|
Last update Nov. 23rd. 2014 |
Lathe Tools
November 22nd. 2015 |
|
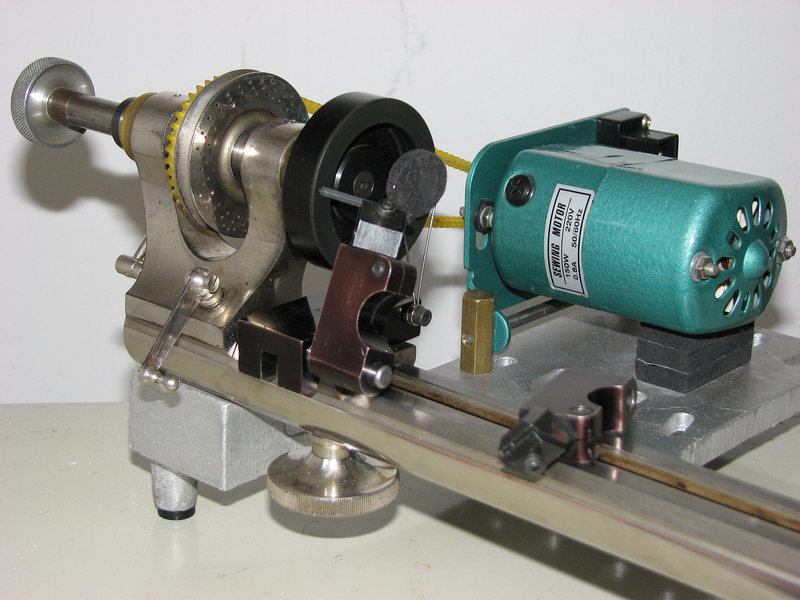
One of the most important tools for use with lathe is Tungsten Carbide graver.
To be able to cut hardest steel graver needs to be sharp. To sharpen it one needs to apply diamond wheel to shape and sharpen the graver. One of the tools is the Levin Carbide Graver Grinding Tool. |

|
|
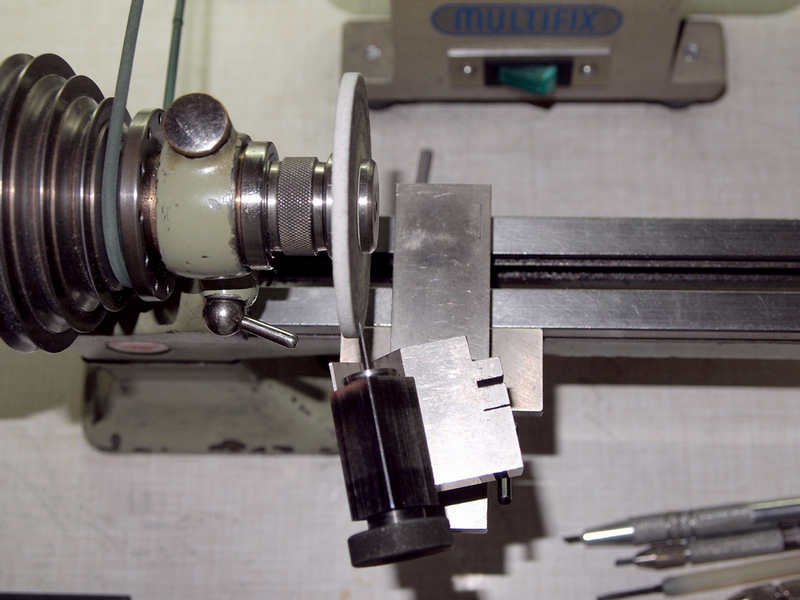
Image to the right shows Levin tool mounted onto the lathe ready to
grind the Tungsten Carbide graver bits.
Levin tool allows easy and precise mounting of the graver bit. Any number of graver bits can be ground to exactly the same angles without need of resetting the tool holder. |
|
| Several Tungsten Carbide graver bits 1.6 mm (1/16") square, ground for turning balance staffs out of blued pivot steel. |

|
|
Besides Levin Tungsten Carbide gravers, there are sets of Barkus
Horological Laboratory gravers.
Reckoned by many watchmakers to be the finest carbide gravers there are for use in horology. A boxed set of five graver bits with handle, for general turning, for parting, for staff turning and for pivot turning. |

|
|
Barkus Horological
Laboratory handle and
Carbide graver bits 2.5 mm (~0.1") square, 64 mm (2.5")
long, shown out of the box.
All of the bits are double ended, so that if one side gets dull, one just turns the bit around and can continue with turning. |

|
|
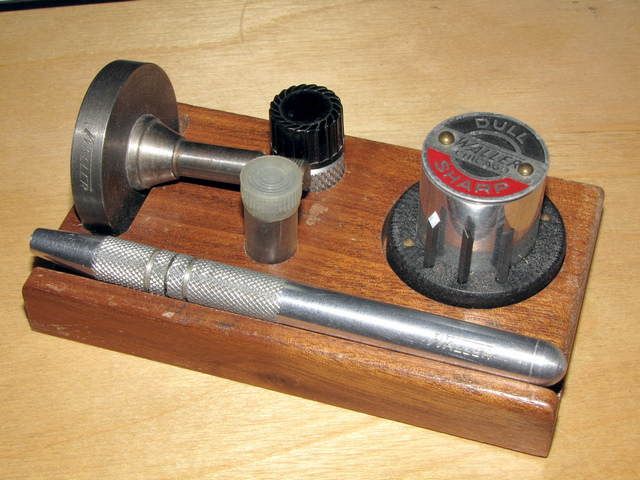
Yet another set of carbide gravers with handle and iron lap for for
sharpening graver bits.
These graver bits 1.6 mm (1/16") square, are produced by Waller. |
|
|
A Levin Lathe Utility Set.
It is intended for grinding and preparing HSS graver bits 1.6 mm (1/16") square, for turning in lathe. Also, it can be used for various slotting of parts or screw-head slotting. |

|
| Image to the right shows set-up for the screw-head slotting. Collet ready to accept finished screw which needs slotting. | 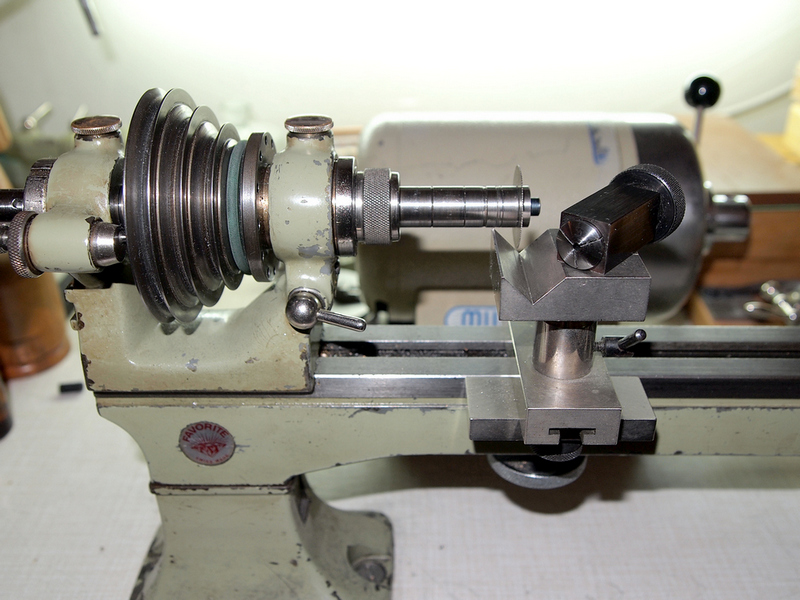 |
| And here we have a screw head already slotted in a matter of few seconds, exactly centred. |
|
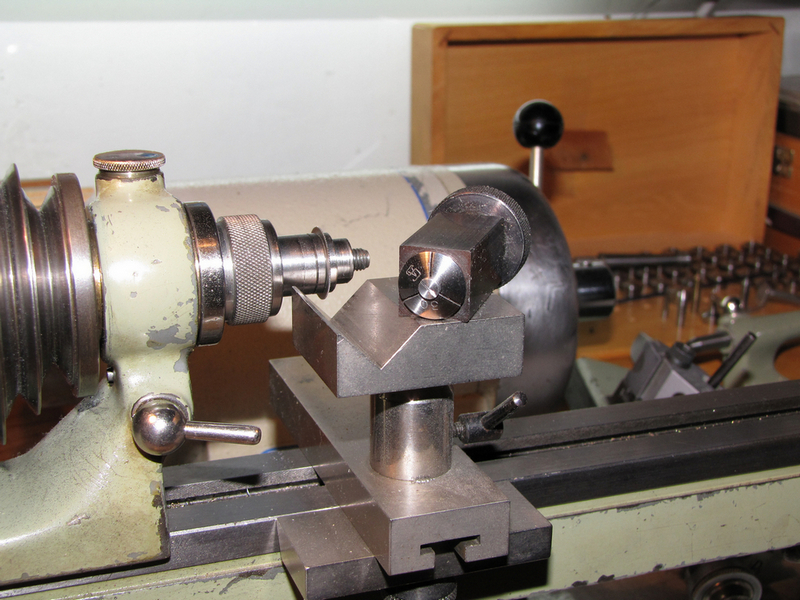
| Another
possible use is precise screwdriver bit grinding symmetrically, to fit
any screw-head without possibility of slipping.
Each screwdriver bit is fitted into the collet of corresponding size, ground quickly and accurately. Possibilities of the tool set are as large as is imagination of the watchmaker. |
 |
| Next
to the turning gravers and lathe cutting tools drill bits are just as
important.
There are several types used in watchmaking. The spade drill bits, the straight flute and the spiral drill bits. They vary in size, diameter of normally used drill bit is in range from 8/100 mm up to 3.0 mm. |
 |
| Here
are the pivot drills, sized from 10/100mm to 50/100mm, step is 1/100
and 2/100 mm, some are spade type and some are spiral.
Type of drill bit used in full depends on the material that needs to be drilled, and on the job that needs to be done. |
 |
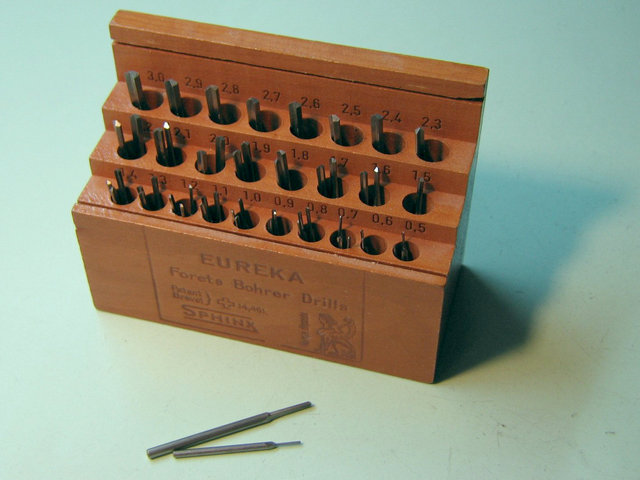
| The
big set of Eureka twin straight flute, Sphinx brand drill bits, diameter ranges
from 0.5mm to 3.0mm, increasing in steps of 1/10 mm.
The straight flute drill bits are by far superior to spade and to spiral flute drill bits. They will drill deeper holes centred straight and will not wander off, nor will they break easily. Drill bit shank varies with the drill bit size and are: 1.5mm, 2.0mm, 2.5mm and 3.0mm. |
 |
| A
smaller set of Eureka twin straight flute, Sphinx brand drill bits, diameter
ranges from 0.5mm to 1.4mm, increasing in steps of 1/10 mm.
The shank of drill bits in this set is 1.5mm and is the same for all sizes. |
 |
| This is a set of spade drill bits, Sphinx brand sized from 10/100mm-30/100mm, increasing in steps of 2/100 mm, shank of all bits is 1.0mm in diameter. |  |
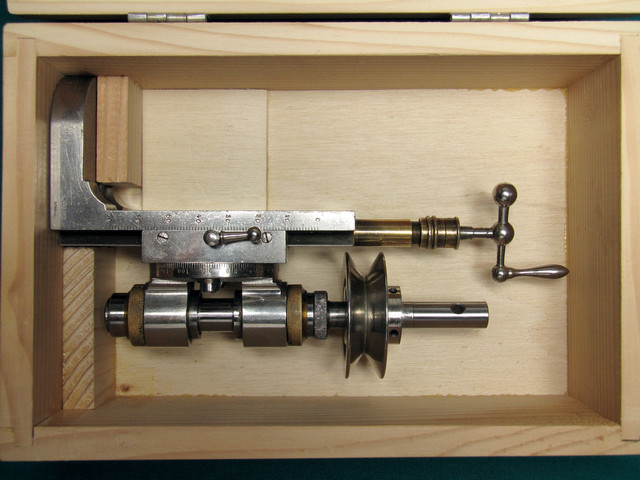
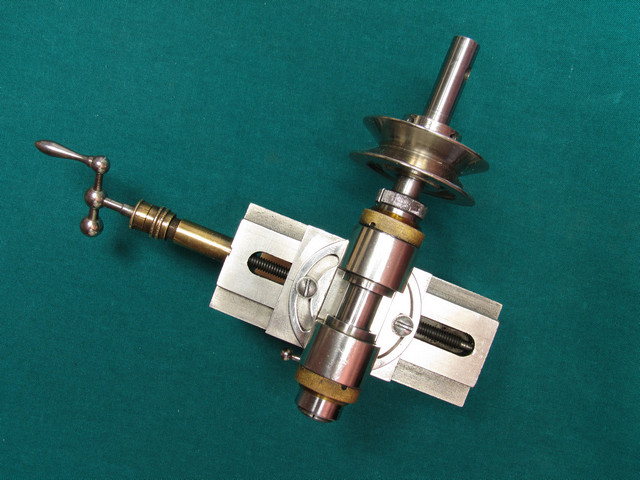
| Another lathe tool designed by Levin is the Pivot Straightening and Burnishing Tool |  |
| It
can be used without lathe as well, driven by a bow fastened to the
bench side with a special holder provided with the set.
When used in lathe it is mounted onto a special holder that mounts in place of T-rest, in the usual manner. Lathe is used to drive it with a small pulley provided with a set, mounted in a collet.
|
 |
| Image from the Levin catalogue shows application of the tool in a lathe. | 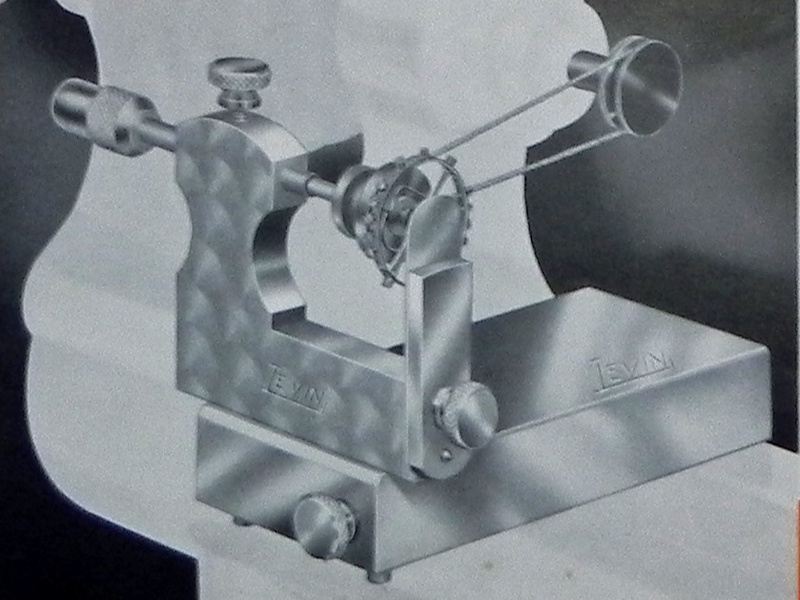 |
| Set of Levin Balloon chucks, one sized for use with pocket watch balances and smaller one for the wrist watches. | 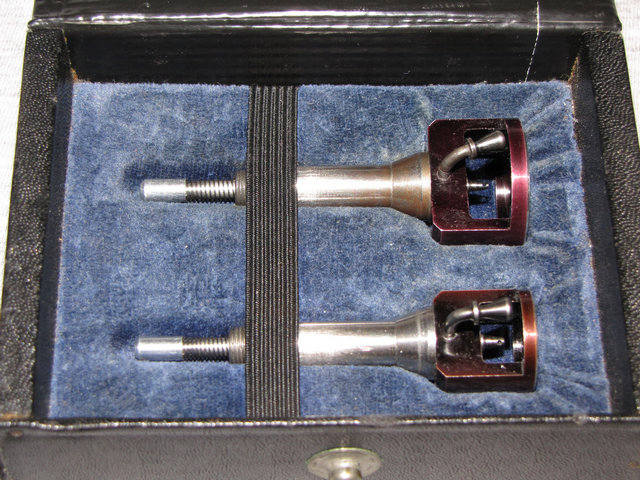 |
| Balance
wheel is securely mounted inside the chuck and then mounted in the
lathe.
No further centring is needed as the balloon is mounted onto the 8 mm collet. Used only for minor repairs of pivots without dismantling hairspring from the balance wheel. I would not advise its use on high grade watches. |
 |
| Another
important lathe tool is vertical slide with the milling/drilling
attachment.
This one is a heavy duty, Wolf Jahn, vertical slide with milling/drilling collet bearing attachment. It is usually mounted onto the cross slide, and is driven by use of overhead drive. |
 |
| Images show Vertical slide as seen from various sides with the milling/drilling attachment mounted vertically. | 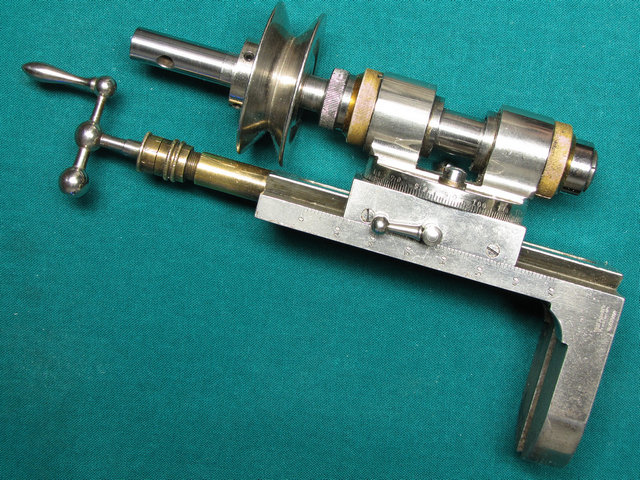 |
| Vertical
slide as seen from various sides with milling/drilling attachment
mounted horizontally.
Of course drilling/milling attachment can be mounted at any angle in relation to the vertical slide ± 90º. It can be lowered or raised travelling the full length of 70 mm. |
 |
| top | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|