade" brassicole
(deuxième) et nourrit l'espoir de devenir un jour premier brasseur au monde.
La bière aujourd'hui
si populaire est par excellence un produit noble et subtil. A l'instar du vin,
on peut en apprécier la robe, le bouquet, les nuances du goût, de corps et de
longueur. De plus elle est dotée de diverses qualités : elle est désaltérante,
conviviale et réconfortante.
D'après le décret
du 28 juillet 1908 modifié par le décret du 30 mai 1935 et la lettre
circulaire du 15 juin 1950, la bière est une boisson obtenue par fermentation
alcoolique d'un mout fabriqué avec du houblon et du malt d'orge pur ou associé
à 30 % au plus de son poids de malt provenant d'autres céréales, de matières
amylacées[1],
de glucose
Pour brasser une bière,
produit extrêmement naturel de par ses composants, il faut de l'orge, des
grains cru, du houblon, de l'eau et des levures ainsi que le savoir faire des
ingénieurs brasseurs, dictant leurs exigences dans le choix des matières premières
et des installations devant répondre à des critères d'hygiène stricte.
| L'eau |
L'eau est l'élément
principal de la bière, même la bière la plus forte comporte 95 % d'eau. Son rôle
est primordial tant par sa pureté bactériologique que par sa composition en
sels minéraux.
-L'eau potable brute,
dépourvue de micro-organismes présent dans l'eau d'alimentation et servent
pour le nettoyage extérieur.
-L'eau potable décarbonatée,
ayant subit une décarbonatation afin d'amener la dureté de l'eau à un niveau
correct ou d'éliminer les sels de calcium et magnésium. Elle sert lors du
brassage et de l'embouteillage.
-L'eau déminéralisée
servant pour l'alimentation des chaudières.
Au total, il faudra 5
à 10 litres d'eau pour fabriquer 1 litre de bière.
| Le malt |
 L'orge est une céréale riche en amidon, mais ce dernier a son état
premier et ne peut se dissoudre dans l'eau, il faut donc le malter[2].
L'orge est une céréale riche en amidon, mais ce dernier a son état
premier et ne peut se dissoudre dans l'eau, il faut donc le malter[2].
Il existe deux sortes
d'orge de brasseries:
-L'orge d'hiver semé
en automne
-L'orge de printemps
semé en mars
Tous deux doivent
posséder un certain pouvoir germinatif, une pureté végétale, un calibrage et
une teneur modérée en protéines.
L'orge est
essentiellement cultivée dans les zones du globe à climats tempérés, telles
que la Belgique, la France, La Grande-Bretagne, L'Allemagne, l'Australie,…
| Les grains
crus |
Les grains crus sont
des céréales non maltées, généralement ce sont le riz, le froment et le maïs
qui sont utilisés. Ils permettent d'augmenter la stabilité du produit en réduisant
l'azote soluble contenu dans le mout.
![]()
![]()



| Le houblon |
Le houblon est
l'aromate de prédilection de la bière.
Appartenant à la
famille des cannabinacées, c'est une plante grimpante pouvant atteindre huit mètres
et à floraison dioïque
En brasserie, on
utilise seulement les fleurs femelles non fécondées (.les cônes).
Ces cônes renferment
de la lupuline, dont les résines et les huiles essentielles donnent à la bière
son amertume et ses arômes particuliers.
De plus, on ajoute
des tanins pour aider à la clarification du malt et à la conservation de la bière.
Le houblon est employé
de 3 manières différentes:
- en cônes.
- sous forme d'huile
- sous forme de
pellets (granulés) comme ici à Jupille
 Les levures Les levures |
Micro organismes
unicellulaires responsables de la fermentation, la levure est l'âme de la bière.
C'est elle qui permet la transformation des sucres du malt en alcool et gaz
carbonique. Elle se produit par bourgeonnement.
Chaque bière est élaborée
à partir d'une souche de levure distincte dont la qualité et la variété déterminent
en grande partie le caractère de la bière.
Une fois sélectionnée,
la levure fait l'objet d'une culture pure, en vue de la multiplier, au sein même
de la brasserie ou de laboratoires spécialisés
L'opération est
souvent effectuée par des malteries indépendantes à la brasserie.
Après sa récolte,
l'orge subit une période de repos appelée "dormance" destinée à
faciliter la germination. Les grains seront ensuite nettoyés et humidifiés
pendant 48 heures. L'orge est alors mise à germer. Durant cinq jours on contrôlera
la température, l'humidité et l'apport d'oxygène afin d'optimaliser les
conditions de formation d'enzymes permettant la transformation d'amidon en
sucres. Après germination le grain va subir l'opération de touraillage qui va
stopper la germination.
Le touraillage
comporte 2 étapes:
-Le séchage à 45-50°C
en air sec
-Une augmentation
rapide de la température appelée "coup de feu" qui va permettre le développement
de l'arôme, le goût et la couleur du malt.
Le brassage est l'opération
fondamentale dans la fabrication de la bière. Cette opération consiste à
produire du mout aromatise au houblon, que l'on pourra mettre en présence de
levures après cuisson pour débuter la fermentation;
Le brassage se
subdivise en six étapes qui sont toutes automatisées à ce jour
Réduit le malt en
farine tout en conservent l'enveloppe du grain intacte
 On mélange la farine de malt obtenue lors du concassage à de l'eau de
brassage dans la "cuve matière" ce qui donne la maische, à ce moment
on ajoute les grains crus, préalablement bouillis dans la "cuve à maische".
Le mélange est ensuite graduellement réchauffé ce qui permet de placer les
enzymes dans des conditions favorables. En quelques heures l'amidon est
transforme en sucres et les protéines en peptides et acides aminés, qui
constitueront la source azotée nécessaire à la levure.
On mélange la farine de malt obtenue lors du concassage à de l'eau de
brassage dans la "cuve matière" ce qui donne la maische, à ce moment
on ajoute les grains crus, préalablement bouillis dans la "cuve à maische".
Le mélange est ensuite graduellement réchauffé ce qui permet de placer les
enzymes dans des conditions favorables. En quelques heures l'amidon est
transforme en sucres et les protéines en peptides et acides aminés, qui
constitueront la source azotée nécessaire à la levure.
Au terme de cette étape
le mélange est nommé mout.
L'objectif de cette
filtration est d'obtenir la meilleure extraction entre la partie insoluble appelée
drêche et la partie soluble. Le mout est ensuite recueilli dans des "cuves
d'ébullition".Quant aux drêches, elles seront lavées afin d'extraire le
mout dont elles sont inhibées. Ensuite, elles seront utilisées comme
alimentation pour le bétail.
Le mout de la bière,
additionné de houblon, soumis à ébullition dans une chaudière d'ébullition,
subit diverses transformations.
- il se stérilise
- il se concentre
suite à une évaporation d'eau.
- dissolution des
principes utiles du houblon (amertumes et arômes).
- destruction des
enzymes sous l'effet de la température.
- précipitation des
matières agglomérées.
A la fin de l'ébullition,
nous avons un liquide sucré, houblonné, stérile, bouillant et chargé de
certains dépôts (floculants) qui donneront un trouble au moût
A la fin du temps de
cuisson, le contenu de la cuve (le brassin) passe dans un filtre qui retiendra
les drêches. Puis dans une centrifugeuse qui éliminera le "trub" (le
trouble) et clarifiera le mout sous l'effet de la centrifugation.
Le moût bouillant va
être refroidit par un échangeur de chaleur
Le refroidissement se
déroule en deux temps, le mout passe d'abord dans des réfrigérants à plaques
à contre courant d'eau froide.
Il passe en second
lieu dans un second réfrigérant dont le refroidissement est assuré par une
solution glycolée.
Le mout est à ce
moment pompe dans les cuves de fermentation.
C'est l'opération
qui consiste à dédoubler le sucre du mout en alcool et acide carbonique, sous
l'influence de la levure.
C6H12O6
-à 2C2H5OH +2CO2
A
partir de ce moment, nous pouvons parler de bière.
La fermentation se
passe en deux phases successives et distinctes: la fermentation PRINCIPALE et le
fermentation SECONDAIRE.
Se caractérise par
son intensité, sa rapidité et sa courte durée (6 à 12 jours).
Au cours de la
fermentation le sucre est transformé en alcool qui reste dans la bière et en
acide carbonique qui se dégage en partie et est récupéré dans des réservoirs
spéciaux
Est beaucoup moins
active et se prolonge plus longtemps. (Moyenne de 30 à 60 jours selon le genre
de la bière).Cette fermentation est subdivisée en deux parties : la garde
chaude qui a pour but d'affiner la bière et la garde froide, ou la température
de la bière sera diminuée a -1°C.
Afin de plaire aux
clients, la bière doit acquérir une limpidité et une brillance exemplaire;
pour ce faire, elle doit subir une filtration.
Lors de cette opération,
la bière est mélangée à de la terre diatomée[3]
(Kieselguhr).
Lorsque le mélange
sera en contact avec les parois en carton qui composent le filtre, le Kieselguhr
se dépose, permettant le passage de la bière, mais retenant les levures qui y
demeurent. La bière est alors claire et limpide.
A la sortie des
filtres, la bière est dirigée vers des tanks de stockage (canneterie), d'où
elle sera envoyée vers le soutirage.
Avant d'être
conditionnée, la bière subit un dernier traitement; elle est pasteurisée dans
un flash.
Le flash
pasteurisation est un échangeur de température où la bière est portée à
une température élevée pendant un cours instant, il permet une sécurité
supplémentaire.
La bière est enfin
prête pour l'embouteillage et la mise en fûts.
Cette opération est
entièrement automatisée, elle doit être effectuée dans des conditions de
soins et d'asepsie élevée pour ne pas altérer le goût ni la qualité du
produit fini.
Une colonne de
soutirage comprend un dépalettiseur, une décaisseuse, une laveuse de casiers,
une laveuse de bouteilles, une inspectrice, une soutireuse, une étiqueteuse,
une encaisseuse et un palettiseur.
Les bouteilles sont
lavées puis inspectées par une mireuse qui vérifie l'absence de résidus
liquides ou de corps étranger dans les bouteilles, ainsi que leur aspect extérieur.
Le soutirage proprement dit peut alors commencer.
Tout d'abord, l'air
contenu dans la bouteille est remplacé par du CO2 pour éviter la
prise d'oxygène par la bière et donner une pression suffisante à la bouteille
pour la phase de remplissage.
Lors du remplissage,
la bière s'écoule normalement dans la bouteille, sans formation de mousse, car
la pression de la bière et de la bouteille sont identiques.
Une fois remplie, la
bouteille subit une dépression progressive et un surmoussage permettant d'éliminer
l'air du col. Elle peut alors être capsulée ou bouchonnée, étiquetée et
encaissée.
Certains produits (Jupiler
et Stella) sont également conditionnés en fûts de 30 et 50 litres.
Le soutirage des fûts
est entièrement automatise et se déroule en plusieurs étapes:
-Vérification de la
pression résiduelle et vidange du reste des bières.
-Nettoyage à l'eau,
à l'acide et à la soude.
-Stérilisation à la
vapeur.
-Mise sous pression
du fut avec du CO2, remplissage avec de la bière et contrôle
du remplissage des fûts.
Régulièrement les
contrôles de qualité seront réalisés sur le produit en cours de soutirage et
soutiré.
L'ATPmétrie ou
bioluminescence peut être définie comme étant une émission de lumière
produite par une réaction catalysée par des matières d'origine biologique.
L'adénosine tri phosphate (ATP) est une substance que l'on peut trouver dans
tout être vivants, qu'ils soient d'origine animale ou végétale.
On peut utiliser le
niveau d'ATP comme indication de la quantité de ces matières présentes sur
des surfaces pouvant entrer en contact avec des aliments, donnant ainsi une
mesure de propreté.
ATP + Réactif luciférine/luciférase
à
AMP + PP + Lumière
En mesurant avec précision
la lumière émise par cette réaction, l'appareil (ex: le Hylite 2) permet de déterminer
avec précision la quantité d'ATP présente.
L'intensité de la
lumière émise par un échantillon est directement proportionnelle à la
contamination par des agents biologiques.
La luciférine est un
substrat produit par la luciole Américaine "Photinus Pyralis".
Lorsque la lumière
entre en contact avec l'ATP et la luciférase, il y a production d'un intermédiaire
excité.
Cet intermédiaire,
reprend son état fondamentale en émettant des quantum de lumière (photons)
directement proportionnels a la quantité d'ATP présente dans l'échantillon.


Le but premier de cet
appareil est d'examiner la propreté et l'hygiène dans un environnement de
production alimentaire
 L'appareil est constitué:
L'appareil est constitué:
-D'une chambre de
mesure ou l'on peut placer l'échantillonneur.
-D'un détecteur
utilisant l'électronique pour amplifier le signal reçu et le transformer en
ATP.
-D'un compensateur
automatique de température car la réaction biochimique dans l'échantillonneur
est dépendante de la température.
Le système Hylite
possède également un autotest.
 A
l'allumage de l'instrument, un autotest unique s'exécute avec une source de
lumière de référence interne. Des déviations limitées par rapport aux
valeurs internes spécifiques sont corrigées automatiquement.
A
l'allumage de l'instrument, un autotest unique s'exécute avec une source de
lumière de référence interne. Des déviations limitées par rapport aux
valeurs internes spécifiques sont corrigées automatiquement.
S'il y a une plus
grande déviation que celle prévue part l'appareil, aucune correction n'est
effectuée et un message d'erreur apparaît.
Une correction de
signal de fond interne, dépendant de la température, se produit
automatiquement avant chaque prise de mesure.
De même quand on éteint
l'appareil, il s'assure qu'il n'y a aucun échantillonneur présent dans la
chambre de mesure
La réaction
enzymatique entre l'enzyme Luciférase et le substrat Luciférine, est inhibée
par:
Les produits détergents : tel le chlore, le monochloramine etc.…
Les agents tampons modificateurs du PH tel le thiosulfate de sodium.
La présence d'ions métal.
Les sels
Lors des prélèvements
d'eau, il arrive très fréquemment que ces produits se retrouvent dans les échantillons
Lorsque ces produits
se libèrent dans une solution, ou qu'ils se trouvent même en faible quantité
dans des liquides prélevés, en présence du substrat enzyme Luciférine-Luciférase,
la réaction enzymatique est partiellement ou totalement détruite. Le signal
lumineux émis peut même être détruit de plus de 90 %. Un échantillon
laissera apparaître une faible teneur en ATP bactérien, alors qu'en réalité
il a une population dix fois supérieur.
Cette réduction peut
avoir de graves conséquences: lors de contrôles dans l'industrie
agro-alimentaire, ou lors de la vérification de l'asepsie[4]
de surface en production pharmaceutique, dans les salles propres ou dans les
salles d'opérations chirurgicales, par exemple
Afin que le signal émis
par bioluminescence ne soit pas affecte lors de l'extraction de l'ATP, il faut
absolument éliminer les substances inhibitrices avant l'extraction de l'ATP des
cellules microbiennes. La modification du PH par exemple avec du thiosulfate de
sodium pour contrecarrer l'effet de chlore, ne va pas résoudre le problème,
mais provoquer aussi une inhibition de la réaction enzymatique.
Dans les prélèvements
de liquide, de surface et d'aérosols biologiques, il arrive souvent que de
grandes quantités d'ATP non microbien s'y trouvent. On ne peut pas procéder à
une détection microbienne par bioluminescence de l'ATP de l'échantillon, tant
qu'il reste de l'ATP libre ou contenu dans les cellules somatiques.
Détecter l'ATP
microbien plutôt que l'ATP total d'un échantillon est indispensable pour
l'assurance qualité. Pour éviter de mesurer l'ATP total, il est nécessaire de
lyser les cellules somatiques possédant de l'ATP, sans affecter la membrane des
microorganismes contenus dans l'échantillon, afin de libérer cet ATP et
ensuite le lessiver.
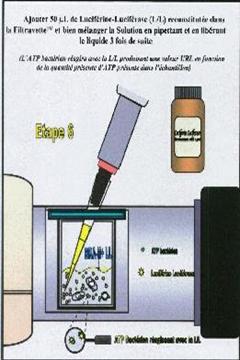
Afin d'éviter toute
déperdition d'ATP microbien, il est impératif d'effectuer un lessivage,
l'extraction et détection de l'ATP microbien dans le même contenant
Comparaison de la méthode d’ATPmétrie
et
la microbiologie traditionnelle