| top | |
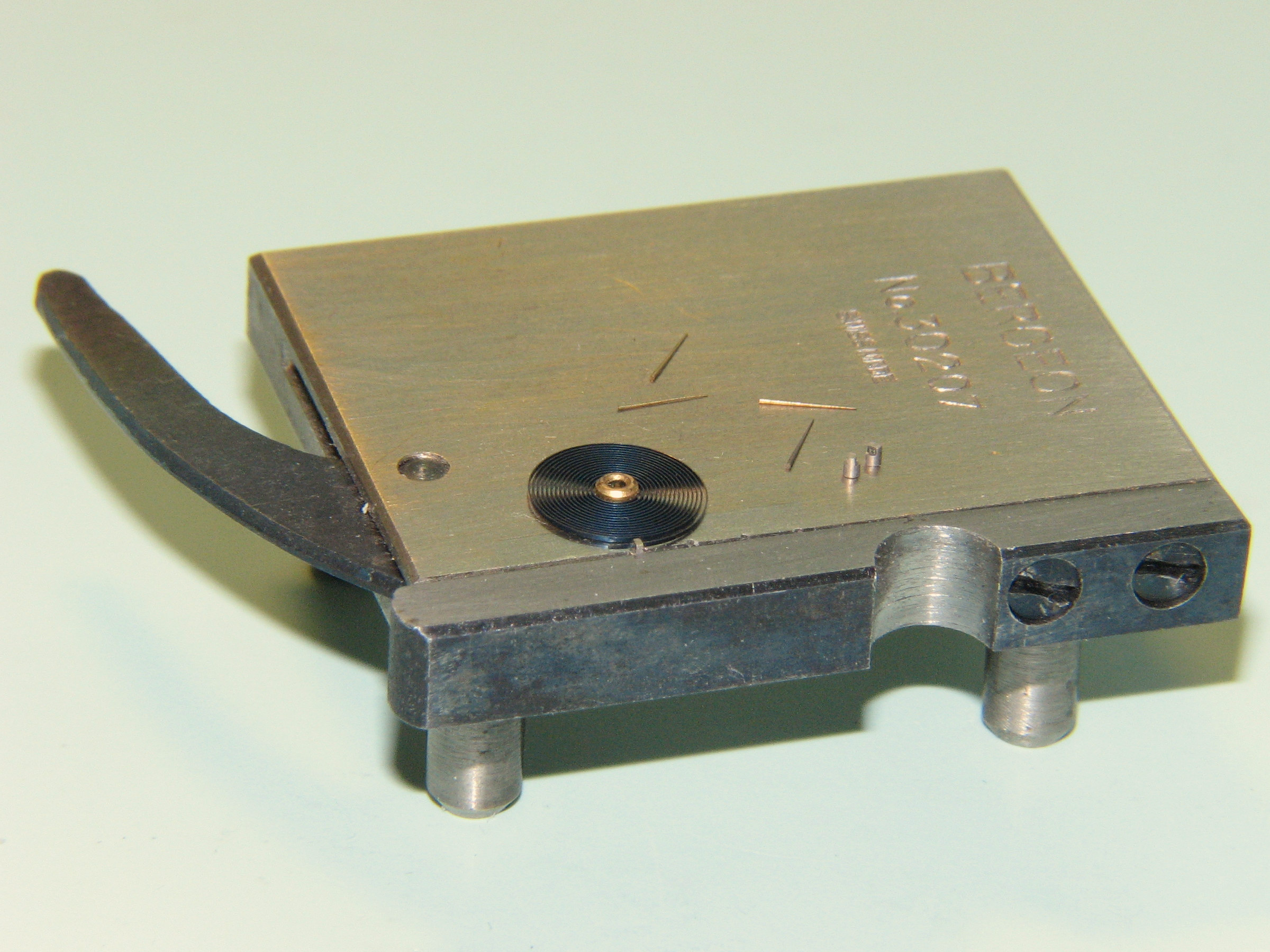
| Balance spring Vibrating Tool | |
|
Used to vibrate a new balance spring and match it to
the balance wheel. This particular one was set in factory for 18000 BPH i.e. 18000 half vibrations per hour. Some of the tools similar to this one are adjustable for different beats per hour. Other tools, like this one, are supplied with several reference balance wheels each mounted in its platform. Swapping the platform in the tool allows vibrating balance springs to different BPH. Most commonly used BPH, besides 18000 are 19200, 21600 and 28800. |

|
| Image
of the same tool showing the balance wheel with the balance spring
mounted on it, clamped by the tool's tweezers and in process of
vibrating. Vibrating the balance spring is accomplished by simple trial and error procedure in order to determine the correct length of the spring, i.e. the point which in the end will be between the two regulator pins. The correct point is reached when both balances rotate in unison with each other, the reference balance and the balance under test. One should leave about half a coil extra of spring length to allow affixing the stud, the excess length is cut off. |
 |
| top | |
| Balance Spring Stud Table | |
| Balance Spring Stud Table is a small bench tool used to hold stud firmly when affixing balance spring with a tapered brass pin. |
|
| Here is a detail showing already vibrated spring cut to the necessary length about to be pinned with a tapered brass pin to a stud. | 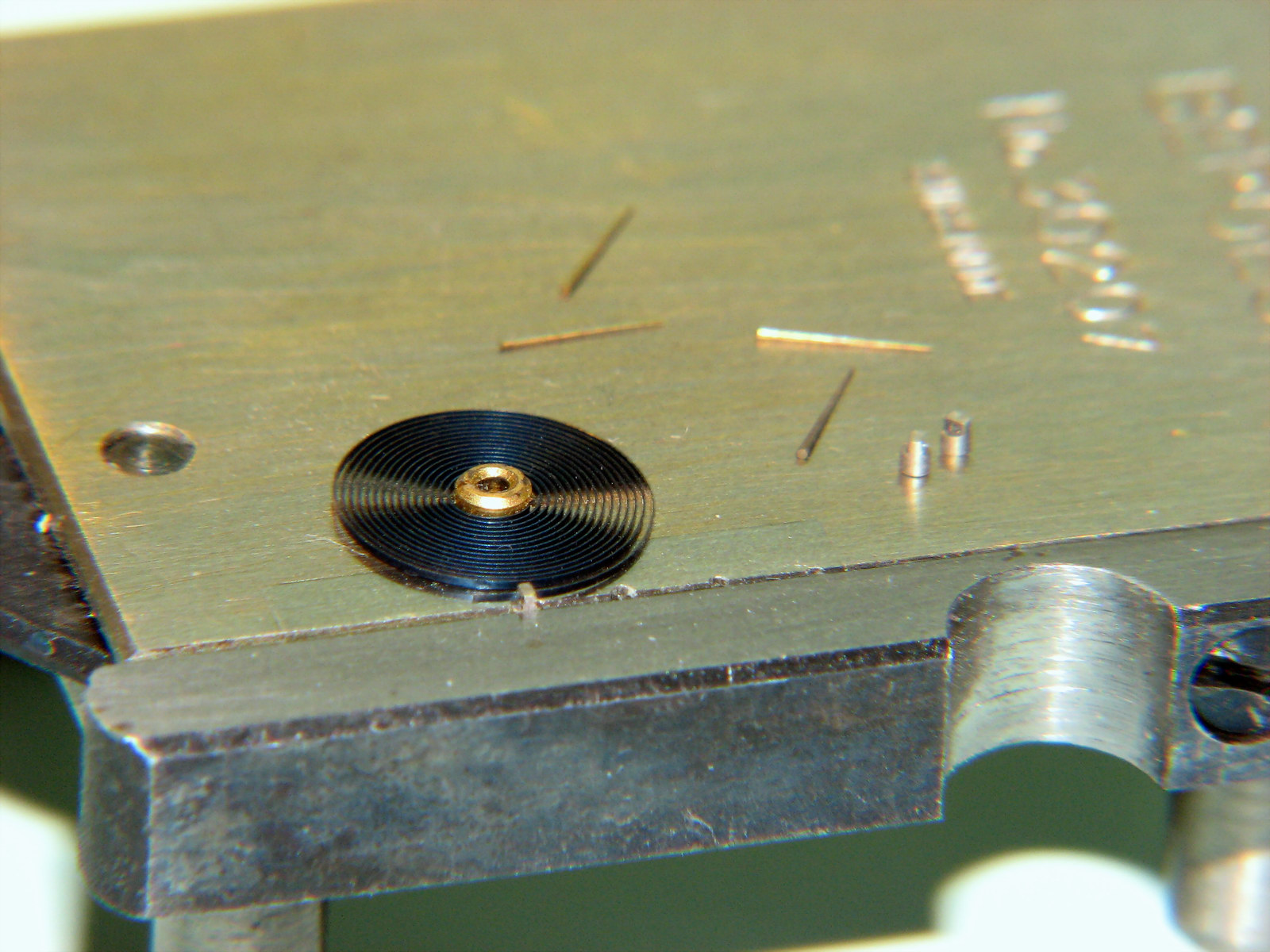 |
| top | |
| Balance spring trueing tool | |
| Used to hold balance spring while colleted and trued in flat and round. The two differ only in a diameter of taper, one to take collets with smaller diameter and the other with larger. |  |
| The same tools shown close up, one with a colleted balance spring mounted and ready for trueing. |  |
| top | |
| Balance Tack | |
| Image shows use of the balance tack. A handy bench tool when one needs to manipulate balance wheel without removing it from the balance cock. |  |
| top | |
| Balance Wheel Table | |
| Used to support balance complete when working with the balance removed from the balance cock. | 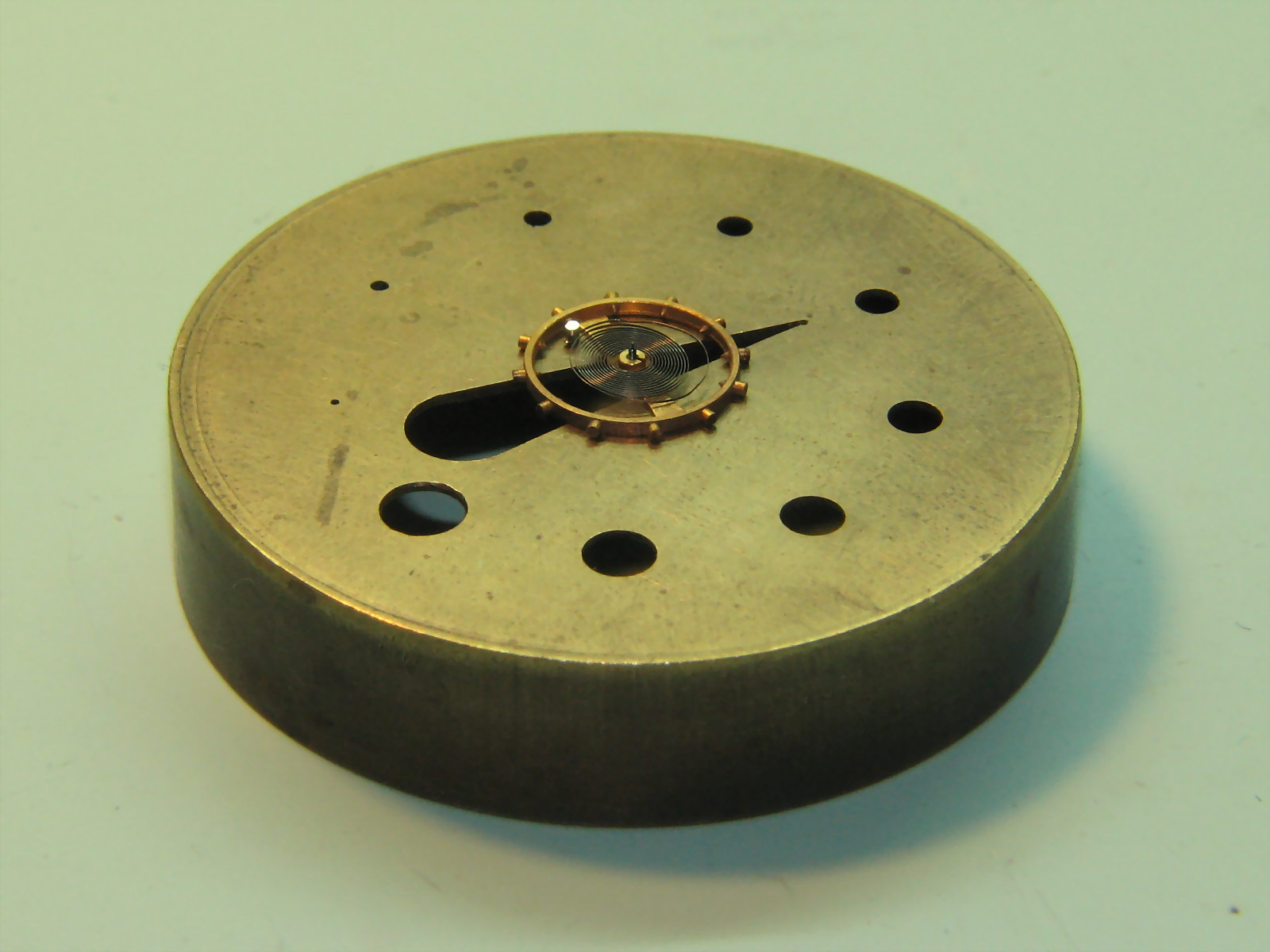 |
| top | |
| Balance spring table | |
| Used to manipulate colleted balance spring. |  |
| Balance spring table shown with balance spring on it ready for forming outside coil. |  |
| top | |
| Trueing Callipers | |
| One should take
care in recognising two types of female centres used on trueing
callipers. Image shows two types, the ordinary on the left and safety centre on the right. Some centres are jewelled in order to provide the best replication of the actual working condition. |
 |
|
Levin lyre style trueing callipers with safety centres. Used to true the balance wheel in round and in flat. There are many different styles of the tool, made by as many different makers. |
 |
| The same tool shown close up. |  |
| Image on the right shows parallel action safety trueing callipers of the larger size intended for use with balance wheels of the pocket watch size. | 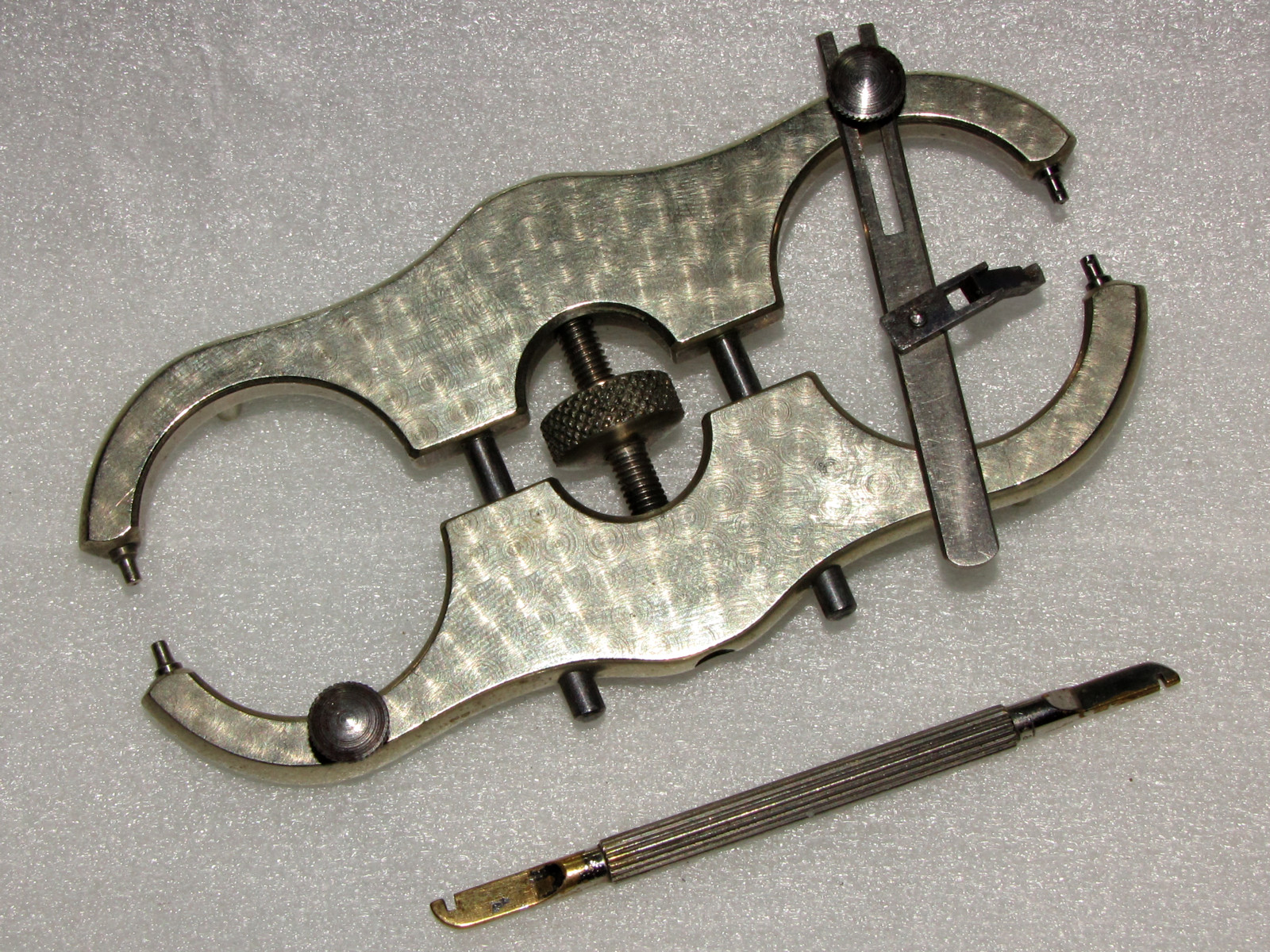 |
| Here we have the same type of parallel action safety trueing callipers for use with balance wheels of wrist watch size. | 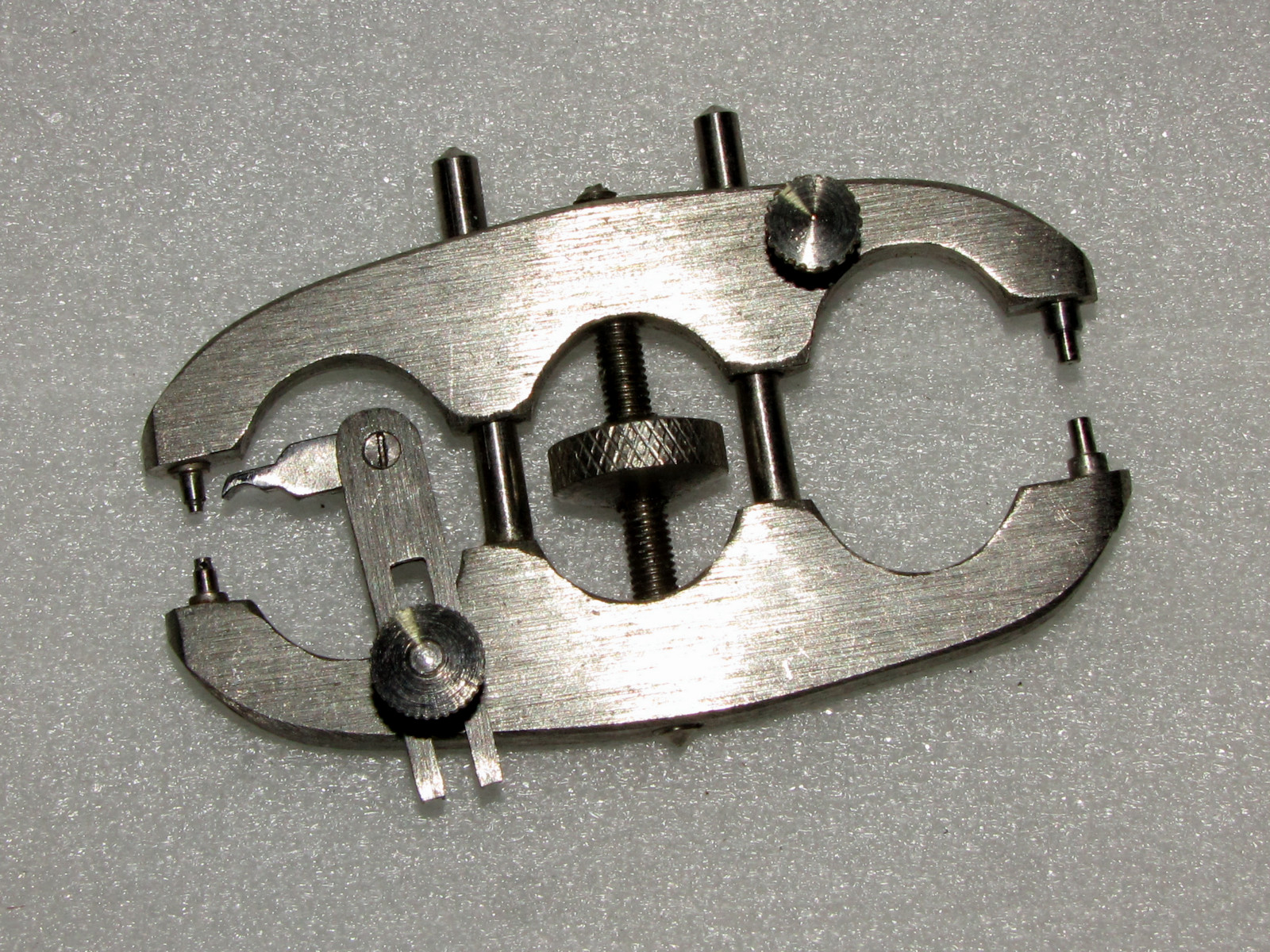 |
| Here we have the very old style of trueing callipers intended for use with all size balance wheels. |  |
| And for illustration only, here is an even older traditional style trueing callipers, one of many different designs. |  |
| top | |
| Balance Spring Collet Press | |
| Used to slightly reduce diameter of the balance spring collet so
that it will sit tightly on the balance staff. Secondary use is to firmly hold balance spring collet to enable reaming it to the necessary size instead of opening it. |
 |
| Image showing the press in use. | 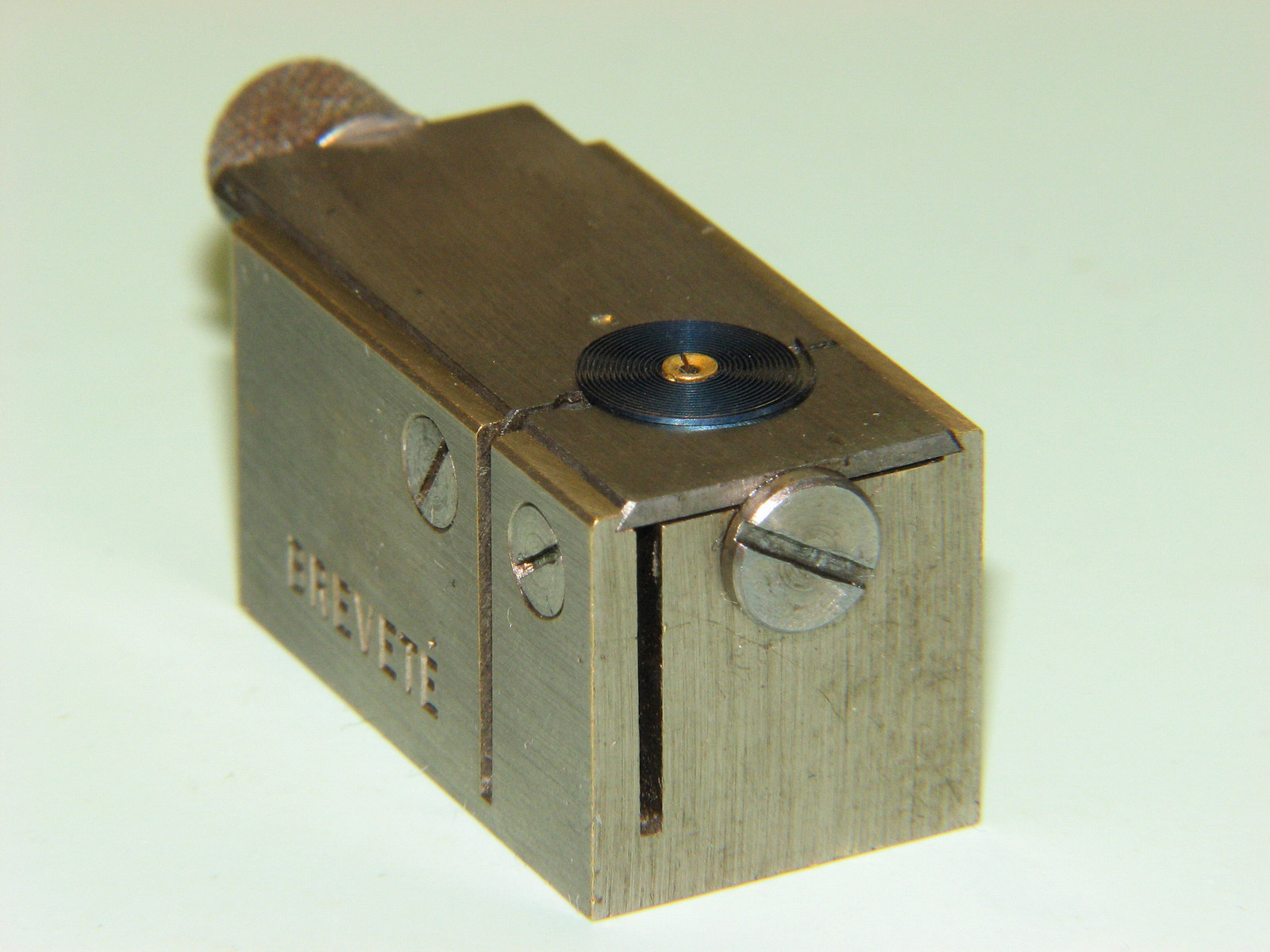 |
| top | |
| Tweezers | |
|
Of course, without tweezers watchmakers could not be able to
accomplish much.
It is even more valid statement if we are considering work with balance springs. Such a delicate work demands very special types of tweezers. Some are very delicate and can only be used for springing. |
 |
| As it can be seen at the image, some of the springing tweezers are so narrowly specialised that they are useless for any other work. |

|
| Not
to forget to mention various general purpose tweezers, which are many. Some for manipulating movement parts, counting components, strong tipped, fine tipped, stubby, extra strong tipped, cutting, hands removing etc. Believe it or not, but there must be several dozen of different tweezers laid in the bench drawers, which watchmakers use each day. |

|
| top | |
| Mainspring Winders | |
| Another
quite important watchmaker's tool is the mainspring winder. Given so many different watch movements, each having a different size mainspring barrel, one needs a large variety of winders in order to handle them all. Here is a set of K&D wrist watch set of mainspring winders ranging from ladies baguette to gent's wrist watches. |

|
| And, here is a set of K&D mainspring winders for watches ranging from around 8''' up to 18''' pocket watches. |

|
| Of
course if one does work with watches larger than 18''' as well
as clocks then the selection is by no means exhausted. Therefore another set of larger mainspring winders is also in order, just in case. |

|
| top | |
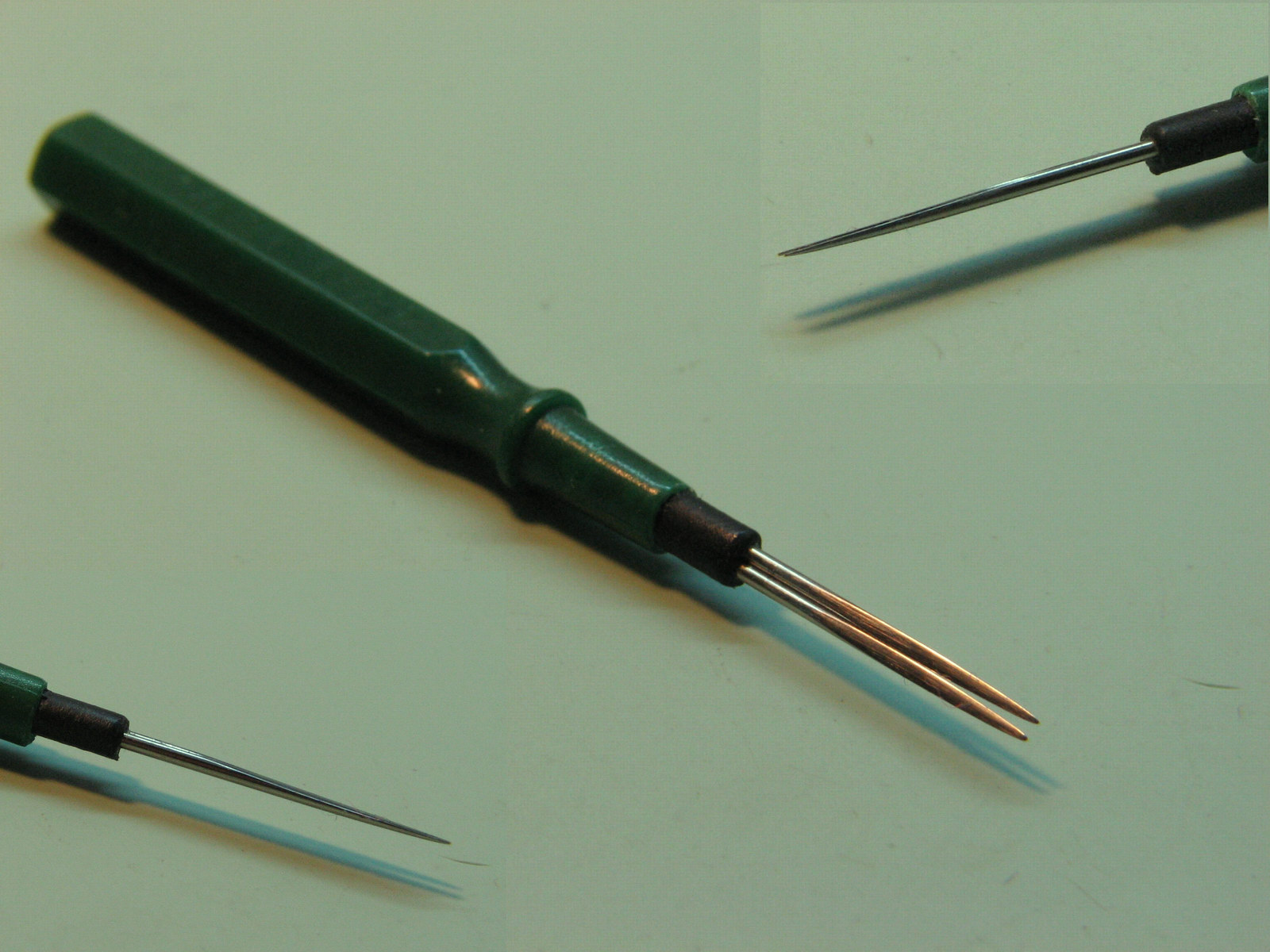
| Hand and chrono wheel removing tool | |
| To make the tool I choose couple of blunt sewing needles of the right diameter and suitable length and I soft solder them together at the other end. I then grind off half the thickness of the needles, polish them and then put on them a sleeve of heat shrink tubing, which serves to give somewhat more elasticity to needles. When finished I fit the tool in a suitable handle, such as the old dip oiler handle. | |
I use this tool to remove the sub dial hands. I place a thin plastic foil over dial (bellow the needles) so that tool, when pushed under the hand does not mar dial. The slow action provides force that is quite controllable and it very rarely lifts the hand off the pipe, it does happen, but I believe that it only happens when the hand is already damaged. I use the same tool to lift off the 8060 driving wheel, quite successfully. |
|
| top | |
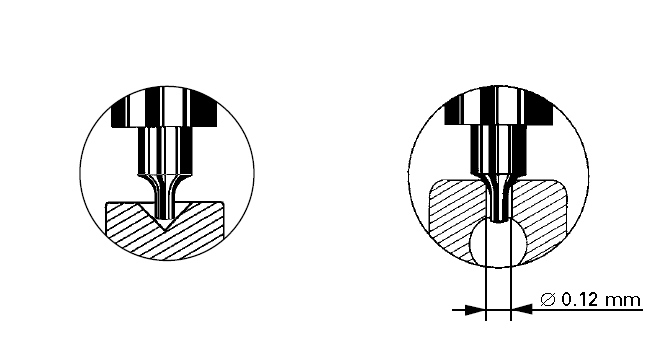
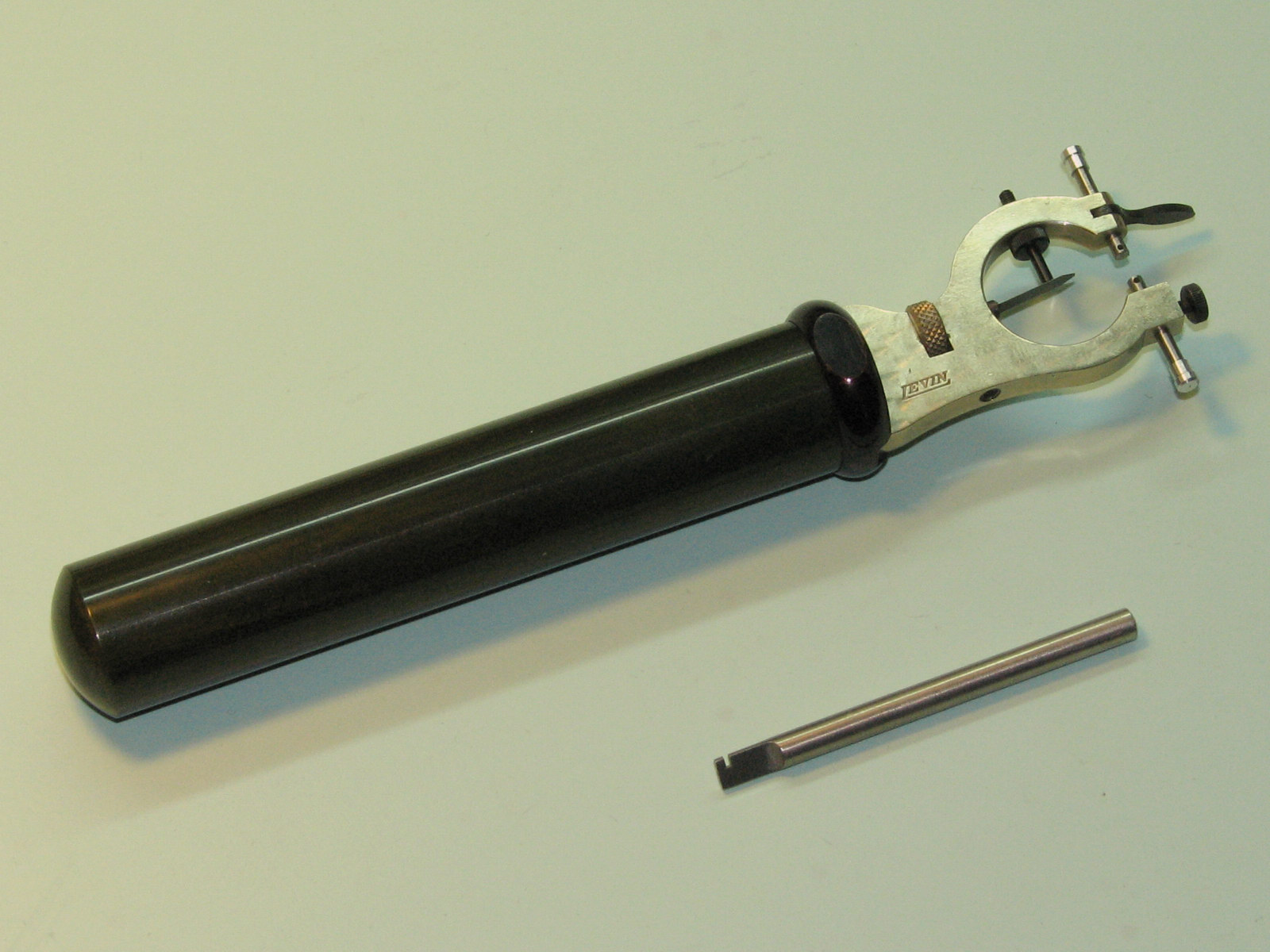
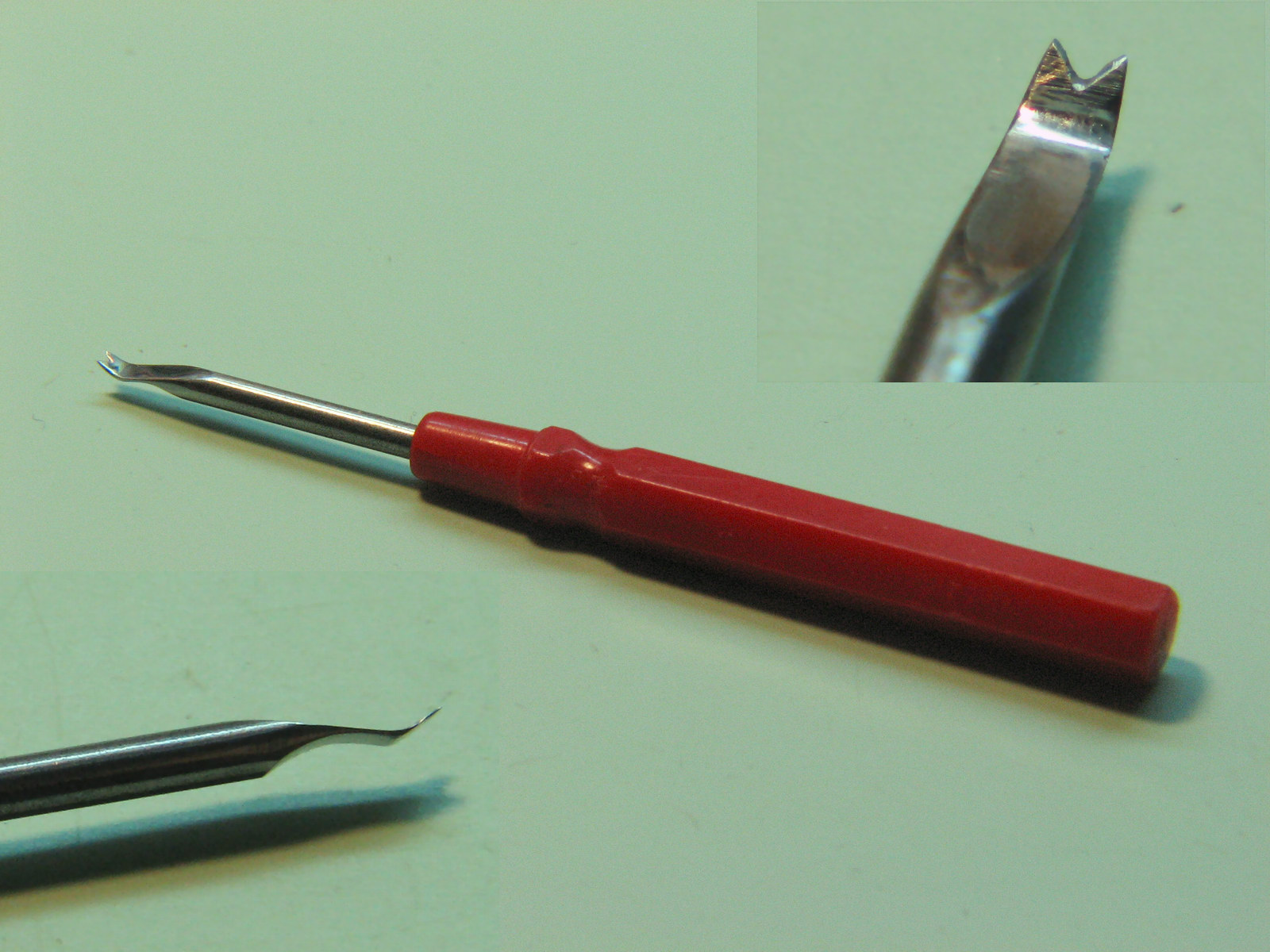
| Balance spring collet removing tool | |
| This
is another shop made tool used for removal of balance spring by
lifting up the balance spring collet, by lever action, working from
underside. The lever was made from blue pivot wire 2.0 mm in diameter, grinding to shape using miniature diamond files and polished with diamond paste afterwards. When finished, I mounted it in an old dip oiler handle. The thickness of its blade tip is 0.15 mm as it is to be used on smaller calibres. |
|
| top | |
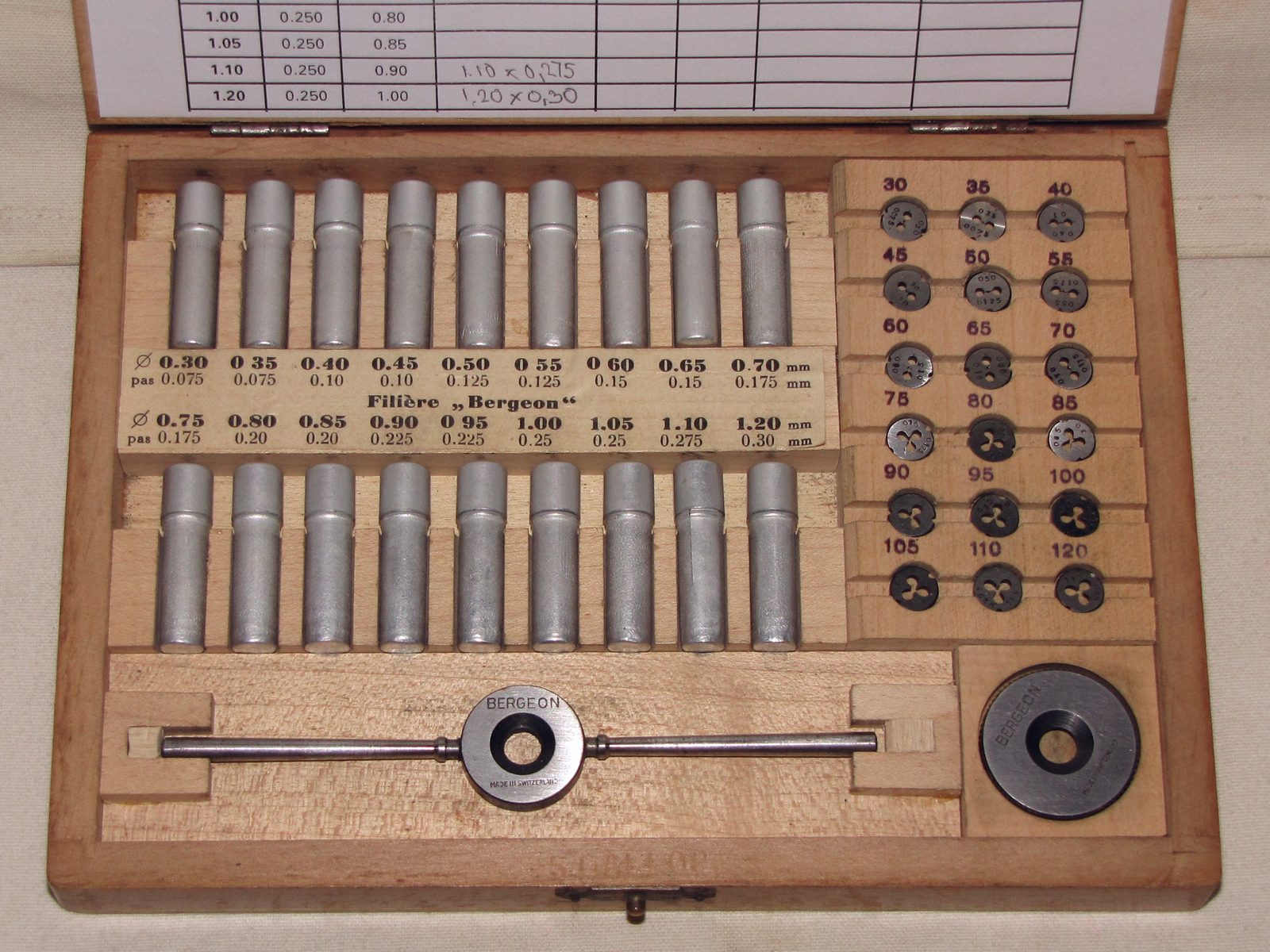
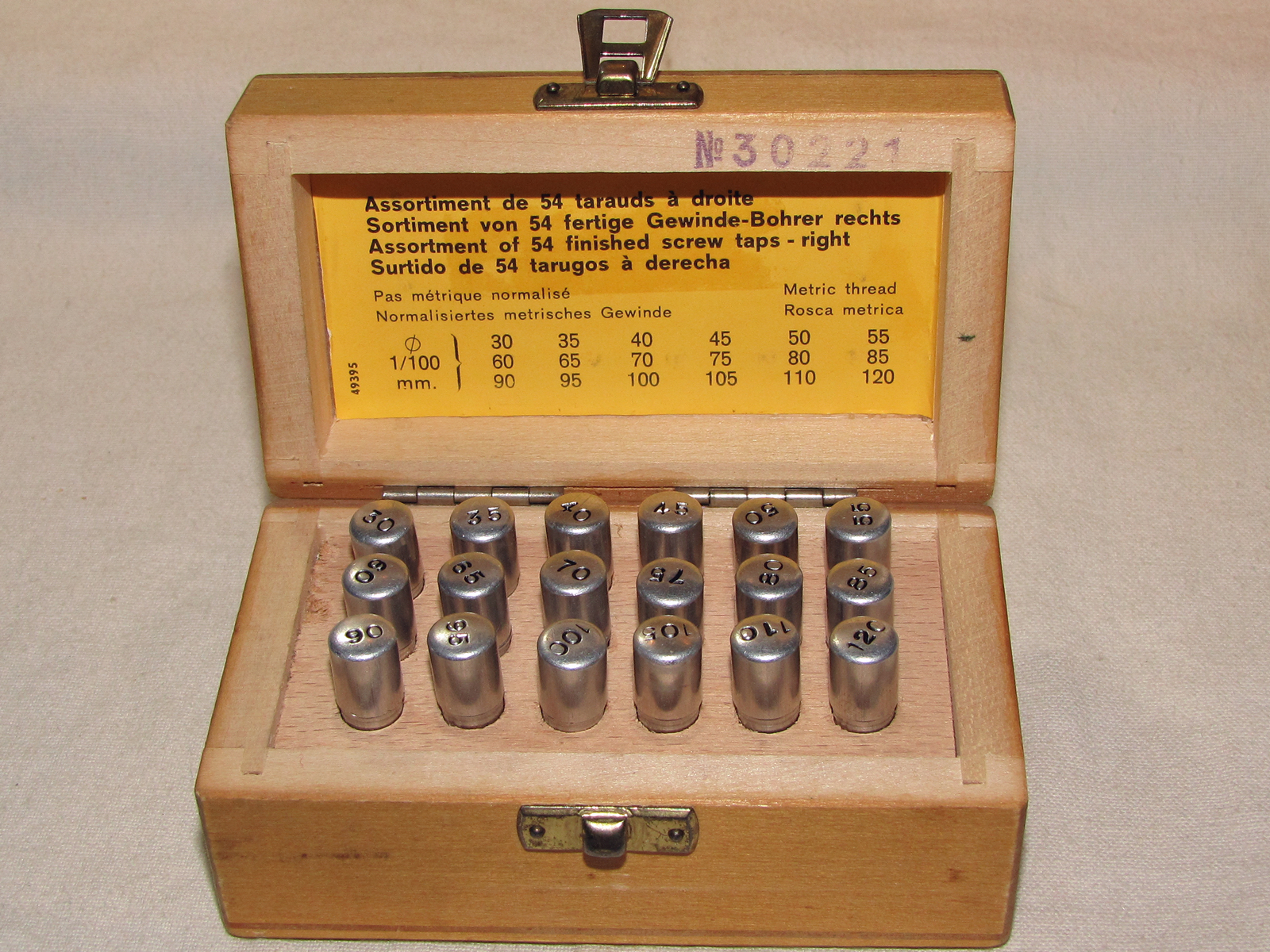
| Watchmaker's taps and dies | |
| One
of the indispensable tools of every watchmaker is a set of a
watchmaker's taps and dies. The image shows a comprehensive set of
taps and dies supplied by Bergeon. This set includes both, taps and dies, used for threading screws in the range from 0.30 mm to 1.20 mm in diameter. There are two types of dies in the set. Thread chasing, for screw thread sizes 0.30 mm up to 0.60 mm, and thread cutting dies for screw sizes from 0.60 to 1.20 mm. |
|
| Yet
another set has become necessary to acquire. During the years some of
the thread pitches have been changed in watch movement production. This set contains three taps of each size, with exception that one tap was ground differently, thus being of the type called bottoming, used for finishing blind holes. |
|
| The contents of one of the vials, all three taps shown. |

|
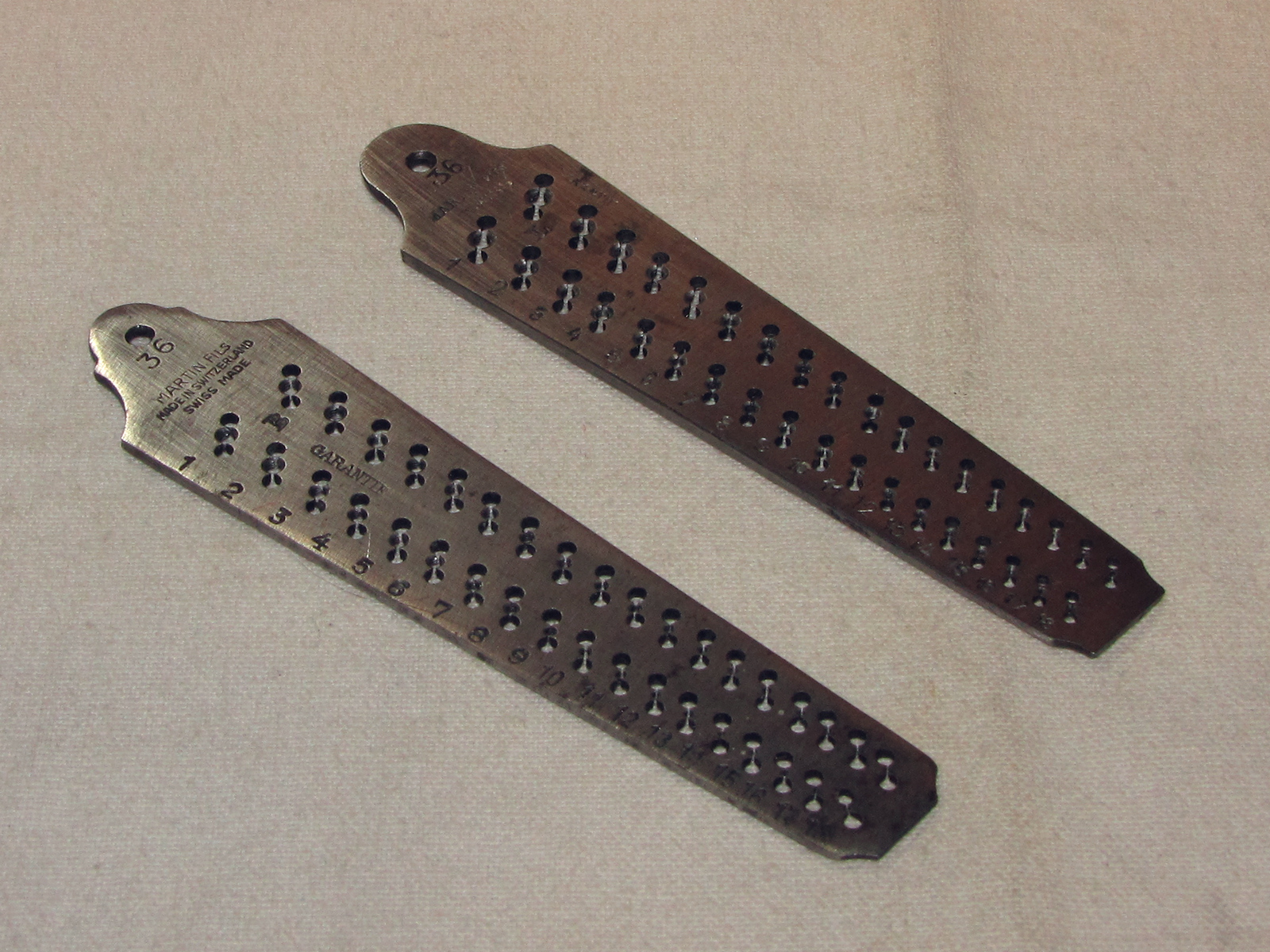
| Of
course, there also are traditional watchmaker's die plates, all are
with non standard threads, both the right and left hand threads. Image shows two Swiss die plates, the Latard with the fine thread and Bourgeaux, with the slightly coarser thread, both are used for making right hand threads. They are normally used when repairing older make of watches, usually when one is faced with a non standard thread. |
|
| An example of the old type of dies for thread cutting of larger screws intended for use in clock making. |

|
| top | |
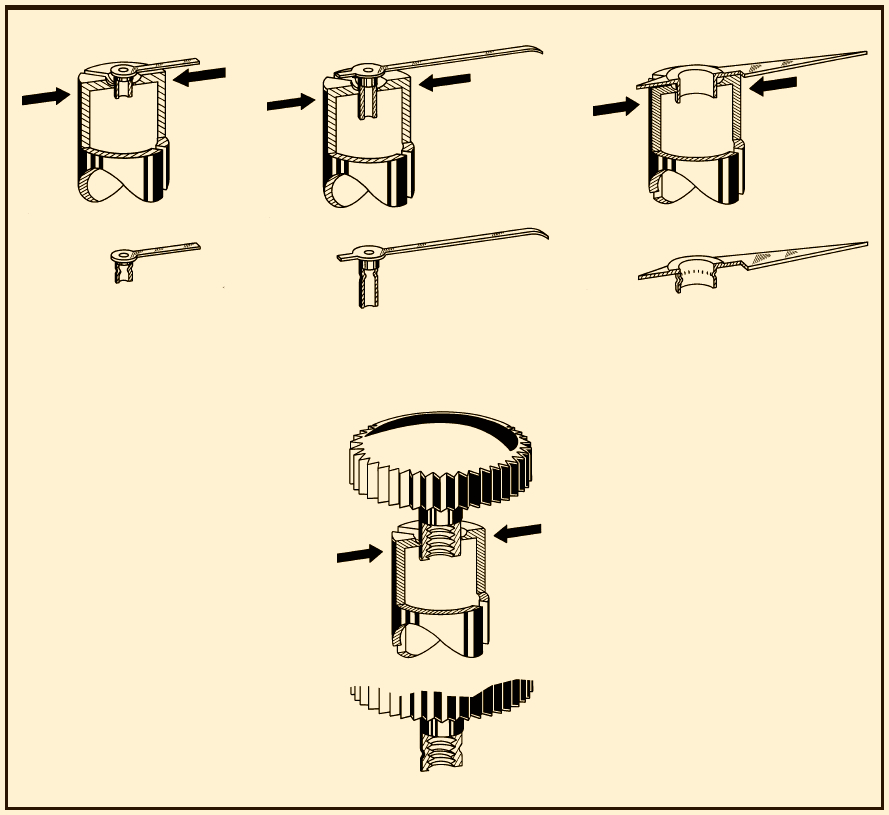
| Tool for tightening pipes of hands and winding crowns | |
| An
interesting and most useful tool, used to tighten loose watch hand
pipes and also to tighten loose of winding crowns pipes. Set consists of eighteen collets with ID sized 0.40 - 2.60 mm. The pipes are tightened evenly over their entire circumference, ensuring that they fit firmly and evenly on the hand arbour or crown. The same tool is distributed by Bergeon # 3010. |

|
| A closer look at the tool with a collet mounted in position. |

|
| A set of drawings that are explaining the action of the tool. |
|
| top | |
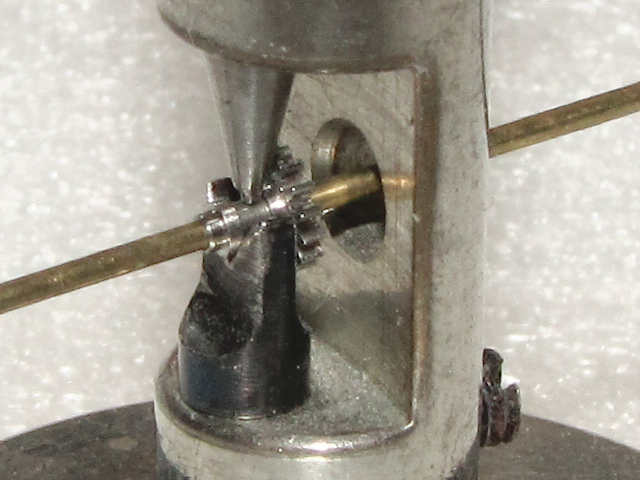
| Cannon pinion lanterning tool | |
| A simple tool used for lanterning cannon pinions. |

|
| The way to use it is to string the cannon pinion on a piece of brass wire and insert it in the tool, let it rest on a "V" shaped stump and tap lightly on the punch in order to create slight dent in the cannon pinion pipe which will produce enough friction to allow motion work to function properly. |
|
| A close up showing cannon pinion sitting securely in the stump with punch ready to indent it. |
|
| top | |
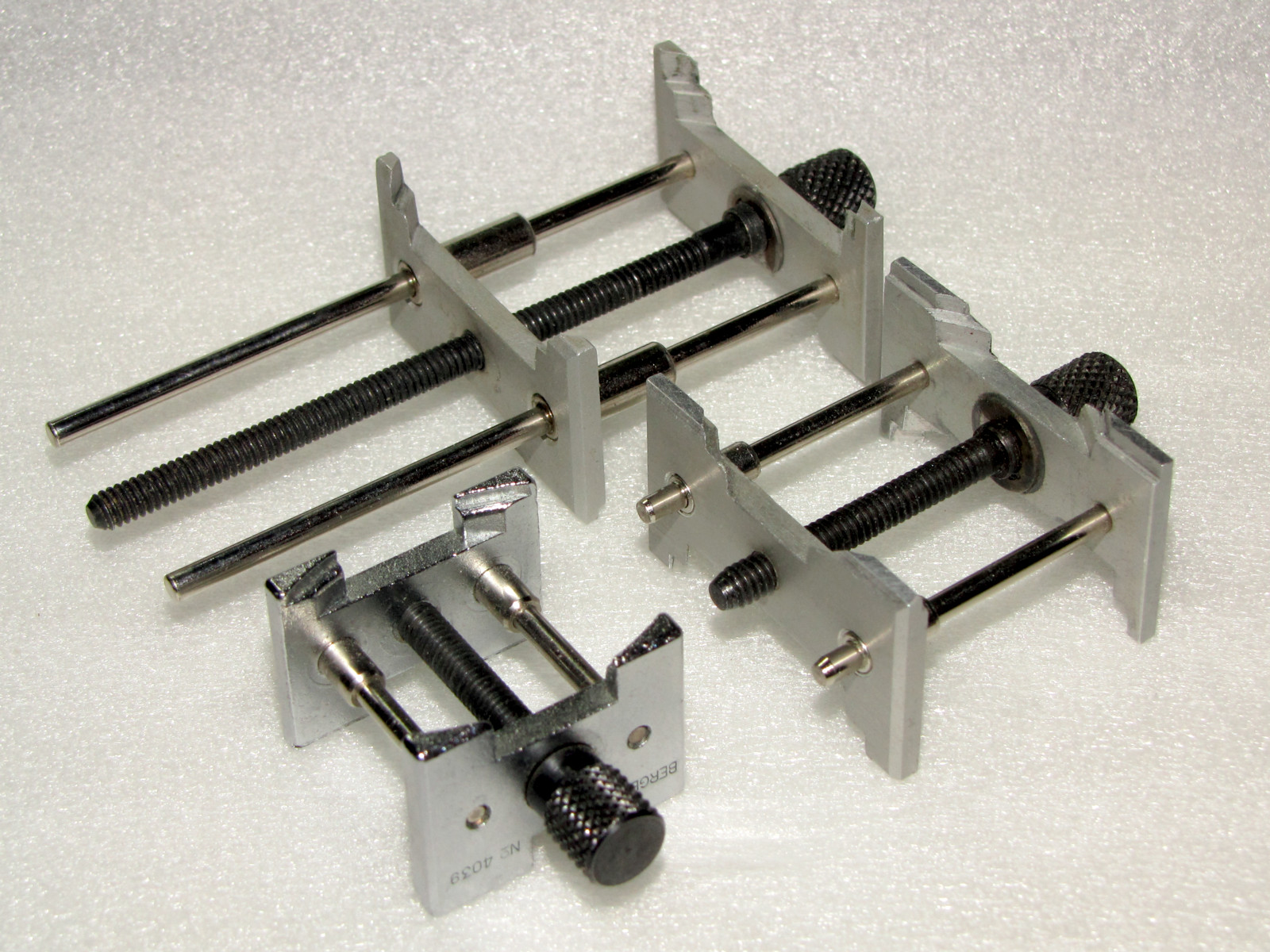
| Movement holders | |
| Set of classic movement holders. |

|
| The adjustable movement holders |

|
| These are capable of holding movements sized from the smallest ladies to pocket watches up to 20 lignes (45 mm) or the American 18 s movements. |
|
| Another type of adjustable movement holders for medium sized wrist watch movements up to 13 lignes. |

|
| Another style of adjustable movement holder for wrist watch movements, from ladies up to 13 lignes. |

|
| Yet another style of the adjustable movement holders, sizes vary from ladies size up to 26 lignes movements. |
|
| top | |
| Collet holding vice for winding stems | |
| This
is specially designed collet holder utilising 4.5 mm split collets to
enable holding winding stem securely at its largest diameter without
slipping. The advantage over the ordinary pin vice is in use of draw collets, providing larger gripping area. |

|
| The
set comes with three collets 1.0, 1.2 and 1.5 mm. Collets have internal thread which allows attaching draw bar, used to securely clamp winding stem about its largest diameter in order to safely screw it into the winding crown. |

|
| This
tool is produced by Seitz P/N 30517. It is only 40 mm (1.5") long and is 8.0 mm (5/16") in diameter, knurled to provide firm grip without slipping. Its use completely does away with thread locking compound of any kind. |

|
| top | |
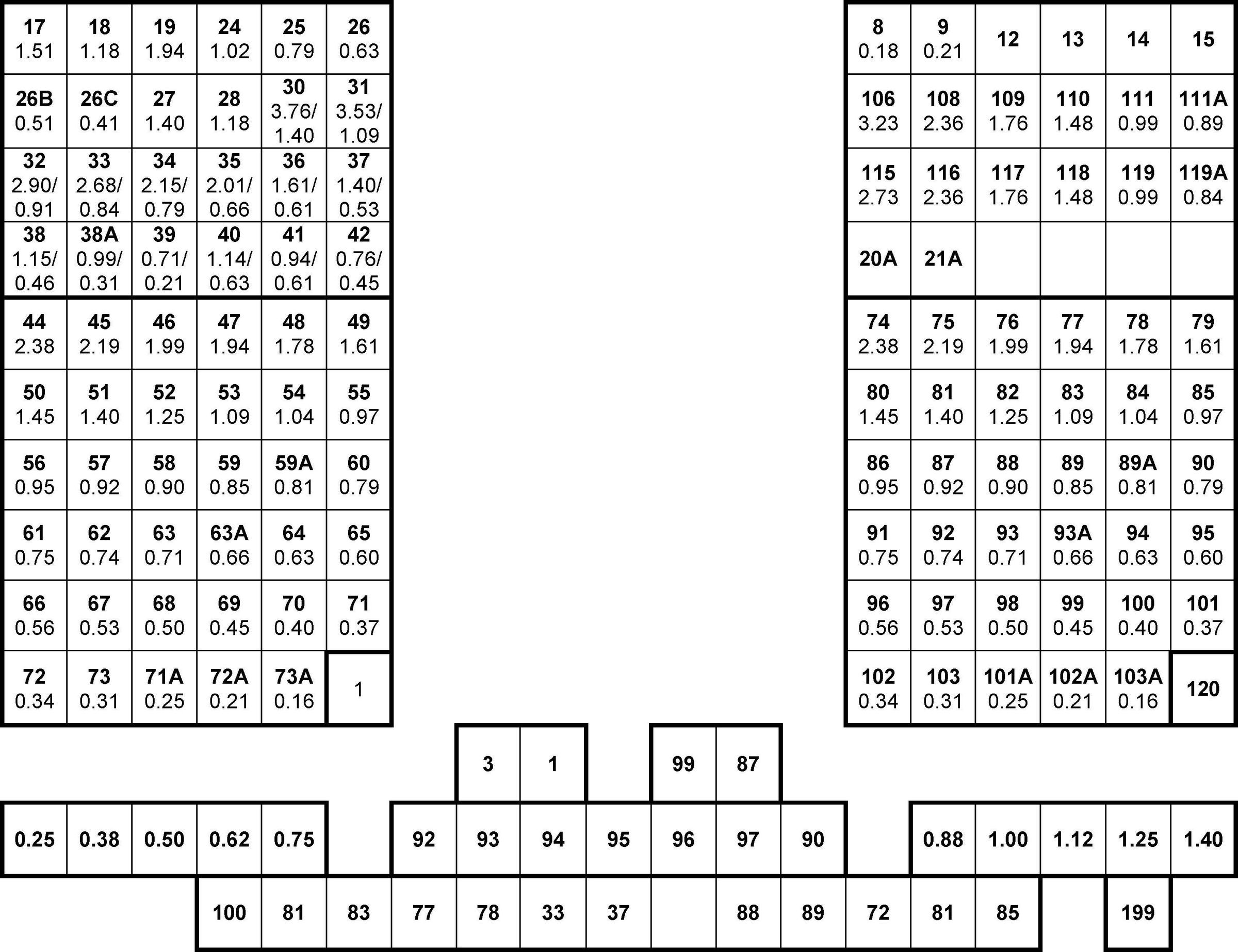
| Watchmaker's Staking Tool | |
| Here
is one of the most used watchmaker's tools, the Staking tool. This set is the K&D Inverto set, full complement of 120 punches, 25 stumps and 10 sub punches. |

|
| Here is shown the staking frame with a staking die plate made of hardened steel. It is capable of accepting any of the 120 punches inserted inverted, to be used as stumps. |

|
| Diagram
showing all the components, their markings, placement and their sizes
to allow easy access of any of punches and stumps. Normally I keep a copy of it attached onto the inside of the staking tool box cover. |
|
| top | |
| Roller remover tool | |
| The
K&D Roller remover tool. The set has three stumps and three punches so it will do all sizes of balances, from ladies to pocket watch. |

|
| The
tool is used in staking frame as shown on the image to the right. The stump opens and closes by turning the knurled piece CW or CCW. The roller is removed using one of the punches of suitable size to fit balance staff, then only a light punch with the hammer will do the job. |

|
| top | |
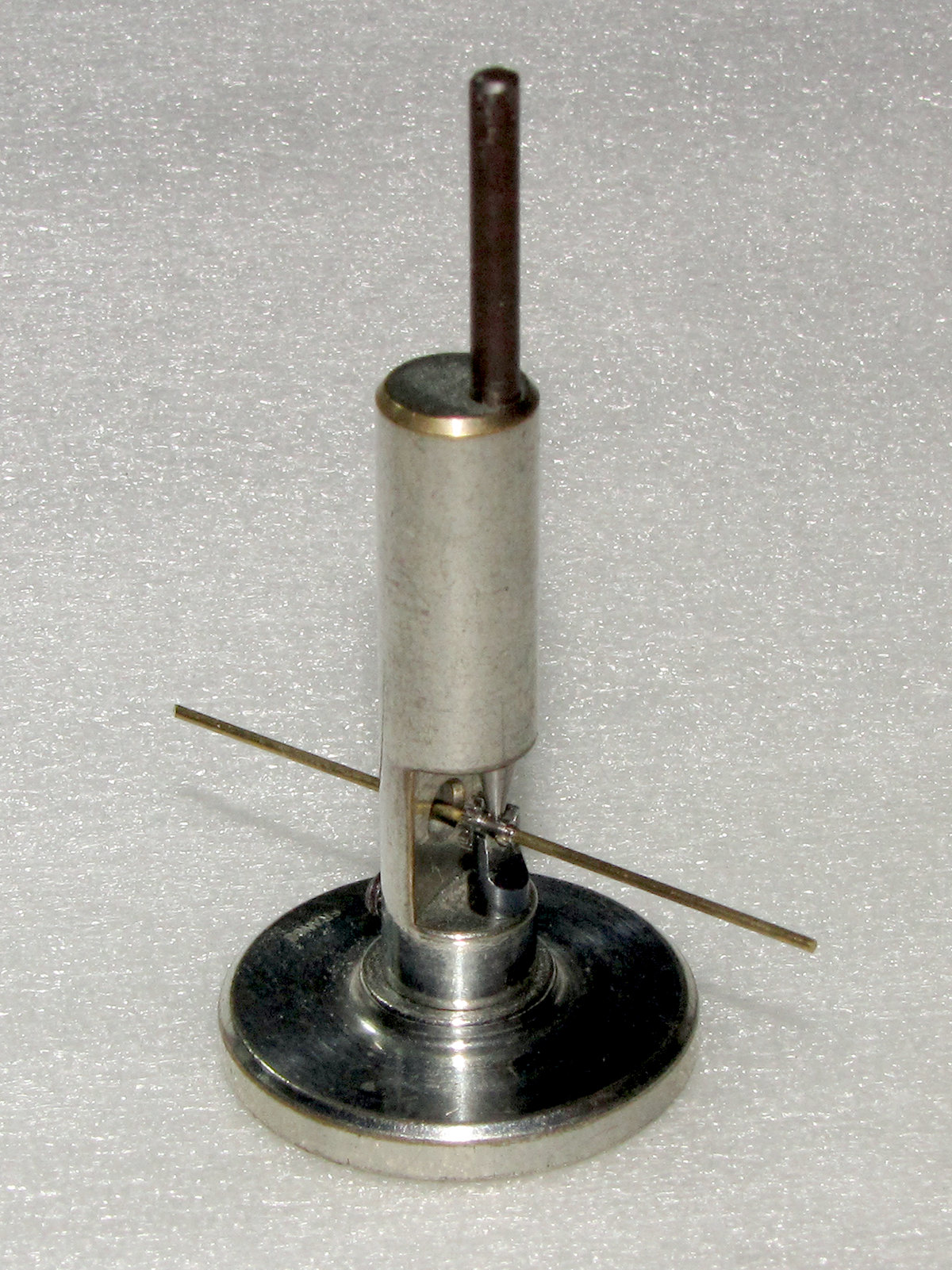
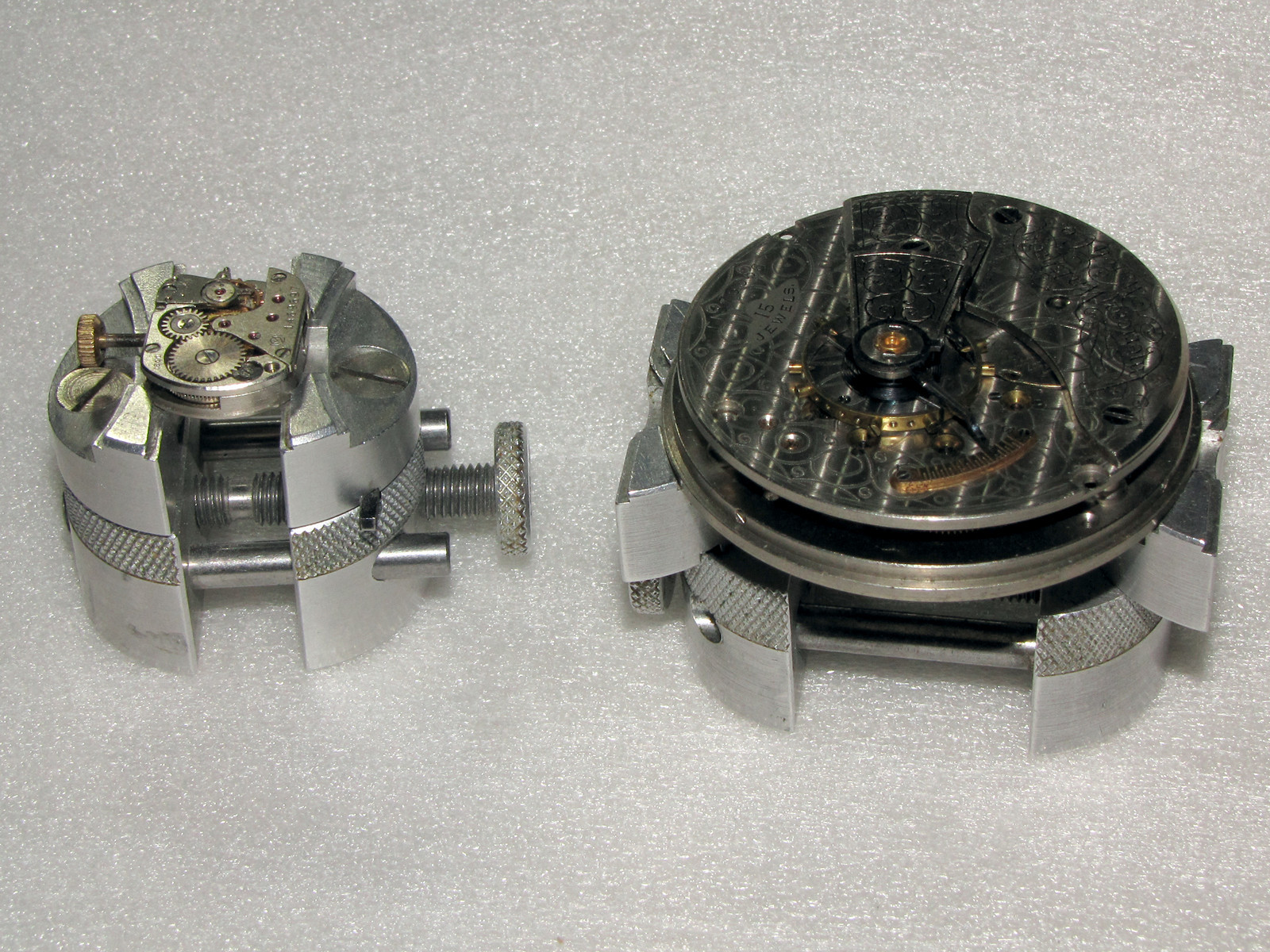
| Molfres - The balance staff grinding tool | |
| One of the most often performed repairs is the replacement of the damaged balance staff. There are several ways of doing it, one by using a lathe to cut of the bottom part of the staff including the hub so that the staff can be removed in the staking tool without any damage to the balance wheel.
The fastest and by far the safest way of removing damaged staff is by grinding its bottom part all the way to the balance seat leaving only a tiny portion of the hub and then punch out the staff breaking off the thin remnant of the hub, thus leaving the balance unharmed. To do so one can use a small bench grinder, with special staking frame, specially designed for this particular purpose. |
|
| The image to the right shows Molfres, the small bench grinder. |

|
| The special staking tool frame used to drive out the remnant of the balance staff from the balance wheel, applying a very light tap with a hammer, without causing any damage to the balance wheel. |

|
| Molfres with a balance wheel securely held in the collet, ready to grind the bottom part of staff away. |

|
| Here, balance staff ready to be presented to the rotating carborundum wheel which shall quickly grind the staff away. |

|
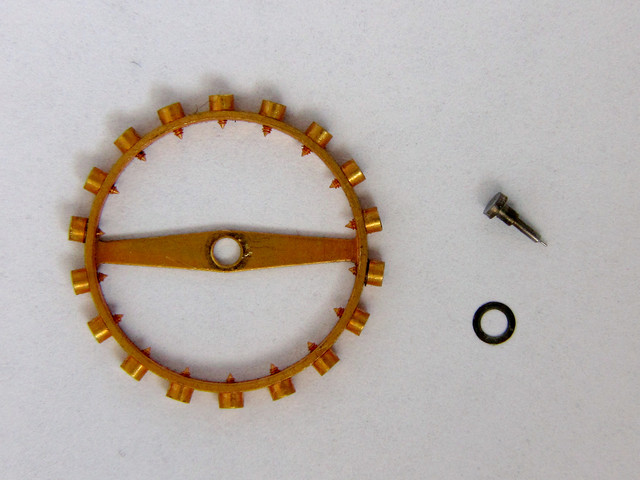
| Balance wheel with the remnant of the balance staff driven out and a tiny piece of the hub remaining. |
|
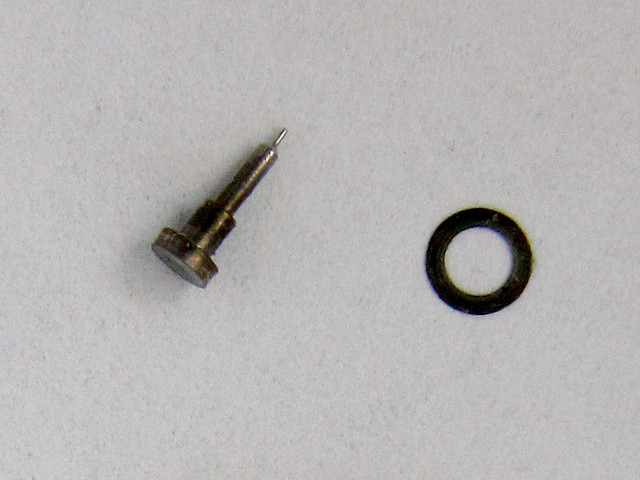
| Closer look at the balance staff remnant with the riveted part visible as a slight taper towards the now missing lower part, out of which remains only a thin ring of metal, part of the hub. |
|
| top | |