 2.
2. 3.
3. 4.
4.
Elokuvakoneissa käytettiin hiilikaarilamppuja niiden korkean valontuoton vuoksi pitkälle 1950- luvulle asti ja Suomessa jopa 1990- luvulle saakka. Esityslaitteiden automatisointi, monisaliteatterit ja siirtyminen 1800 metrin filmikeloihin tai pitkäesityslaitteisiin vaikuttivat xenon- lamppujen yleistymiseen. Joissakin teattereissa on vieläkin hiilikaarilamput.
Pientehotasavirtahiilissä on valolähteenä sähkövirran avulla valkohehkuun kuumennettu, plushiilen kärkeen muodostuva kraateri. Kraaterin kokoon vaikuttaa virranvoimakkuus. Kraaterin valotiheyteen ei viranvoimakkuus olennaisesti vaikuta.
Miinushiilen tehtävä on lähinnä toimia sähköjohtimena. Yhtäläisen kulumisen saavuttamiseksi miinushiili on yleensä plushiiltä ohuempi.
Tasavirtahiilien plushiilen ydin on valmistettu metallisuoloista, jotka valokaaren kuumentamina kaasuuntuvat. Syvään plushiilen kraaterikuoppaan muodostuva kaasupallo on erittäin kirkas. Kaasupallon läpimitta ei vaihtele huomattavasti virranvoimakkuutta muutettaessa, mutta virranvoimakkuus vaikuttaa valotiheyteen. Kraaterin läpimitta on korkeintaan 4/5 hiilen läpimitasta.
Suurtehohiilien etuna on vielä mahdollisuus käyttää suuria virranvoimakkuuksia (jopa yli 200 amperia). Valo on lisäksi hyvin valkoista, päivänvalon kaltaista.
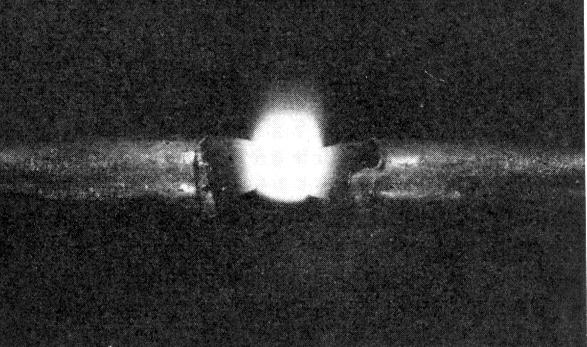
Vaihtovirtahiilet ovat samanlaatuisia (plushiiliä). Molempien hiilien kärkeen muodostuu kraateri kaasupalloineen. Vaihtovirtaverkon 50 Hz taajuuden ja elokuvakoneen peittosiiven 48 kertaa sekunnissa tapahtuvan avautumisen eroavaisuuden vuoksi kuvan kirkkaus vaihtelee näitä hiiliä käytettäessä.
(Kuvat Ringsdorff-Werke GmbH, Bad Godesberg-Mehlem- tehtaan julkaisusta KINOKOHLE)
1. 2.
3. 4.
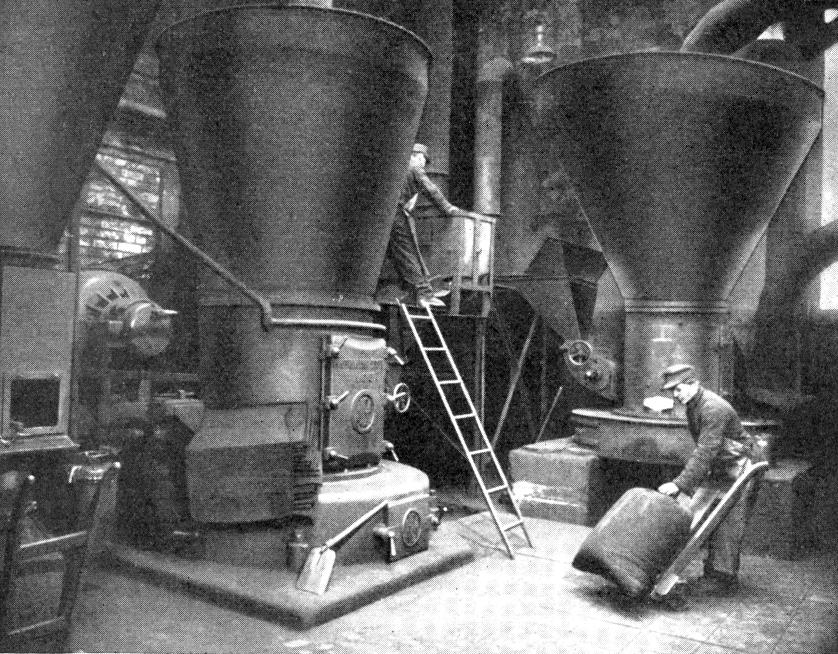
1. Raakamateriaali hienonnetaan suurissa myllyissä.
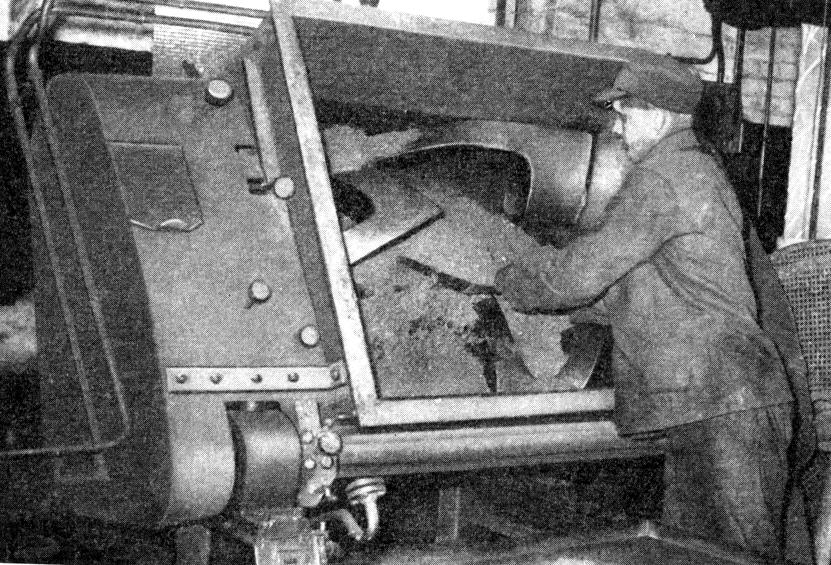
2. Sekoitin valmistaa raaka-aineista pehmeän hiilitahnan.
3. Vielä notkeat hiilisauvat työntyvät painepuristimen suuttimesta.
4. Kinohiilien polttamiseen käytettäviä, kaasulla toimivia kuilu-uuneja.
5. 6.
6. 7.
7. 8.
8.
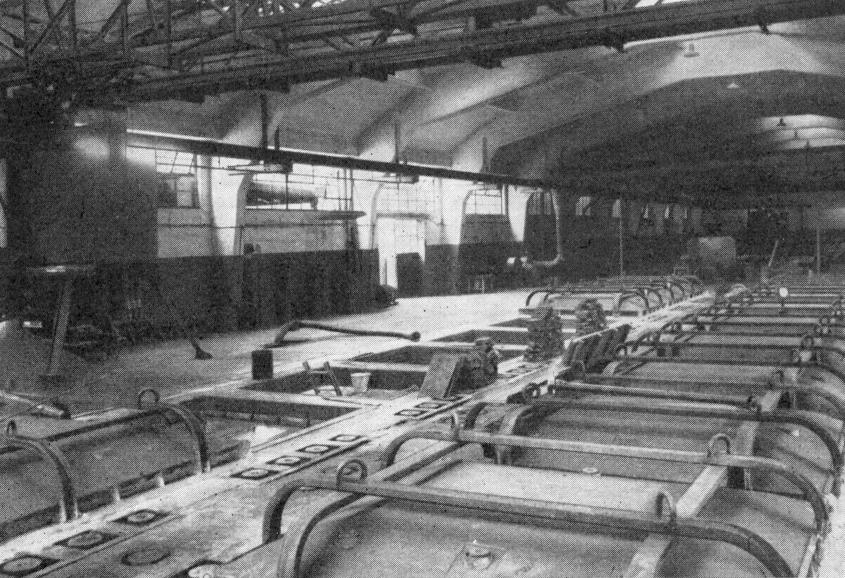
5. Sauvakimppujen asettelu kuilu-uuniin.
6. Poltettujen hiilien katkaisu määrämittoihin.
7. Ydinmassan täyttö hydraulisella puristimella.
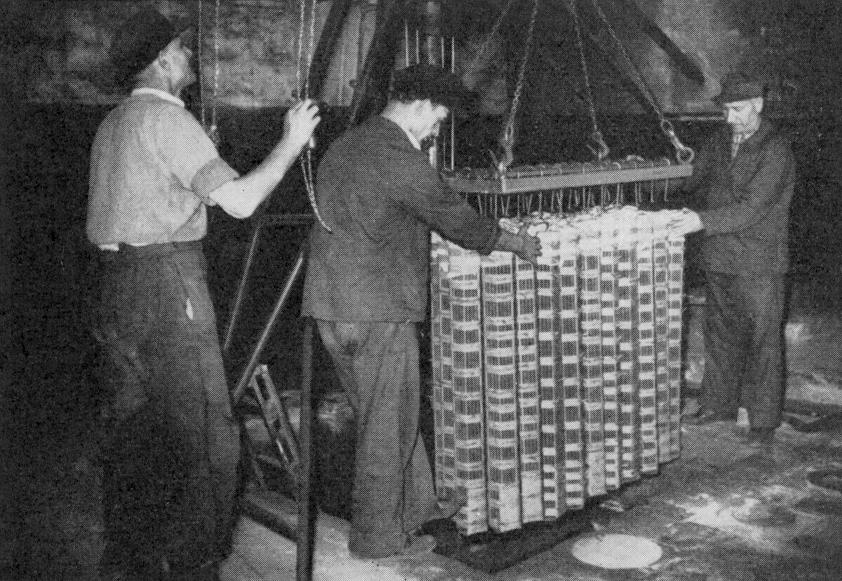
8. Kinohiilien kuparointi galvaanisessa kylvyssä.
9. 10.
10.
9. Tarkistusmittaus.
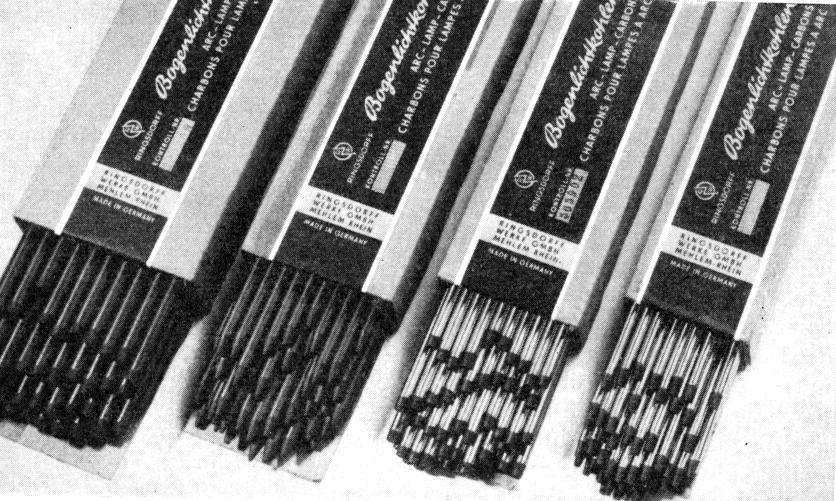
10. Valmiita hiiliä toimituspakkauksissaan.
Kinohiilien raaka-aineena käytettiin aluksi sokeriliuoksella kyllästettyä hiilijauhoa, joka sekoitettiin joustavaan massaan ja painettiin sitten puristimen läpi sauvoiksi. Sauvat hehkutettiin korkeassa lämpötilassa. Sokeriliuoksen vesi höyrystyi, sokeri kovettui ja jäljelle jäi muista hiilisauva.
Hiili on edelleenkin perusraaka-aine. Lisäksi käytetään nokea, tervaa, pihkaa ja öljyä. Hiili hienonnetaan suurilla myllyillä pölyksi. Sekoituskoneen avulla raaka-aineet sekoiteaan pehmeäksi tahnaksi. Tahna kulkee edelleen valssien läpi ja tiivistyy massaksi. Seuraavaksi massa kulkeutuu painepuristimeen, jonka O- kirjainen muotoisesta suuttimesta purkautuu noin metrin mittainen, verraten pehmeä sauva. Sauvan keskellä on reikä ydintä varten.
Eri paksuisia sauvoja saadaan tarpeen mukaan puristimen suutinta vaihtamalla.
Pehmeät sauvat eivät vielä kelpaa kinohiiliksi. niiden sisältämät terva ja noki ovat kaiken lisäksi eristeitä, joten valokaarta ei niiden väliin synny. Siksi kimpuiksi sidotut sauvat poltetaan yli 1000 asteen lämmöllä kuilumallisissa kaasu-uuneissa. Poltto kestää noin kolme viikkoa ja sen aikana sidosaineet haihtuvat. Tuloksena on kova hiilisauva, jonka vastus metriä kohden on hiilen paksuudesta riippuen 35 - 70 Ohmia/neliömillimetri.
Tarkistusmittausten ja lajittelun jälkeen hiilisauvat katkaistaan määrämittoihin ja täytetään valokaaren tasaista palamista edistävällä ydinmassalla. Massa valmistetaan seoksesta, jonka raaka-aineina ovat hiili ja ceriumfluoridi.
Kuivatuksen tai hehkutuksen jälkeen suurtehohiilet vielä päällystetään kuparilla galvaanisessa kylvyssä.
Jokainen valmistuserä tarkistetaan vielä pistokoeluonteisesti.
11. 12.
12. 13.
13. 14.
14. 15.
15.
11. Musta plushiili (pientehohiili)
12. Plushiili (suurtehohiili)
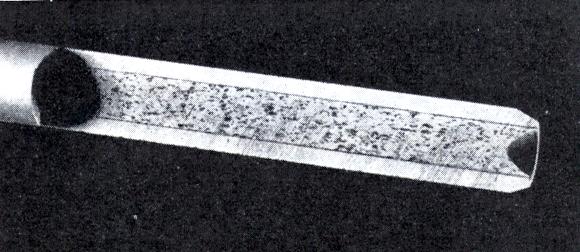
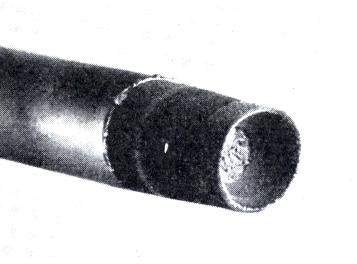
13. Hiilipari: paksu plushiili ja ohut, kuparipinnoitettu miinushiili
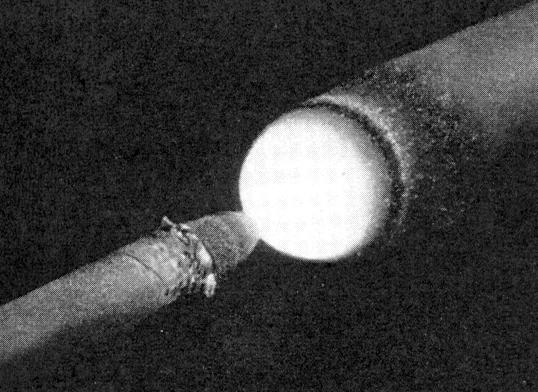
14. Normaali plushiilen pään kraateri
15. Vaihtovirtahiilien välinen valokaari (hiilet yhtä paksut)
Värkkäsi: