Flexible Manufacturing Systems

ERCIYES ÜNIVERSITESI
Makine Mühendisligi Bölümü
Danisman : Yrd.Doç.Dr. Sahin YILDIRIM
Hazirlayan : Volkan GÜNES
Eylul 2001
Asagida Buacaginiz Flexible Manufacturing System(Esnek imalat yontemleri) baslikli konu Eylul 2001 tarihinde Bursa/Turkiye de yapilan Otomotiv ve Yan Sanii Sempozyumunda bildiri olarak yayinlanmistir.
5.
Esnek İmalat Sistemleri :
Modern İmalat Sistemleri, karmaşık,
uygulaması zor ve sonuçta çok pahalıdır. Kontrol software uyumlaması
ve bütünleştiren otomosyon elemanları (robotlar ve makine parçaları
gibi) onların elemanları ile mukayese edildiğinde genellikle
karmaşık değildir. Düşük imalat için, doğru bir esnek
imalat sistemine (EİS) ihtiyaç vardır. Böyle bir sistem, tekrar
kullanılabilmelidir. Esneklik farklı zaman aralıklarında
birleştirilebilmelidir. Uzun zaman aralığında esneklik
imalat sistemi içerisinde kontrol sistemini tekrar programlamadan farklı
gereçlere veya yani birleştirmelerine izin vermelidir.
Esneklik, kısa zaman aralığında
imalat sistemi içerisinde yani ürünlerin birleştirilmesine ve on-line
imalat sisteminin işlem akışını yenilemesine izin
vermektedir. Bu durum sistemde hata toleransını
tespitte kolaylık sağlamaktadır.
Bir imalat sistemi,kaynakların bir
sonsuz seti gibi gösterilebilir; (işlem elemanları, imal edilecek
ürünlerin seti arasındaki paylaşım gibi).
Üretim verimliliğini kontrol edebilmek
için denetleyici; imal edilen ürünlerin her birinin bir modeli gibi, sistemin
yaklaşık bir modeli olmalıdır.
Böyle bir sisteme ulaşmak için aşağıdaki
işlemlerin araştırılması gerekir;
-İmalat kaynaklarının
modeli
-İmal edilen ürünlerin modeli
-Kontrol kanunlarının sentezi
-Kullanıcı bilgisayarları
5.1
Üretim organizasyonu
Bir imalat şirketi parça imalatına karar verdiğinde
kaynaklarını organize etmenin en iyi yolu üzerinde karar vermelidir.
Ana kaynaklar insan ve tezgahlardır. Tezgahlar parçaların mümkün
olan en çabuk en verimli ve en ucuz şekilde üretilmeleri için fiziksel
şekilde düzenlenmelidir. Bu düzenleme ne kadar
iyi yapılırsa organizasyonda o kadar başarılı
ve karlı hale gelir. Ayrıca kullanılan fiziksel kaynaklardan
tam olarak faydalanmak için;
iş gücüde etkili şekilde yönetilmelidir. İnsanlar en faydalı
kaynaktır. Çünkü düşünebilirler,beklenmeyen şartlar karşısında
karar verebilirler,yeni donanımlara adapte olabilirler, yeni beceriler
kazanabilirler ve sahip olduklarını geliştirebilirler. Ama
pahalı kaynaklardır, dinlenmeye ve çeşitli servislere ihtiyaç
gösterir,tahmin edilemezler ve hata yapmağa yatkındırlar.
İdeal
üretim sistemi aşağıdaki şartları gerektirir :
·
Düşük çalışma
maliyeti,
·
Sürekli kalite,
·
Yüksek tezgah kullanımı,
·
Düşük kurma ve
iş değiştirme zamanı
·
Düşük iş
bekleme zamanı,
·
İş alma zamanı
ile teslim zamanı arasındaki minimum gecikme,
·
Tahmin edilebilir imalat
süreleri.
Bir esnek imalat sistemi (FMS) ilk ve en önemli üretim organizasyon
yoludur.
FMS kavramını tartışmadan önce, üretim planlanmasında
takip edilen çağdaş yaklaşımları incelemek faydalı
olacaktır. Geleneksel olarak parça üretimi için üç çeşit yaklaşım
vardır.
1)
Ürün (veya akış) Şeması
Bu yaklaşımda tesis ve cihazlar ürünün gereksinmelerine göre
yerleştirilir. Tezgahlar belirli bir sırada, ürün üzerindeki operasyonları
yerine getirmek için dizilir. Bu tipik bir akış üretimidir ve akış
veya üretim hattı terimine adını verir. Her üretim hattı
belirli bir parçaya (veya parça gurubuna) ortalanmıştır. Birçok
üretim hattı bulunmasına rağmen hatlar arası parça transferi
veya değişmesi olamaz. Bu tip bir üretim normal olarak otomobil
fabrikalarında vardır.
Dezavantajları
:
Yüksek tezgah kullanımı için çok miktarda parça gereklidir. Farklı ürünler üretmek hemen hemen imkansızdır. Tek bir tezgahın bozulması üretimi durdurabilir. Yüksek seviyeli (yarı-usta) personele ihtiyaç gösterir.
2)
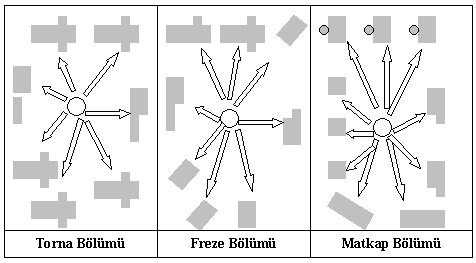
İşlem (veya fonksiyonel) Şeması
Bu
tip şemada, tesis ve cihazlar fonksiyonlarına göre gruplandırılır.
Böylece tüm tornalar torna bölümünde, tüm matkap tezgahlarıda matkaplama
bölümünde guruplandırılır. Tezgah kullanımı tam sağlamak
için parçalar mevcut olan en uygun makineye yönlendirilir. Ama çoğu zaman
işlemler içim beklerken sıralar oluşturur. Parçalar, üretim
çevrimi içinde daha önce maruz kaldığı işlemlere geri
dönebilir. Yani bu da yüksek seviyede iş bekleme(WIP) süresi ve malzeme
kullanımı demektir. İş bekleme kısmen bitirilmiş
bir parçanın daha sonraki işlemler için beklemesi ve sıraya
girmesidir. Aynı anda işlenecek çeşitli parçalar olduğundan
WIPnin seviyesine bağlı olarak ana işlem süreleri değişebilir.
Dezavantajları
:
- Karmaşık parça yönlendirmesi kontrolü zorlaştırır.
- Tezgah yüklemesi düzensizdir.
- Sıra olması WIPte ve ham maddede yatırıma sebep olur.
- Yüksek oranda kurma zamanı gerektirir.
- Ara süreleri tahmin etmek zordur.
-
Usta personel gerektirir.
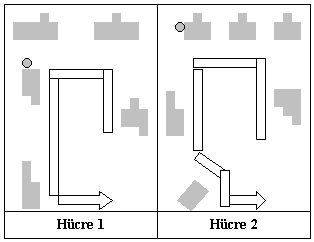
3)
Grup Teknoloji Şeması
Grup teknolojisi, tanımlanmış aralıktaki benzer
parçaların tam imalatını sağlamak için, tezgah, takım
ve ilgili servislerin düzenlenmesidir. Farklı sayıdaki farklı
tezgahlardan oluşan tezgah gurupları işleme hücreleri olarak
verilen şeyleri oluşturur. Her hücre, dikkatlice tanımlanmış
parçalar grubundan olan herhangi bir parçayı üretebilir. Bu benzer parçalar
grubunda da parça aileleri denir. Hücredeki tezgahların şeması
ise sadece kolaylık sağlamak içindir. Genellikle ,hücre içindeki
çalışan personelin sayısı tezgah sayısından
daha azdır.
Dezavantajları :
- Tezgahların az kullanımı kaçınılmazdır.
- Uygun parça aileleri tanımlanmadıkça çalıştırılamaz.
- Her dalda becerili personele ihtiyaç vardır.
- Üç tip üretim Şekil 1 de gösterilmektedir.
Yukarıda anlatılan durumların her birinde ana hatları ile anlatılan dezavantajlar ideal üretim sistemlerinin gereksinmeleri ile uyuşmaz. Esnek imalat sistemleri fikri yukarıdaki dezavantajların birçoğunu yok etmek için ve bilgisayar kontrolü altında yüksek seviyedeki otomasyonla imalat genel harcamalarını kesmek için tasarlanır. Genel Harcamalar terimi parça imalatı ile doğrudan ilgili olmayan maliyetler demektir. Genel harcamalar WIPde bağlanan para miktarı, depoda bulunan ham madde, dolaylı maliyeti (denetleyici,takım/tezgah kurucuları,işlem takipçileri v.s) ve iş gücü için destek servisleridir (kantin,emniyet ve ilk yardım servisleri, ofis personeli v.s. gibi).
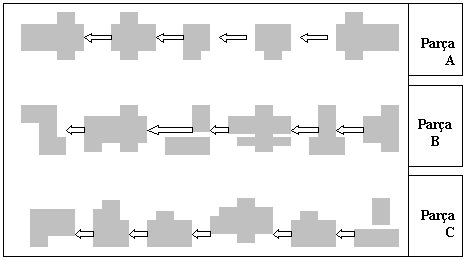
(a) Akış Üretimi
(b) Fonksiyonel Şema
(c) Grup Teknolojisi
Şekil 1. Geleneksel üç üretim organize etme metodu
5.1.1
Esnek İmalat
Esnek imalat sistemlerinin
dört ana prensibi vardır.
1)
İnsansız Operasyon
Esnek imalat sistemleri, en azından bir vardiya için sürekli ve insansız çalışabilir. Bu imkan da tezgah kullanımını ve üretimini arttırır. Geleneksel 8 saatlik vardiyalar (bir kişinin uygun şekilde bir seferde çalışabileceği süreden ortaya çıkmıştır) üretim programlarının uyması gereken süreler olmaktan çıkmıştır. Daha düzgün üretim programları planlanabilir ve insanların vardiyalı çalışmalar sırasında uygun olmayan saatlerde çalışması artık gerekmez. İnsansız operasyonlar işçilik maliyetini düşürür.
Ama insansız operasyon çok gelişmiş destek sistemlerinin kullanımını gerektirir. Farklı parça programları tanımlanmalı ve farklı takım tezgahlarına otomatik olarak (DNC yoluyla) yüklenmelidir. Parçalar otomatik olarak yüklenmeli, çözülmeli ve taşınmalıdır. Kesme takımları aşınma ve kırılmalar açısından izlenmelidir. Yeni takımlar otomatik olarak yüklenmelidir. Talaşlar işleme bölgesinden temizlenmeli ve otomatik olarak tahliye edilmelidir. Ayrıca otomatik yıkama ve inceleme sistemleri sağlanmalıdır.
Bu destek sistemleri, gerçek FMS tesisleri için
gereken yüksek yatırım maliyetlerine sebep olan CNC takım tezgahlarının
maliyetleri ile beraber uygulaması pahalı sistemlerdir.
2)
Rastgele Parça Üretimi
Gerçek FMS, sisteme rastgele parça girilmesine imkan verir. Bu durum, parçaların otomatik olarak seçilmesi, taşınması ve yüklenebilmesi ile birlikte farklı parça programların farklı tezgahlarda istenilen anda yüklenebilme sonucu mümkün olur. Parçaların sıraya konması,işlem bekleme süreleri ve büyük stok seviyeleri büyük ölçüde edilir. Tezgahlar tam kapasite ile çalışır. Ara süreler doğru şekilde tahmin edilebilir kısa iş bitirme zamanı sağlanabilir. Tezgah bozulmaları, parçalar başka tezgahlara yönlendirilerek telafi edilebilir. Yüksek yatırım maliyetlerini ve uzun kurma zamanlarını haklı çıkarmak için fazla miktarda üretime gerek yoktur. Gerçekte FMS bir parçaya kadar olan üretim gruplarında bile rekabete dayanabilir.
Parçaları imalat sistemine rastgele sokma
imkanı FMSin en önemli faydalarından birisidir. Esnek imalat terimi
birçok çeşitli parçayı üretecek kadar esnek olmayabilir, fakat gerekli
olduğunda üretecek kadar esnek olabilir.
3)
Otomatik Takım ve Parça Hareketi
FMS, kesme takımlarını ve parçaları otomatik olarak seçme,nakletme ve değiştirme imkanı olmadan uygun şeklide çalıştırılamaz.
Birçok CNC takım tezgahı otomatik olarak değiştirilebilen 160a kadar takım içeren birleşik takım şarjörlerine sahiptir. Çeşitli parçaların otomatik üretimi, özellikle insansız operasyonlar sırasında, birleşik takım şarjörlerinin kapasitelerini aşabilir. Şarjörlerin otomatik olarak tekrar doldurulacak şekilde düzenlenmesi gerekebilir. Bu da robotlar tarafından doldurulan ayrılabilir takım şarjörleri ile yapılır. Durum, aşınmış veya hasar görmüş takımların değiştirilmesinin gerekmesiyle daha da karmaşık hale gelir. Buna yedek takım değiştirilmesi denir.
Parçalar tezgahlara getirilmeli, yüklenmeli ve
boşaltılmalı; bitirildiğinde ise yıkama/inceleme
gibi diğer işleme istasyonlarına taşınmalıdır.
Robotlar ve/veya otomatik olarak yönlendirilen taşıtlar; ayrıca
sabit konveyor sistemleri kullanılmasına rağmen, FMS tesislerindeki
en çok kullanılan elemanlardır.
4)
Bağımsız Operasyon
En basit şekilde FMS, otomatik takım değiştiricili ve parça taşımak için tek bir robot tarafından idare edilen en azından iki CNC takım tezgahı içerir. Bu gibi tesise genellikle Esnek İşleme Hücresi (FMC) adı verilir. Diğer taraftan da
İmalatın tüm kademeleri ile otomatik olarak birleşen detaylı bir sistem olabilir. FMS küçük bir işleme hücresi olarak işe başlayıp modüler bir şekilde entegre bir imalat tesisine dönüşebilir.
FMSi meydana getiren tüm takım tezgahları bağımsız şekilde çalıştırılabilmeli ve esneklikleri korunmalıdır. Bu imkanda üretimin tamamen durmamasını sağlar. Bir FMS sistemi kurması çok büyük harcamayı gerektirir. Bğr FMS sisteminin şeması Şekil 5te gösterilmiştir.
Başarılı bir FMSin anahtarı yazılımdır. CNC takım tezgahları, DNC, robot,malzeme taşınımı, adepte edilen kontrol gibi teknolojiler yıllarca yalnız başlarına başarılı şekilde uygulanmışlardır. Bunları FMS olarak uyumlu ve düzenli bir şekilde bir araya getirmenin anahtarı bilgisayar kontrolüdür. Bu da yazılım demektir. Büyük FMS tesislerinde yazılım için 25 yıla kadar zaman yatırımı yapılmıştır. İşte bu da FMS tesislerinin kurulmasının neden pahalı olduğunun üçüncü sebebidir. Ayrıca imalat gereksinmeleri değiştikçe yazılımları değiştirmenin daha kolay olduğu görülmektedir.
FMS, metal işlemenin bağımsız
bir bölümü olarak görmek oldukça kolaydır. Ama durum böyle değildir.
Esnek imalat, disiplinleri arasındaki ilişkiyi sağlayan üretimi
organize etme yoludur. Gerçek bir FMS; parçaların otomatik depolama ve
geri alınma sistemleri, otomatik inceleme, montaj ve test sistemleri
ile beraber çalışmalıdır. Uygulamada, bu durum nadiren
gerçekleşir. Bu kitapta FMS teriminin anlamı sınırlı
olmasına rağmen esnek işleme sistemi olarak kullanılmıştır.
5.2
Parça Grupları
FMS tasarımının, akla gelebilen her türlü parçayı imal edecek şekilde yapılması istenen bir şeydir. O halde FMS nasıl tasarlanmalıdır?
Grup teknolojileri ve FMSin başarılı şekilde çalışmasının uygun parça gruplarının tanımlanmasına bağlı olduğu daha önce belirtilmişti. FMS uygulanmasının ilk adımı üretilen parçaların araştırılmasıdır.
Benzer parçalar genel anlamda benzer karakteristikler gösteren gruplar aileler halinde toplanır. Grup tanımlanır tanımlanmaz kompozit bir parça hayal edilir. Kompozit parça gerçekte fiziksel olarak var olmamasına rağmen gruptaki tüm parçaların tüm özelliklerini içeren parçadır. Esas olarak tornalama ile üretilen parçalar silindirik veya tornalanmış parçalar olarak, silindirik şekilde olmayan parçalarda prizmatik parçalar olarak adlandırılır. Tipik parça ailesine örnek olabilecek kompozit parça Şekil 2. de gösterilmektedir.
Küçük organizasyonlarda grubu oluşturacak
parçalar göz ile tanımlanabilir. Bu işlem oldukça gelişigüzeldir
ve parçalar sayısı arttıkça zorlaşır. Normal kodlama
veya sınıflandırma sistemi kullanılır. Böyle çeşitli
sistemler vardır, fakat temel olarak her parça incelenir ve 6 ile 10
basamaklı bir kod numarası verilir. Bu basamaklar aşağıdaki
maddelere göre uygulanır.
· Fonksiyonu ve yapısal şekli,
· İstenen hammaddenin şekli,
· İstenilen proses operasyonları,
· Malzeme tipi,
· Fiziksel boyutu,
·
Gerekli doğruluk vs.
Her parça, ilgili sınıflandırmaya ayrıldıktan sonra bilgisayar kod numaralarını tarar ve tabii olarak oluşan gruplar şeklinde sıraya sokar. Gruplar hemen hemen aynı kod numaralarına sahip takımlar şeklinde ortaya çıkar.
Üretim verileri gruptaki her parça için toplanır.
Örneğin ;
· İşleme operasyonları ve sırası,
· Takım ve işbağlama gereksinimleri,
·
Talebin miktarı ve sıklığı
vs.
Sonra bu veriler; gruptaki tüm parçaları işleyebilecek gerekli
tezgah tiplerini ve sayılarını belirlemek için analiz edilir.
Bu tezgahlar FMSin bloklarını oluşturur.
5.3
Otomatik İş Taşınması
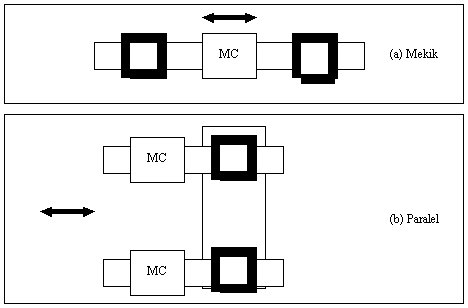
FMS operasyonu için gerekli şeyler parçanın otomatik seçilmesi, teslimi ve toplanmasıdır. Bu da çeşitli seviyelerde yapılır.
İlk seviye,parçayı tezgaha yüklemek ve çıkarmakla ilgilidir. En yaygın çözüm, tezgah ile konveyor arasındaki parçayı yükleyen veya boşaltan robot veya robotlardır. Parçalar küçük ve taşınabilir halde ise bu çözüm uygundur. Parçaların büyük olduğu yerlerde ise otomatik parça yükleyiciler kullanılır. Parça yükleyici bu durumda parçanın monte edildiği ve işleme sırasında öyle kaldığı bir alt tablodur. Genellikle her tezgahta birden fazla parça yükleyici vardır. İki veya çok istasyonlu APCler vardır. Bir parça yükleyicisini kullanan işleme devam ederken diğeri de yeni parça ile yüklenir. Paletler işleme çevriminin sonunda bitmiş parçaların sökülmesi (ve sonraki parçanın yüklenmesi) için otomatik olarak değiştirilir. Bu arada işleme de kesintisiz devam eder. Tipik APC konfigürasyonları Şekil 3. te gösterilmiştir.
İkinci seviye de parçalar sistem içinde, çeşitli tezgahlar ve istasyonlar arasında taşınmalıdır. Bu da sürekli veya komutla çalışan konveyor sistemi ile gerçekleştirilir. Bu sistem, en ucuz ve kurulması kolay bir sistemdir. Ama değişiklik gerektiğinde de en az esnek olandır.
Alternatif düzenleme ise otomatik olarak yönlendirilen taşıt (AGV) lardır. Bir AGV, bilgisayar kontrol altında farklı yönlerde gidebilen ve parçaları yüklemesi ve boşaltması için komut verebilen mesafe sınırı yokmuş gibi gözüken sürücüsüz bir taşıttır. AGV2ler yollarını kolayca değiştirebildiklerinden sabit konveyorlere göre daha esnektir. AGVler çeşitli büyüklükte ve sayıda parçalar taşıyabilir. Ayrıca takımlar ve talaş kargoları gibi diğer görevler için de kullanılabilir.
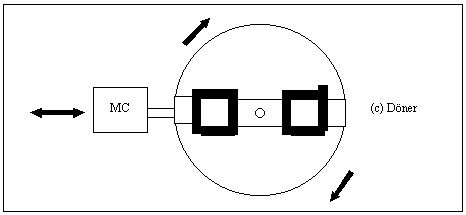
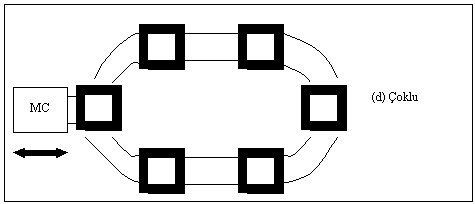
Şekil 3. Tipik otomatik palet değiştiricisi konfigürasyonu
AGVler raylarla, laserle, fotoelektrik algılayıcılar kullanan ışıkla ve en çok yeraltında saklanan indüktif tellerle yönlendirilir. Son yöntem, kurulması ucuz ve oldukça basit, esnektir. Atölye tabanında sabit engeller yaratmaz. Yerde ek oluklar açarak ve teller birleştirilerek sistem kolayca büyütülebilir. Telli sistemler köşeleri kolayca döndüğünden elverişsiz yollarda da kullanılabilir. Fakat her AGV kendi tahrik gücüne sahip olmalıdır. İndüktif teller yönlendirme olanağını sağlar. Taşıtlar üzerindeki piller vasıtasıyla elektriksel olarak tahrik edilir. Bu piller imalat sırasında uygun zamanlarda tekrar şarj edilebilir.
Her AGV, durumu hakkında bilgi edinmek için çeşitli sayıda algılayıcıya sahiptir: Örneğin, pozisyonal bilgi, üzerinde yük olup olmadığı hakkında bilgi, çarpışma, yanaşma ve benzeri algılayıcılar. Gereken yazılımın karmaşıklığını azaltmak için AGVnin üzerinde gideceği yolu programlayan bilgisayar mevcuttur. Üzerindeki kargo sistem tarafından tanımlanmalıdır. En çok kullanılan metotlar ikili sisteme dayanan mekanik veya optik kodlama sistemlerini içerenlerdir.
Üçüncü seviyede parçalar otomatik olarak depolanır. Tam bir FMSde bu seviye otomatik depolama kullanma ambarı (ARS) ile gerçekleştirilir. Parçalar ,üç boyutlu matriks raflarda bulunan standart varillerde depolanır. Vinç ve çatallı kaldırıcı arası bir cihaza benzeyen özel bir makine kargoyu tanımlar ve otomatik olarak depolar veya bilinen bir pozisyondan varili alır. Tipik bir ASR ambarı Şekil 4. te görülmektedir.
ASR ambarları stok hareketleri üzerinde kontrol sağlar. Bu ambarlar yer açısından verimli ve daha emniyetlidir ve malzeme taşınımı sırasında olabilecek hasar ve kayıpları en aza indirger. Ama kullanması çok pahalıdır. Sistem bozulursa problem yaratabilir.
Bir FMS az ya da çok yukarıdaki özellikleri
içerir. Bir FMS şeması Şekil 5. te görülmektedir
Bir Esnek İmalat Sisteminin
Dizaynı
Bir esnek imalat biriminin tasarım ve kurulum aşamaları kendine özgü ve genel temel prensiplere dayanır.Birçok yıllar boyunca, imalat makinalarının kurulumunda deneyimlere dayanan metotlar uygulandı.
Fabrika ziyaretleri göstermiştir ki, birçok makine nadiren Pazar
taleplerine uyan üretimin sabit tarifesinde, yalnızca bir tek kısmı
üretmektedir. Eğer tamamlanmış ürün çeşitli kısımlardan
oluşuyorsa bu kısımların her birinin üretimi anlatıldığı
gibi bir yer alacak ve üretimin bölümü üniteleri organize edip bunların
mümkün olan en etkili şekilde kullanılmalarını sağlamak
zorunda olacaktır.
Son olarak, yenilik hem ürün hem de imalat seviyelerinde teşebbüs
edilmelidir. Esnek imalat fabrikaları üretimin modern bir anlamını
teşkil eder fakat atölyenin tasarımı şirkete uyarlanmalıdır
ve düşünceleri başka bir yerden kopyalayarak nadiren iyi bir çözüm
yolu olarak bulunur
İmalat
sisteminin analizi :
Karışık bir sistemin tasarlanmasında herhangi bir metot için uzmanlardan istenen temel şey, tam bir ürünün planlama bölümünden beklenmesidir. Aletleri seçerken bir deliğin çapının önemli olmasına rağmen, imalat metotlarının ayrıntılarına inmek konuyla ilgili değildir.
Maddeleri ürün yapısına dönüştürmek için kullanılan
metot idrak yöntemi olarak bilinir.
Bu yöntem uzunluğu parça türüne göre değişen dört safhadan
oluşur.
·
İmalat
·
Kontrol
·
Ürün Nakliyatı
·
Depolama, üretim yeri
ile depo arasındaki bağlantılar.
Bir
ürünün imalatı iki seviyeden meydana gelmektedir : Yöntem ve İşlem.
İmalat
yönteminde (Şekil 8.1) istenilen parça yada ürünü elde etmek için bir
mantıksal iş serisi uygulanır.
İmalat
:
Endüstrileşmenin
amacı doğrultusunda imalat için ürünün doğasının
bilinmesi gereklidir. Aşağıdaki iki örneği dikkate alırsak
;
Kurşun
bileşenlerinin üretiminde geleneksel kum dökümhanesi kullanılır.
İşlemin içeriği :
·
Kumdan dökme kalıplarının
oluşturulması
·
Metalin ergitilmesi
·
Döküm
·
Soğutma
·
Şekil verme
·
Talaş kaldırma
(filing)
·
Son delme işlemleri
·
Mineleme
·
Denetleme
·
Paketleme
Tesisatın yenileştirilmesinde şirket vakum dökümü olarak
bilinen yeni bir metodu getirmeye karar verir. Uygulanılan yöntem ;
·
Kalıpların
imalatı
·
Metalin ergitilmesi
·
Döküm
·
Delme islemleri
·
Mineleme
·
Denetleme
·
Paketleme
Bir şirkette threading tool imalatı alışılmış
aşamalardan oluşan bir metot kullanılır.
·
Pürüzlü yüzeylerin
bir öğütücü ile düzeltilmesi
·
Bir torna tezgahında
başlangıç şekillendirilmesi yapılması
·
Isıl işlem
·
Electro-discharge machining
·
Yüzey bileyici ile
dış hatların bitirilişi
·
Silindirik bileyici
ile çapın bitirilişi
Kalite
kontrol :
Analiz süresince kalite kontrol problemi neredeyse daima ayrı bir soru olarak ele alınır. İmalattaki denetim fonksiyonunu dikte eden genel bir kural vardır. Hem yargıç hem de davacı olmak mümkün değildir ve müfettişlerin görevi esasen ürünün kabul veya reddine dayanır.
Kalite güvencesi altında gelişmeyi ilerletecek çeşitli
sistemler vardır.
·
Otomatik kontrol
sistemi: Tabanın
görüş açısına göre çalışanın kendini kontrol
etmesi en hızlı ve yeterli bir yoldur (veya makinenin kendini kontrol
etmesi) Burada iki problem doğuyor; işçi kendine göz yumma eğiliminde
olabilir (operatör de hiçbir problem olmamasına rağmen) ve basit
olarak operatör hata yapabilir.
İmalattan
ayrı olarak tarafsızlığı sağlamak anlamında
bu noktalar sıklıkla kalite kontrol fonksiyonuna öncülük eder. Eğer
bu problemler bütünüyle yok edilirse otomatik kontrol en iyi çözümden uzak
olur ve yüksek seviyede ki verimlilik basit yöntemler tarafından sık
sık başarılabilir. Örnek olarak küçük bir micro-switch kullanılarak
iki simetrik parçanın birbirine takılırken tam olarak oturup
oturmadığı kontrol edilebilir.Bu sistemlerin sık kullanışının
fark edilmesi çok şaşırtıcı olabilir. Fakat elle
yapılan işlerde hemen hemen hiç kullanılmaz. Operatör hata
yaparken makine bunu en aza indirgeyerek gerçekleştirir.
·
Sıralı
sistem:
Oto kontrol mümkün değilse,başka bir yöntem vardır ki bu yöntem
herkesin kendisinin işini yapmadan önce bir öncekinin işini kontrol
ederek yaptığı iştir. Bu sistemde bir işçi kendi
yaptığı işin kontrol edilmesini kendinin aşağılanması
ve becerisine güvenilmemesi olarak yorumlayıp kızabilir. Bu yüzden
sistemin sonuçları çok güzel olmasına rağmen uygulanmadan önce
psikolojik hazırlanma dönemi gerektirebilir.
·
Malzemelerde
kalite kontrolü:
Bu prensip üretim kalitesini etkileyen faktörlerin varlığını
tespit etme işlemidir ki esas işlem daha sonra gelir. Örnek olarak
şöyle de denebilir; eğer vida ve pulun olup olmadığı
yapılacak işlemden önce kontrol edilirse ve vidalama işlemi
de doğru olarak yapılırsa işin tam olarak bitirilmesi
söz konusu olabilecektir. Bu sistem iyi sonuçlar verecektir, fakat işe
teknolojik bakımdan açıdan tam olarak hakimiyet gerektirmektedir.
Üretim aşamasında işi kontrol ederek yapmak sonradan kontrol
edip ayırmaktan iyidir.
Sonradan kontrol sistemini
kullanan batılı üreticilerin aksine Japon üreticiler bu
sistemi kullanmaktadırlar. Bu kalite kontrol sistemini uygulamak
için felsefeyi tamamen değiştirmek gerekir ki bu da oldukça zordur..fakat
bu prensibi kabul ettirdik mi teknolojik
çözümler kendiliğinden kolaylıkla gelir. Bu yüzden bu sistem direk
operatör olmaksızın makine yapımının en iyi yollarından
biri olduğu söylenir.
Nakliye
:
Depolama
:
Hazır
stoklar için ana sebepler ;
-
İnter-operation stocks (linked to the organization,yükleme
aşaması,synchronization or installation)
-
Management-type inter-phase times (makine arızaları,hatalı
ürünler,alet değişimi,üretim programında değişiklik,farklı
makine kapasiteleri,işlem süresi farkları)
-
Safety stocks (complete batch of the product assocşated
with aphenemenon other than production)
Üretim üç aşama üzerine
kurulabilir ;
1) maximal kapasite
2)
minimal kapasite
3)
istenen miktar
Dizayn
:
Esnek sistemlerin temel özelliği evrensel bir metot kullanmaksızın analiz edilebilememesidir.
Bu tür bir esnek sistem tasarlamak için makinaların kendilerine
has bir ailesine karar vermeden önce bütün detaylara sahip olmaya gerek yoktur
fakat makinaların mekanik gücü yanında önemli görülmeyen alanlarla
ilgili olsa bile mümkün olan bütün bilgiler toplanmalıdır.
Belli
başlı bazı değişimlerden sakınmak önemlidir.
Bunlardan bazıları;
·
Bir işçiyi direk
olarak bir robotla değiştirmek
·
Üretim sisteminde gelecekte
olabilecek birleştirme işlemlerini dikkate almaksızın
bir veya daha fazla sayıda makine almak.
·
Çevreyle olan etkileşimi
hakkında bir rapor olmaksızın otomatik bir sitem kurmak.
·
İmalat aletleri
ile olan bağlantılarını analiz etmeksizin bir CAD/CAM
sistemi ithal etmek.
·
Başlıca analitik
değerlere yönelik olan bir üretim-yönetim sistemi kurmak ve imalat birimlerindeki
eş zamanlı ihtiyaçlara önem vermemek.
·
Gelecekte olabilecek
gelişmeleri dikkate almaksızın bugünkü ürünleri otomatikleştirme.
Belirleyici
faktörler :
Bir esnek imalat sistemi için yapılacak olan proje çalışması geniş bir deneyime sahip bir proje lideri tarafından koordine edilen tam disiplinli bir takım gerektirir.
Her konunun etkisi bütün durumlar için farklı olacaktır fakat
hepsi analiz edilmelidir.
Üretim
sırası :
bir
tahlil hala yapılmalı ve kullanım imkanlarının kapasitesinde
oluşacak olan düşmelere farklı yöntemler sıkça verilmelidir.
Bir esnek imalat sistemindeki bir makinenin bir parçasının değiştirilmesi
bir yada iki dakika alırken, alelade bir makinede bu süre birkaç saate
kadar çıkabilir özelliklede değiştirilecek parça büyük olduğu
zamanlarda bu süre çok uzar. Neticede bu imalat için tamamen farklı bir
yapı sunar.
İmalat
yöntemi :
Bu şimdiki gereksinimlerden daha çok şirketin tarihiyle ilgilidir.
İyi bir performans sunsa bile bazen yöntemi bir bütün olarak ele almak
gerekir.
Alet
ve ekipmanlar : Birçok
durumda aletlerin yönetimi kısımların yönetiminden daha karmaşık
olduğu için imalatta kullanılan alet ve ekipmanların yüksek
bir seviyede standartlaştırılması gereklidir ve esneklik
ekipmanların dikkatli bir kontrolünü gerektirir çünkü bu yönlerle bağlı
olan dolaylı kazançlar önemli olabilir.
Ara
yüzler : Bir
sistemin dizaynında en sık ihmal edilen problemlerden biriside arayüzlerin
belirlenmesidir. Bir imalat makinesi izole edilmiş bir alet değildir
ve üç çeşit ara yüzle birlikte çevresi ile etkileşim içindedir.
-
Bilgisayar
ara yüzü :
Bu birim kontrol sistemi ile alt sistemler arasındaki diyalogu sağlar.
Bu tür bir bağlantının ana zorluğu farklı elamanlar
arasındaki diyalogu sağlamaktaki zorluklardan kaynaklanır.
(mini micro computer, process controllers, CNC .etc. )
-
Elektronik
ara yüz :
Bir taşınma yada işlev değişikliği yapılmadan
önce alt ünitelerin ve çevre birimlerin doğru durumda olup olmadığının
kontrol edilmesi çok önemlidir ve transfer komutu bu kontroller tamamlanmadan
verilmemelidir. Hem manuel hem de otomatik işlemler için bir taşınmada
güvenliğin sağlanmasında sensörler ve elektronik dedektör sistemlerinin
kullanılması gerekmektedir. Bilgilerin değiş tokuşu
kontrol sistemi ile kontrol edilen elemanlar arasında direk bir kablo
bağlantısı ile olmaktadır.
-
Mekanik
ara yüzler : İki
elemanın birbirine bağlanması sırasında üreticilerin
sorumluluğu olarak ortaya çıktığı için bu ara yüze
çoğu zaman önem verilmez. Makinenin daha kesin bir çalışma
pozisyonu gerektirdiği durumlarda bir el kumanda sistemi santimetrenin
en yakın değerlerinde yerleştirme yapabilir. Eğer mekanik
ara yüzler başlangıçta dikkate alınırsa bu çeşit
sorunların üzerinden gelinebilir. Mekanik bağlantıların
daha birçok örneği mevcuttur. (ekipmanların kısmı, basınç
altındaki aletler vb.) ara yüz sorunları genellikle proje sorumlusunun
sorumluluğundadır ve sıkça büyük bir çalışma gerektirir.
İnsan
çevresi :
Az çok büyük ölçekli projelerde insan çevresini sistem tanıtımında
çekme kapasitesi de önemle göz önünde bulundurulmalıdır. Herşeye
rağmen an yüksek düzayde bile olsa otomatik sistemler insan yardımı
olmadan hala çalışamazlar. Operatörler analiz yaparak sitemler için
en uygun ve verimli çalışma durumlarını ayarlarlar. Yüksek
derecede otomatikliğe sahip bir elemanda ve birçok manuel ünite sıklıkla
bir yardımcı gerektirir ve esnek sistemin fabrikanın diğer
kısımlarını rahatsız etmemesini sağlamak için
önlemler alınmalıdır. Tecrübenin, seviyesini belirleyeceği
için dizayn aşamasında insan çevresini hesaba katmak önemlidir.
Eğer şirket uygun bir bünyeye sahip değilse yüksek karmaşıklıkta
bir sistem dizaynı gerçek dışı olabilir.Bilgi ve beceri
burada işin ve teknik imkanların zorluna bakılmaksızın
kalitenin artmasına sebep olur. Bu basit
bir problem için birçok farklı çözümün bulunmasına sebep olabilir
eğer farklı imalat ünitelerinde kullanılıyorsa
Çalışma
metotları
Bu metot özel ve iyi tanımlanmış çalışma metotlarını içerir. Mühendislik yaklaşımı koşulları içinde ifade edilmiş malzemelerin temel farklılıkları vardır.
· Gereksinimlerin tanımı: Bir üretim problemi çözülmeden önce gerekli datalar toplanmış olmalı. Hazırlayıcı safhanın amacı ürünün kimliğini açıklamasını onun gelişmesinde ki nitelik ve nicelikleri tahmin etmektir.
· Fizibilite çalışması: Bu çalışma önemli bir proje de her zaman önde olmalıdır. Amacı; teknik imkanlarla kurmak,baş tercihleri belirlemek, finansal giderleri saptamak veya ayrıntılı kar çalışması planı yapmaktır. Bu kararların maliyeti için önemli bir malzemedir.
· Tanım çalışması
Designed by MistyFuture