|
Last update June 26th. 2020 |
Mainspring Barrel
Repair of the Soviet Aircraft Clock �АЧС-1М� June 26th. 2020 |
| Soviet
A/C Clock �АЧС-1М� |
|
| The
post holding stop work is broken off. Not having a replacement, it had to be
repaired.
A piece of broken off screw stayed in the cover, and it would not budge. |
 |
| To remove
screw remnant, I
decided to dissolve it in the concentrated solution of alum.
Hence, I dissolved 7 grams of alum in 50 ml of distilled water in a laboratory glass. To hasten removal of the screw remnant I have used coffee mug heater which kept solution of alum at 50� C. After about ten hours the remnant of the screw was completely dissolved, without any damage to brass or nickel plating. |
 |
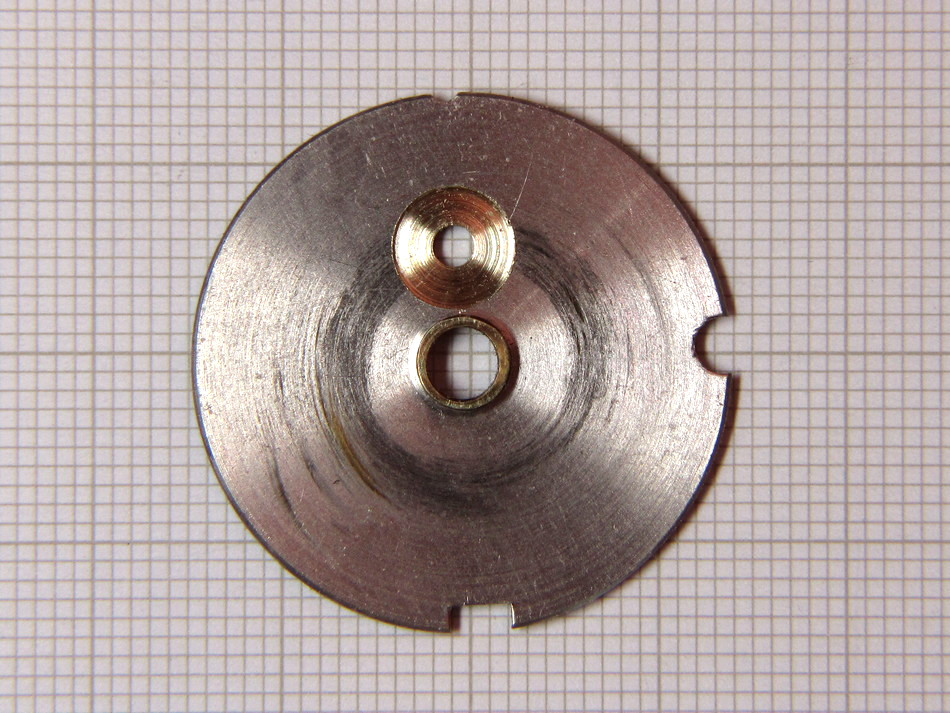
| I
mounted barrel cover in faceplate of my watchmaker�s lathe and I drilled a hole through the remnant
of the post 2.2 mm in diameter close to the OD of the broken post |
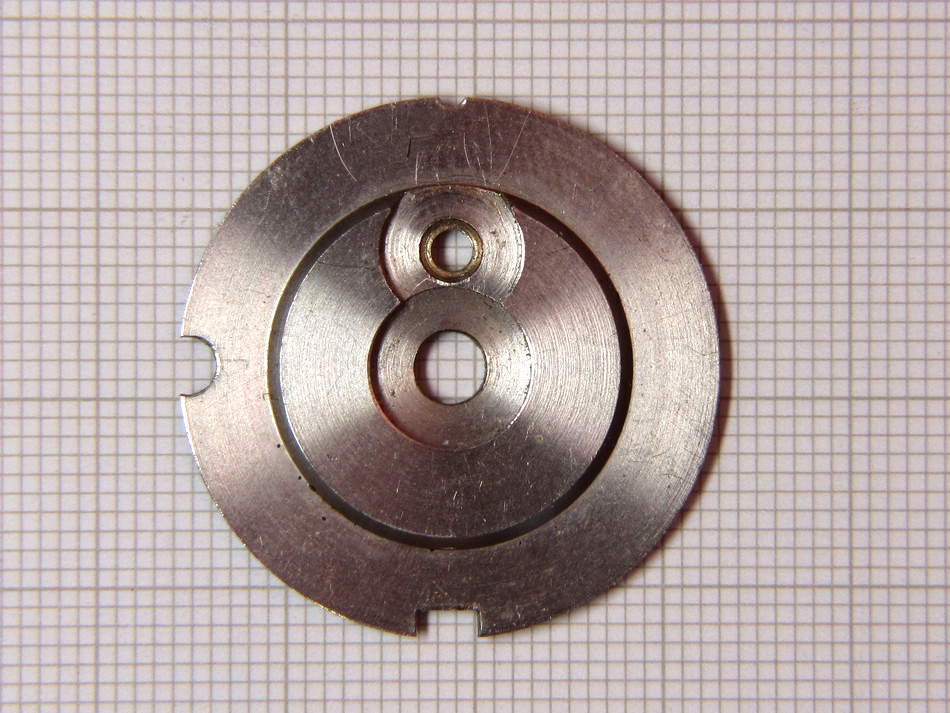 |
| On the other
side of the barrel cover, one facing the mainspring, I bored shallow
opening. 0.4 mm deep, 6.0 mm in diameter, to accept a flanged bushing
which shall replace the broken off
post.
Boring the barrel cover has reduced its thickness from 0.70 mm to 0.30 mm. Having depth of the bore of 0.40 mm allows 0.10 mm thick solder layer. . |
 |
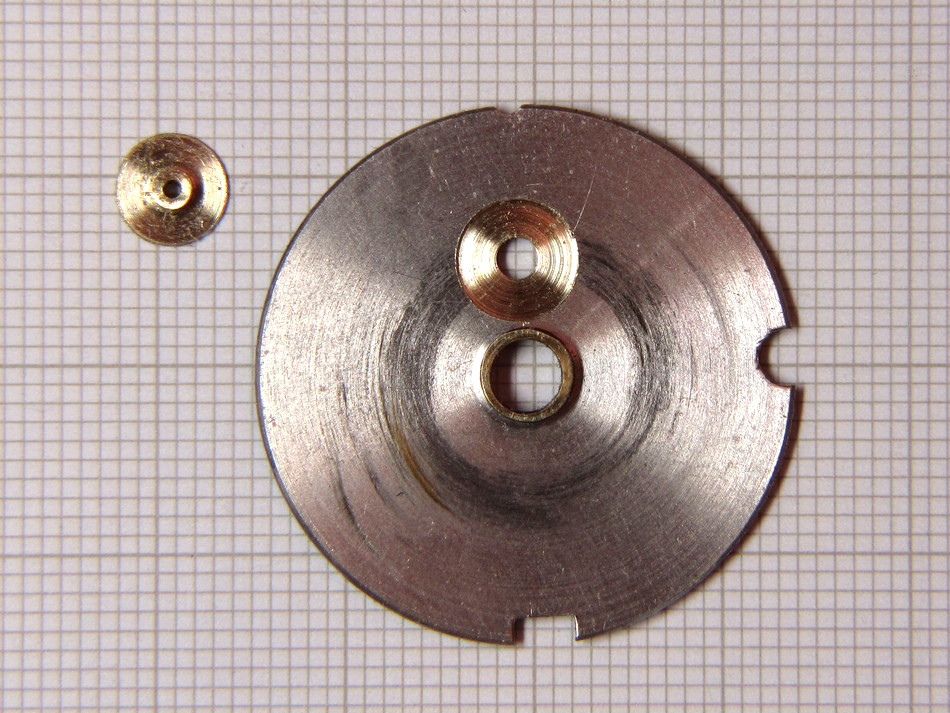
| I
turned brass bushing with 2.20 mm OD at the lower end, O.4 mm high,
in order to allow
accurate centring, and 2.1 mm OD on the upper end, to fit Maltese cross, with flange 6.0 mm
OD, 0.3 mm thick.
Thus, leaving 0.1 mm space for solder layer between surfaces of barrel cover and bushing flange, in order to get as much bonding surface as possible. |
 |
| To solder the bushing to the barrel cover, I have used TIX solder, for its higher holding strength than that of the usual 60/40 soft solder. TIX solder melts at 135� C. |  |
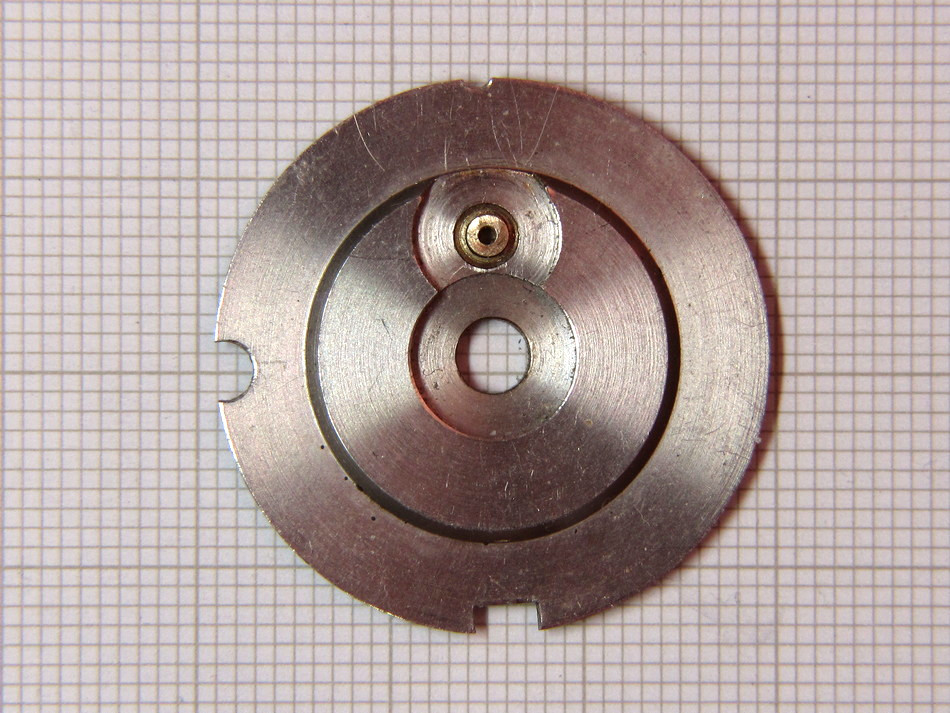
| Using
several, short length, pieces of the TIX solder I've
soldered
the bushing using the hot air soldering iron, shown in the second image.
The very low melting point temperature, of TIX solder, will not do any damage to the brass pieces by overheating, as would happen with a solder requiring higher temperature to melt. |
 |
| I removed the excess solder using a very fine file. | 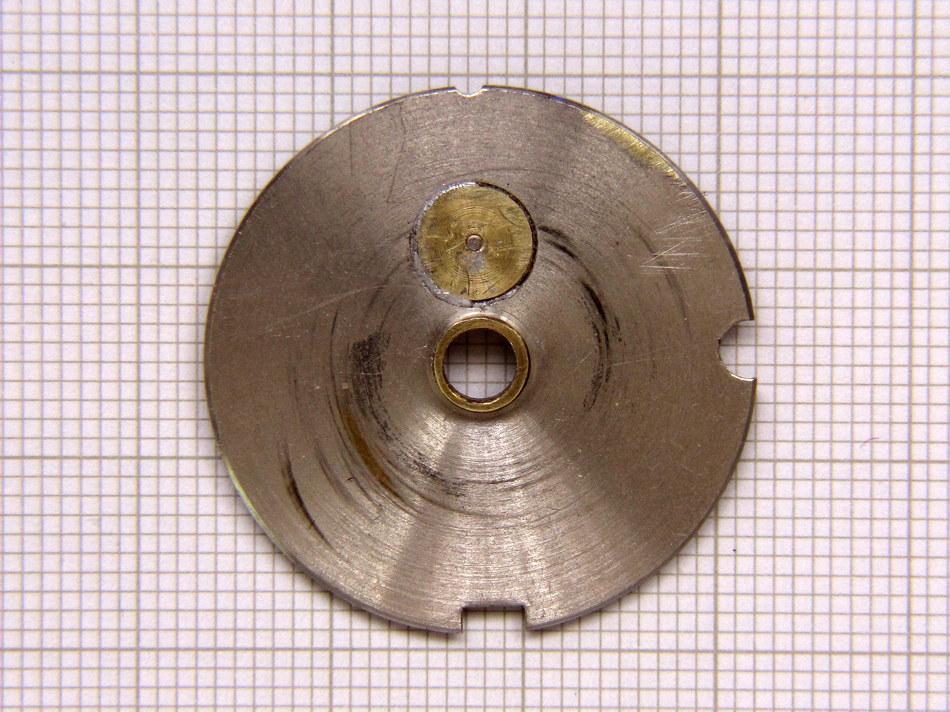 |
| I then assembled the stop work and tested Maltese cross for freedom of rotation. | 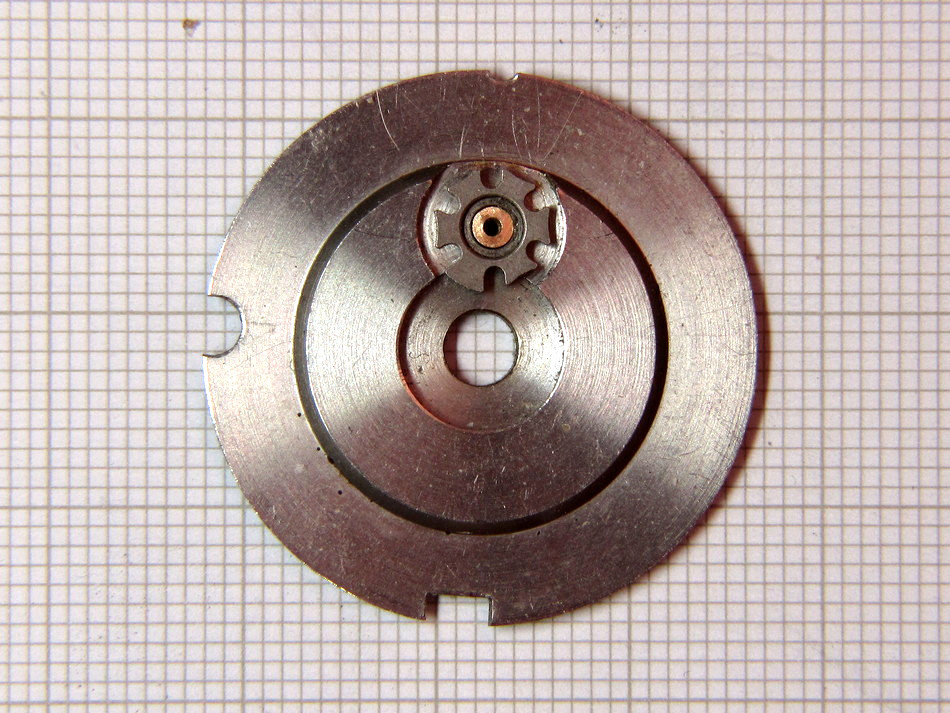 |
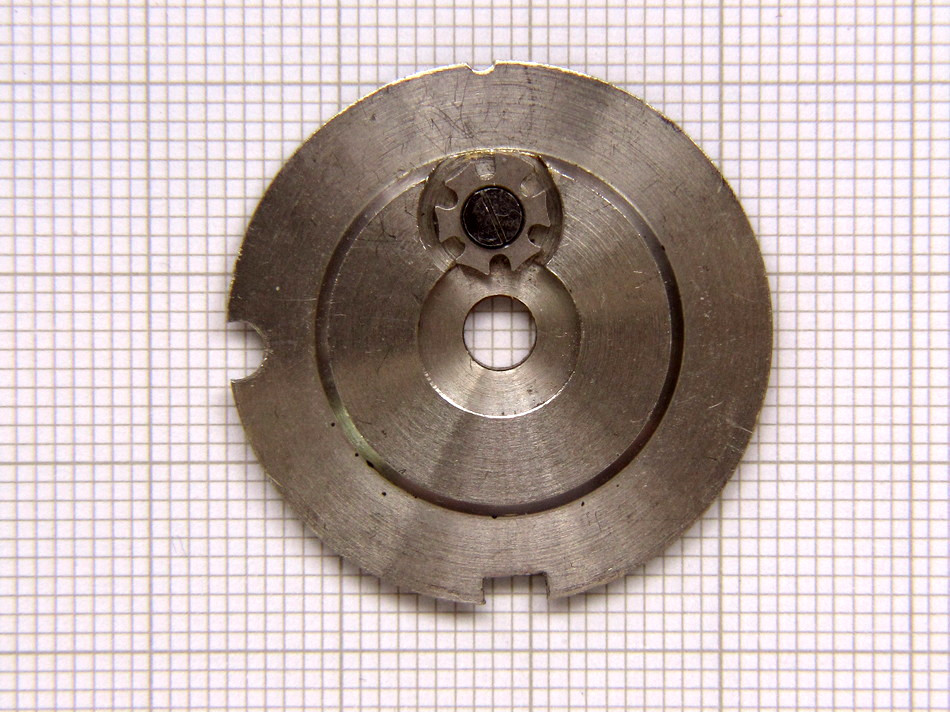
| Screwed the
Maltese cross in position and tested again for freedom of rotation.
Finding that everything is in order, I've cleaned barrel cover thus preparing it for mounting back onto the barrel.
|
 |
| Barrel finally assembled and ready to be mounted back into the clock movement. | 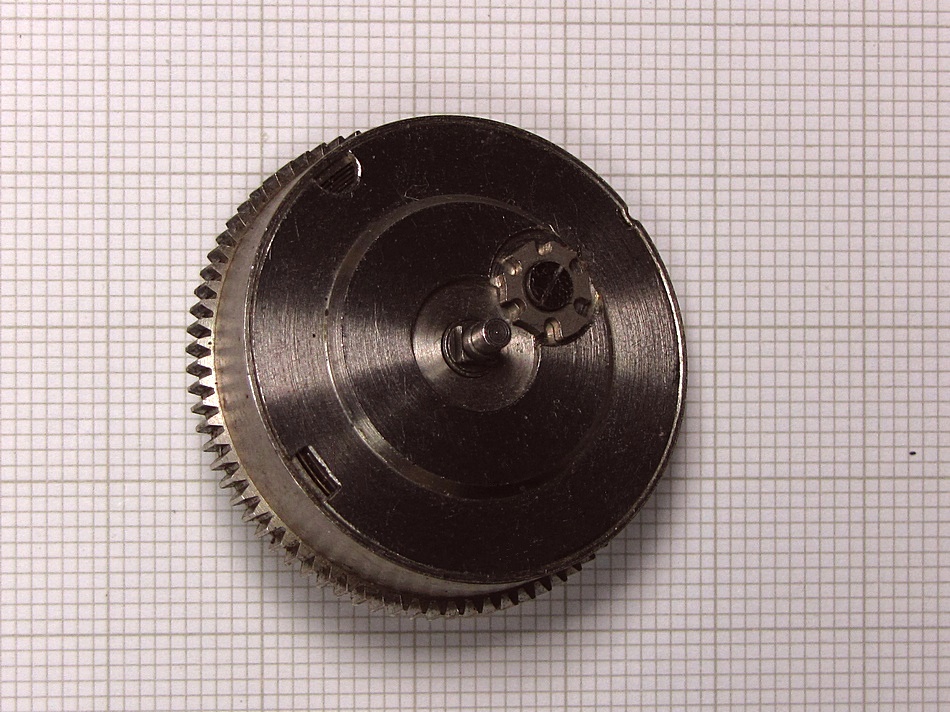 |
|
I feel that it may be necessary to say that the correct preload of the mainspring is not at all mentioned within the maintenance manual of the clock. Presumably, the reason for that is the way maintenance is performed by the Russian Air Force - If needed, replace the barrel complete. Nevertheless, I have learned from Ukrainian and Russian colleagues that the correct mainspring preload is four complete turns of the barrel arbour. Clock is powered by two mainsprings with barrels working in parallel, able to drive clock 84 hours. Both mainsprings should be preloaded equal amount, it is recommended that the clock is wound once in 48 hours. |
|
|
References: |
|
| 1 - User Instructions Manual of AChS-1 1963 - Russian | |
| 2 - Maintenance Manual of AChS-1 1973 - Russian | |
|
|
|
|
Copyright � 2004, 2011, 2014, 2015, 2016, 2020 by Dushan Grujich. All rights reserved. |
|
|
|
|
|
| |
|
|
|

