| Watchmaker's Screwdrivers | |
| Perhaps
the most used tool by a watchmaker are watch screwdrivers.
The image to the right shows a set of high quality French made screwdrivers in a nice swivel base, which makes it easy to get any screwdriver, as well as to place it back. Diameters of the blades are 80/100 - 300/100 mm, enough to cover most all screw head sizes found in watches.
|
 |
| This
image shows the swivel base with cover removed to expose storage of
the spare blades, and replacement set screws (found under the red dot
label).
It should also be noted that not all screwdrivers are of the same length or with the same body diameter. That is to allow reduction of the torque applied to the screw, the smaller the size of the screw, the smaller torque can be applied to it. |
 |
| Hexagonal
heads prevent screwdrivers rolling on the bench top, they also are
loaded with a steel ball, making it easy to turn screwdriver
while holding it with three fingers.
No watchmaker relies upon a single set of screwdrivers. myself included. Reason for use of several sets, is to always have screwdrivers ground for different width of slots on screw heads, so that screwdriver will not slip and thus do the irreparable damage to the movement. |
 |
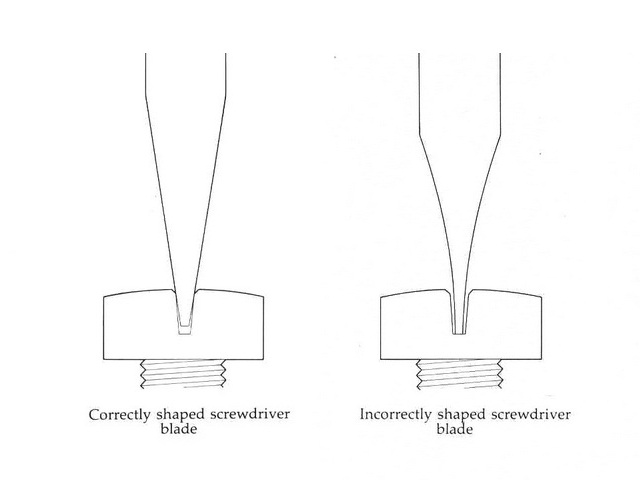
| It
is very important to have screwdriver blades shaped correctly,
otherwise slot in the screw head can easily be marred, requiring that
it be refinished, or having screw replaced.
The screwdriver blade should be shaped so that it will wedge in the screw head slot, deep enough not to damage the screw, but not touching bottom of the slot. If it touches the bottom it shall most certainly slip and find its way into some part doing damage to it. Correctly and incorrectly shaped screwdriver blades. |
 |
| top | |
| Mainspring Winders | |
| Another
quite important watchmaker's tool is the mainspring winder. Given so many different watch movements, each having a different size mainspring barrel, one needs a large variety of winders in order to handle them all. Here is a set of K&D wrist watch set of mainspring winders ranging from ladies baguette to gent's wrist watches. |

|
| And, here is a set of K&D mainspring winders for watches ranging from around 8''' up to 18''' pocket watches. |

|
| Of
course if one does work with watches larger than 18''' as well
as clocks then the selection is by no means exhausted. Therefore another set of larger mainspring winders is also in order, just in case. |

|
| top | |
| Mainspring Barrel Opener / Closer Tool Set | |
| To replace the
mainspring one first has to open the mainspring barrel without
damaging, or distorting it.
To open and to close the mainspring barrel we use tool intended for it, either bought or shop made. The wrist watch sized set shown was shop made using Polyoxymethylene i.e. Delrin. I prefer to use tool with individual pieces made to fit the particular size of barrel, instead of the fit-all sizes tool. |

|
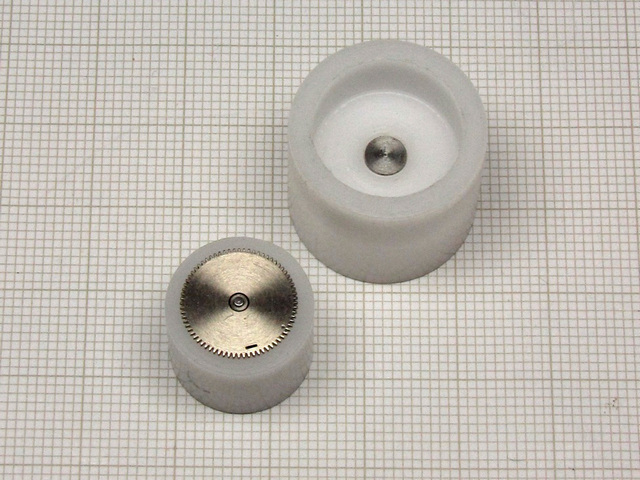
| The
use of the tool for opening the barrel is simple.
Barrel is placed in the recessed side of the base and the cover piece with metal insert is used to press down and open the barrel. For closing, the operation is repeated with other cover piece that is without the metal insert, with the base reversed. |
|
| top | |
| Hand and chrono wheel removing tool | |
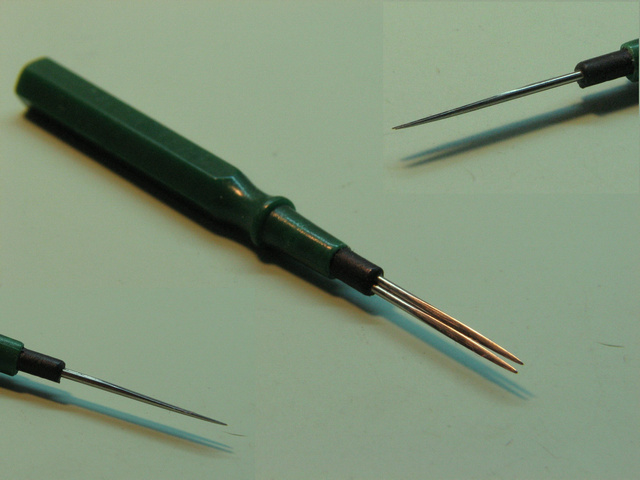
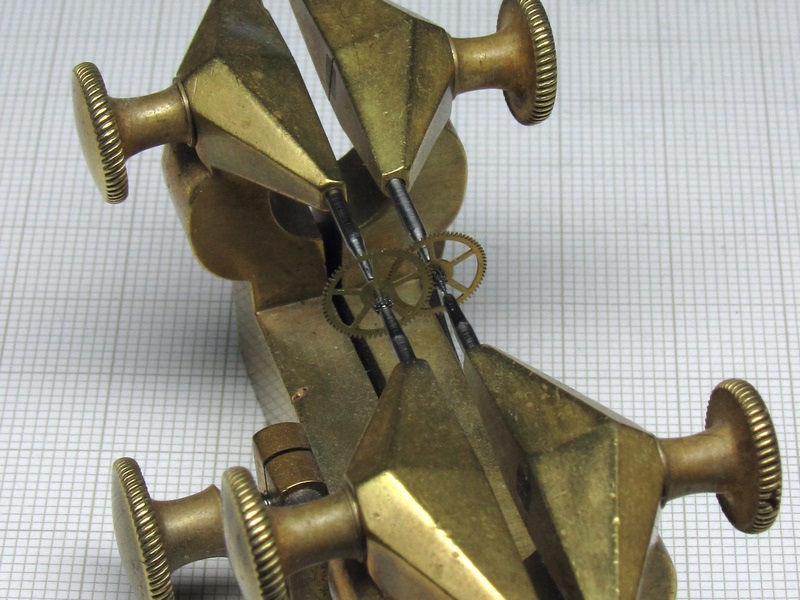
| To make the tool I choose couple of blunt sewing needles of the right diameter and suitable length and I soft solder them together at the other end. I then grind off half the thickness of the needles, polish them and then put on them a sleeve of heat shrink tubing, which serves to give somewhat more elasticity to needles. When finished I fit the tool in a suitable handle, such as the old dip oiler handle. | |
I use this tool to remove the sub dial hands. I place a thin plastic foil over dial (bellow the needles) so that tool, when pushed under the hand does not mar dial. The slow action provides force that is quite controllable and it very rarely lifts the hand off the pipe, it does happen, but I believe that it only happens when the hand is already damaged. I use the same tool to lift off the 8060 driving wheel, quite successfully. |
|
| top | |
| Balance spring collet removing tool | |
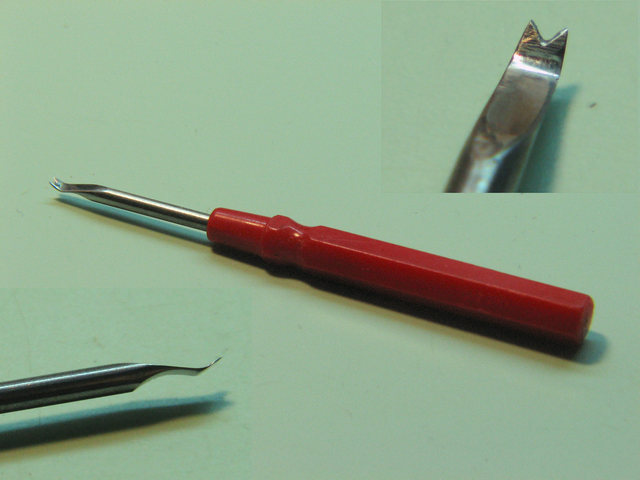
| This
is another shop made tool used for removal of balance spring by
lifting up the balance spring collet, by lever action, working from
underside. The lever was made from blue pivot wire 2.0 mm in diameter, grinding to shape using miniature diamond files and polished with diamond paste afterwards. When finished, I mounted it in an old dip oiler handle. The thickness of its blade tip is 0.15 mm as it is to be used on smaller calibres. |
|
| top | |
| Watchmaker's taps and dies | |
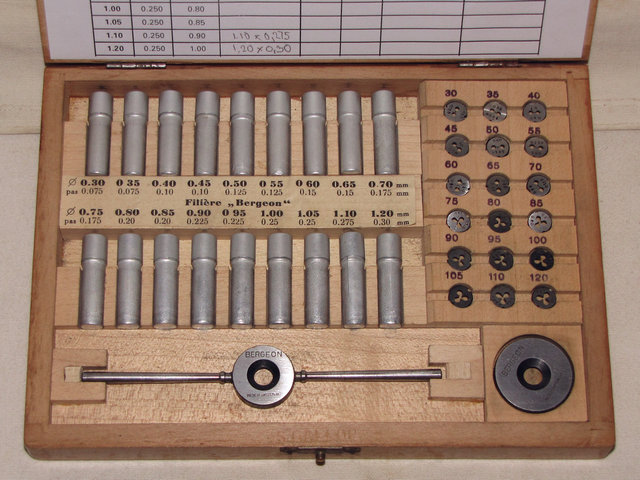
| One
of the indispensable tools of every watchmaker is a set of a
watchmaker's taps and dies. The image shows a comprehensive set of
taps and dies supplied by Bergeon. This set includes both, taps and dies, used for threading screws in the range from 0.30 mm to 1.20 mm in diameter. There are two types of dies in the set. Thread chasing, for screw thread sizes 0.30 mm up to 0.60 mm, and thread cutting dies for screw sizes from 0.60 to 1.20 mm. |
|
| During the years, some of
the thread pitches have been changed in watch movement production.
There are 18 sizes in the set, from the smallest tap of 30/100 - 120/100 mm. In each vial there are three HSS taps, taper, plug and bottoming.
|

|
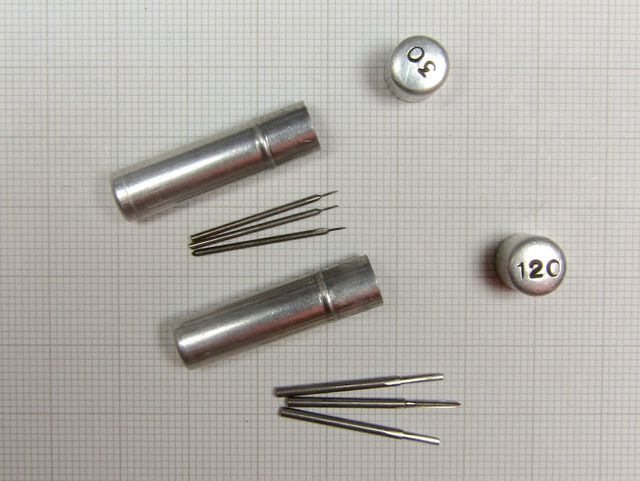
| The
vial
contents, smallest size of taps and largest size taps, with all three taps
shown, taper, plug and bottoming.
The second image shows that there are three flutes ground on each tap, starting with the size of 0.30 mm. |
|
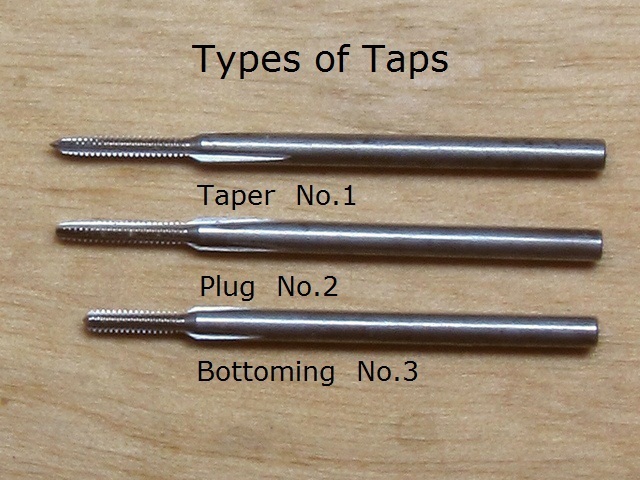
| Types of hand taps used in watchmaking with the explanation and differences between the taps named: 'Taper', 'Plug' and 'Bottoming' tap. |
|
| This
set of taps and dies covers ISO, Metric series, 1.0-2.5 mm in
diameter, taps are taper and plug.
S1.0, S1.1 and S1.2x0.25, M1.4x0.30, M1.6 and M1.8x0.35, M2.0x0.40, M2.2 and M2.5x0.45 mm. Mostly used on tools that are usually found in the watchmaker's workshop, made either in the shop itself, or industrially. There also are taps and dies for the left hand threads, but not so often used. Usually procured as need may arise, rarely acquired in sets due to very high cost. Sometimes there is a need for Imperial sized tap and die, left or right hand, also bought individually and per requirement. |

|
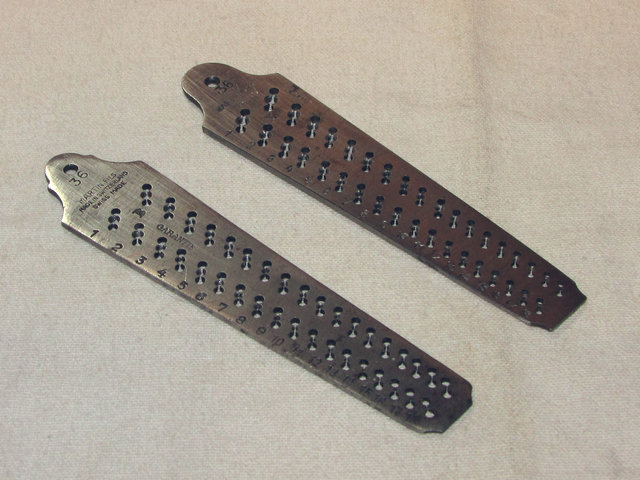
| Of
course, there also are traditional watchmaker's die plates, all are
with non standard threads, both the right and left hand threads. Image shows two Swiss die plates, the Latard with the fine thread and Bourgeaux, with the slightly coarser thread, both are used for making right hand threads. They are normally used when repairing older make of watches, usually when one is faced with a non standard thread. |
|
| An example of the old type of dies for thread cutting of larger screws intended for use in clock making. |

|
| top | |
| Tool for tightening pipes of hands and winding crowns | |
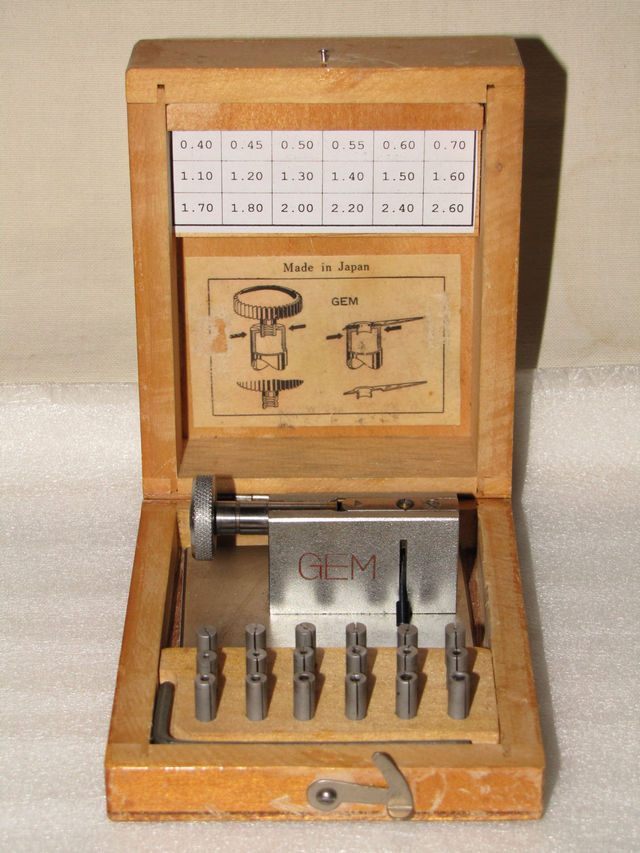
| An
interesting and most useful tool, used to tighten loose watch hand
pipes and also to tighten pipes of loose winding crowns. Set consists of eighteen collets with ID sized 0.40 - 2.60 mm. The pipes are tightened evenly over their entire circumference, ensuring that they fit firmly and evenly on the hand arbour or crown. The same tool, #3010 is distributed by Bergeon. |
|
| A closer look at the tool with a collet mounted in position. |

|
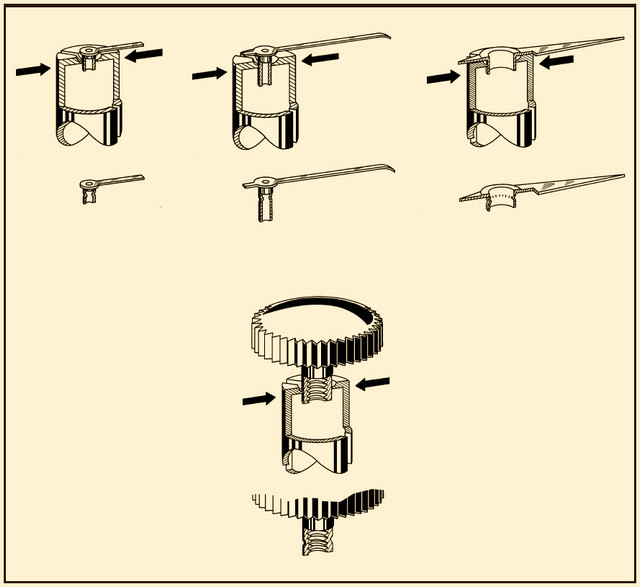
| A set
of drawings that are explaining the action of the tool.
It should be noted that the collets are made in such a way that they cannot be over tightened i.e. they cannot be closed more than 8/100 mm or 12/100 mm, the collet size dictates the amount of maximal closing. Smaller diameter collets 0.40 - 1.40 mm will close 8/100 mm and larger size collets 1.50 - 2.60 mm will close 12/100 mm. |
|
| top | |
| Collet holding vice for winding stems | |
| This
is specially designed collet holder utilising the 4.5 mm split collets to
enable holding the winding stem securely at its largest diameter without
slipping. The advantage over the ordinary pin vice is in use of draw collets, providing larger gripping area and thus preventing breaking the winding stem. |

|
| This
tool is produced by Seitz P/N 30517. It is only 40 mm (1.5") long and is 8.0 mm (5/16") in diameter, tool is knurled to provide firm grip of stem without slipping. Its use completely does away with thread locking compound of any kind. |

|
| The
set comes with three collets 1.0, 1.2 and 1.5 mm. Collets have internal thread which allows attaching draw bar, used to securely clamp winding stem about its largest diameter in order to safely screw it into the winding crown. |

|
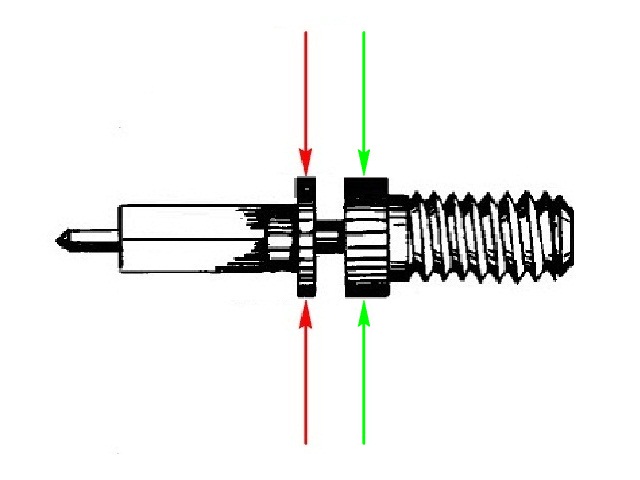
| When using winding stem vice to hold the stem while screwing it into the winding crown, one should take care to clamp stem only by the surface depicted by the green arrows, never by the surface depicted by red arrows, or the breaking the stem in two is inevitable. |
|
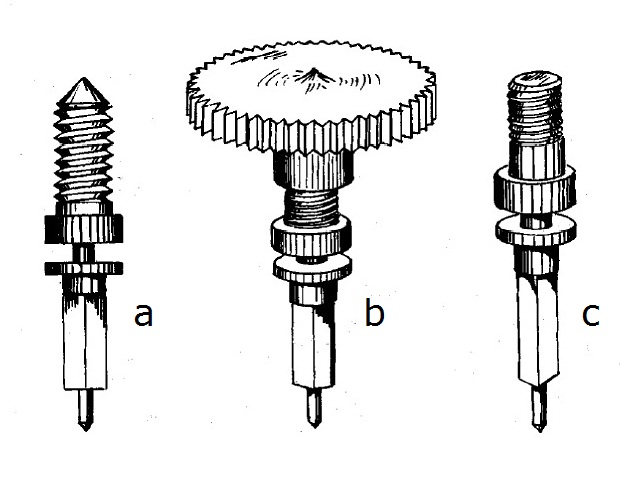
| Talking
of fitting a new winding crown, or replacing a winding stem, it should
be noted that stem should not be finished as a sharp cone as shown at
'a'.
Doing so could damage the crown, as shown at 'b' on the drawing. Proper way of doing it is by grinding the stem flat, and then chamfering it, just as shown at 'c'. |
|
| top | |
| Cannon pinion lanterning tool | |
| A simple tool used for lanterning cannon pinions. |

|
| The way to use it is to string the cannon pinion on a piece of brass wire and insert it in the tool, let it rest on a "V" shaped stump and tap lightly on the punch in order to create slight dent in the cannon pinion pipe which will produce enough friction to allow motion work to function properly. |
|
| A close up showing cannon pinion sitting securely in the stump with punch ready to indent it. |
|
| top | |
| Movement holders | |
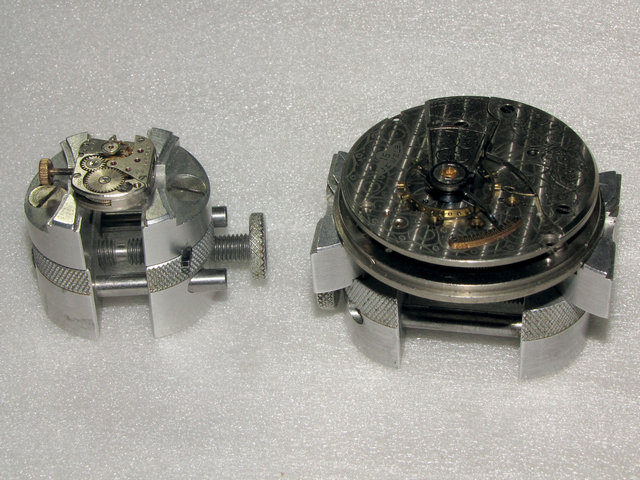
| Set of classic movement holders. |

|
| The adjustable movement holders |

|
| These are capable of holding movements sized from the smallest ladies to pocket watches up to 20 lignes (45 mm) or the American 18 s movements. |
|
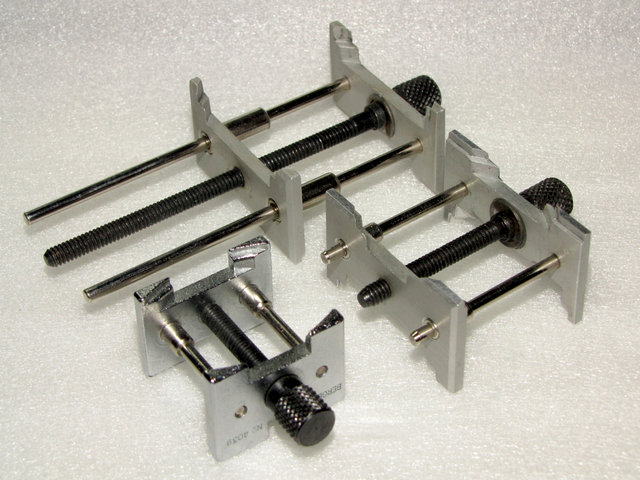
| Another type of adjustable movement holders for medium sized wrist watch movements up to 13 lignes. |

|
| Another style of adjustable movement holder for wrist watch movements, from ladies up to 13 lignes. |

|
| Yet another style of the adjustable movement holders, sizes vary from ladies size up to 26 lignes movements. |
|
| top | |
| Watchmaker's Staking Tool | |
| Here
is one of the most used watchmaker's tools, the Staking tool. This set is the K&D Inverto 18B set, full complement of 120 punches, 25 stumps and 10 sub punches. |

|
| Shown
here
is the Inverto 18B staking frame with a staking die plate made of hardened
steel.
It is capable of accepting any of the 120 punches inserted inverted, to be used as stumps. |

|
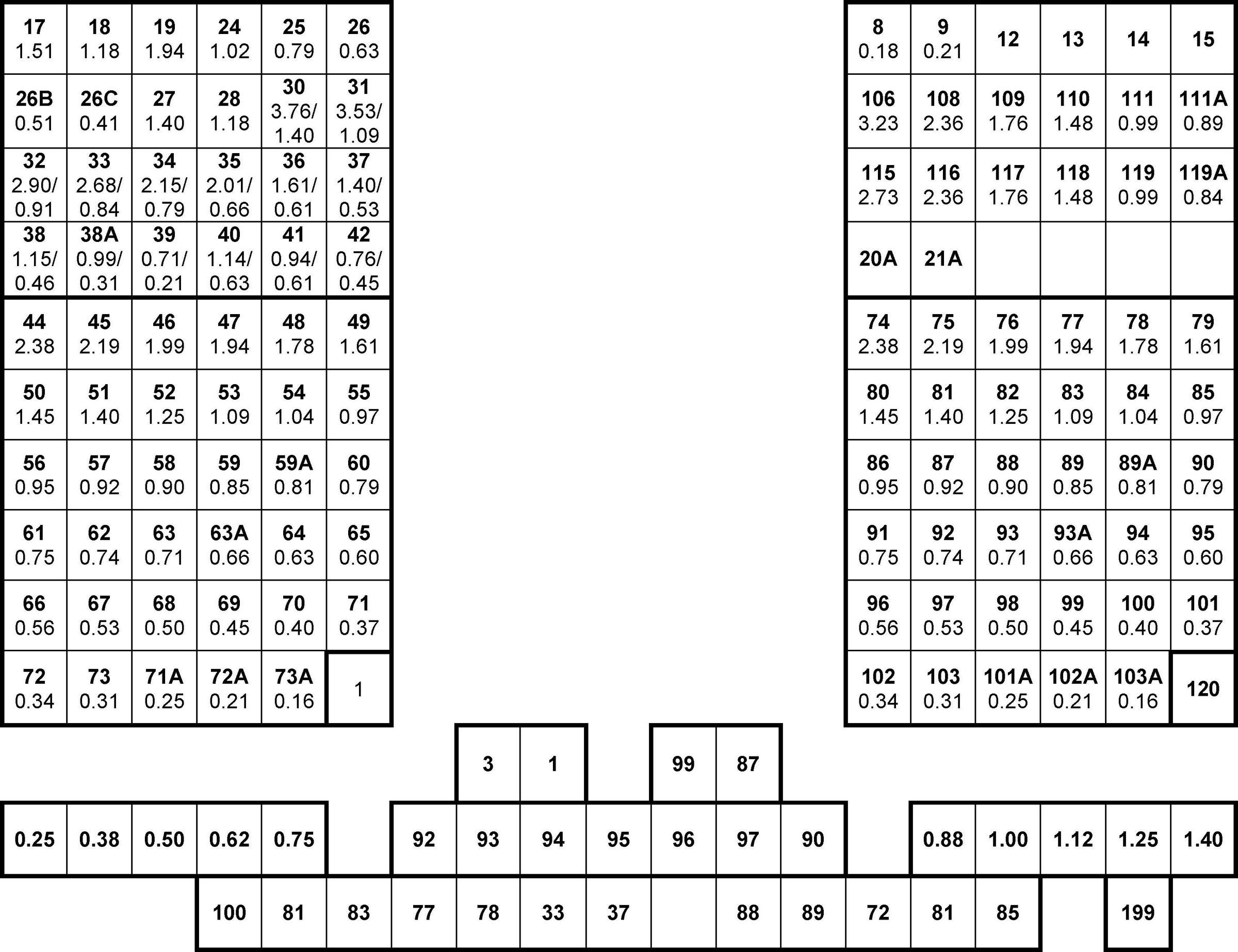
| Diagram
showing all the components, their markings, placement and their sizes
to allow easy access to any punch and stump. Normally I keep a copy of it attached onto the inside of the staking tool box cover. To download high resolution image, right click and "Save image as" |
|
| top | |
| Bench Anvils | |
| Often
there is a need for a small job to be done in one of the bench anvils
as out of many reasons it cannot be done in the staking tool.
On the left from top down are shown: cylinder staking anvil, and three general purpose staking anvils. On the right there is a large hexagonal bench anvil with hole diameters sized medium to large. Each of them can be placed in bench vice for secure grip preventing anvil from moving while staking. |

|
| top | |
| Depthing Tool | |
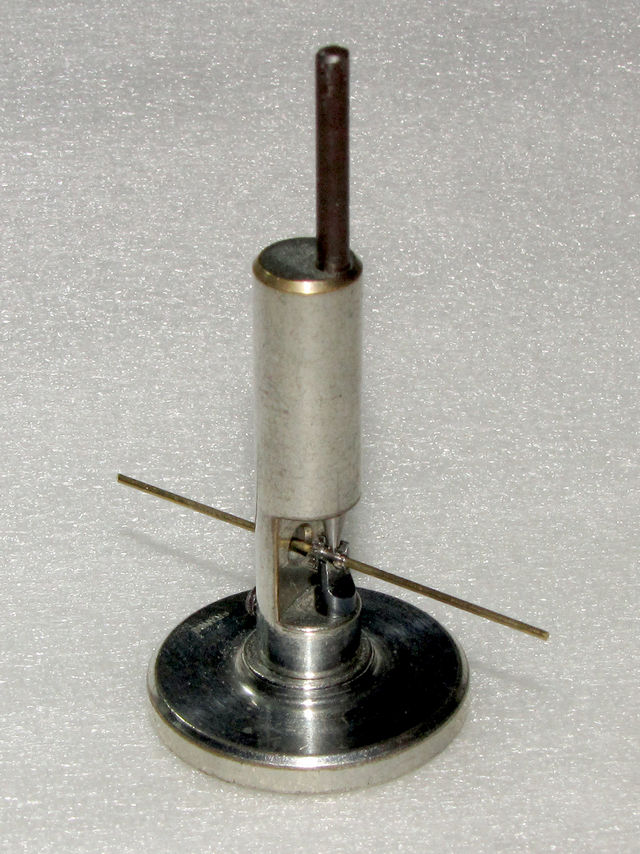
| Here
we have a traditional watchmaker's tool, the Depthing Tool.
Depthing tool is used to correctly depth a wheel and a pinion, and to set the pair at the correct centre distance . Runners are parallel, and distance between them is adjustable. Pointed ends of the runners are used for transferring and marking the correct centre distance of wheel and pinion, or two wheels, onto the plates of the watch. |

|
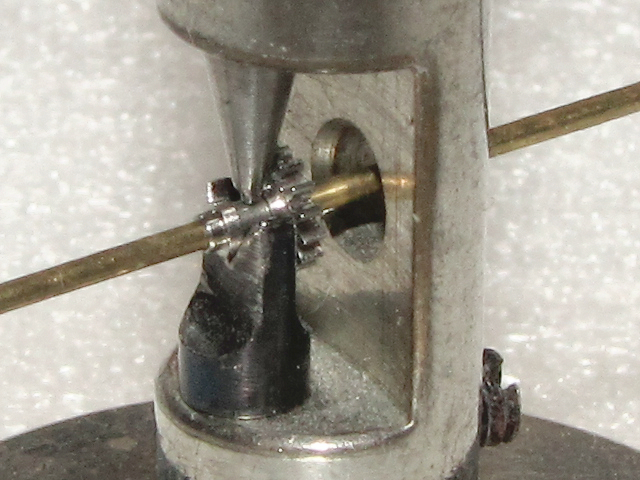
| Correct
depthing is very important, as if erroneous either too shallow or too
deep, friction increases rapidly, resulting in huge loss of power transmitted
from the mainspring to the watch escapement.
This image shows a pair, a wheel and a pinion, that are in process of being tested. |
|
| top | |

|
|
|
Copyright � 2004, 2011, 2014, 2015, 2016 by Dushan Grujich. All rights reserved. |
|