SOLDAURA TÉCNICA Y PRACTICA
Soldar, tecnológicamente hablando, es unir sólidamente dos piezas metálicas, fundiendo su material en el punto de unión, o mediante alguna sustancia igual o parecida a ellas. Las soldaduras pueden ser duras o blandas: entre las soldaduras duras se encuentran la soldadura eléctrica por arco, la soldadura eléctrica por puntos, la soldadura oxiacetilénica, etc. Entre las soldaduras blandas, es decir, las que funden a menos de 200 ºC, se encuentra la soldadura con estaño, que es la que nos interesa para su aplicación en Electrónica.
TRATAMIENTO DE LOS COMPONENTES
Antes de iniciar el montaje de los circuitos impresos de cualquier equipo electrónico, es preciso que los componentes que van a ser montados reciban una preparación previa que facilite al máximo su inserción en los agujeros correspondientes, así como su posterior soldadura. A esta preparación de componentes se le llama preformación.
COMPONENTES DE DOS TERMINALES
Los componentes de dos patas pueden clasificarse en axiales y radiales. Los axiales presentan las terminales de la salida sobre los extremos del cuerpo y alineados con éste. Con este tipo de terminales hay que realizar un preformado para su montaje en circuito impreso. Los componentes de montaran paralelos al circuito impreso y generalmente apoyados en el, en su preformado deberá procurarse que la referencia o valor que aparezca en el cuerpo quede visible para facilitar una rápida identificación después de su inserción.
Los radiales son aquellos con las terminales de los extremos del cuerpo perpendiculares a éste y paralelos entre si. Se adaptan sin preformado alguno. Hay algunos casos en los cuales se les deberá de realizar un preformado ya que suele pasar que las terminales no coincidan correctamente en los agujeros de la tablilla.
CONFORMADO DE TERMINALES
El doblado de las terminales se puede efectuar a mano o con herramientas especiales. Si el doblado es a mano se deben tener las siguientes precauciones:
- El dobles se realizara con unas pinzas de puntas finas presionando en el punto de doblado.
- No se ejercerá fuerza sobre la zona de unión del cuerpo con el terminal, ya que podría despenderse.
- El doblado no debe quedar con exagerado ángulo recto ya que podría ocasionar rupturas de alguna terminal.
- Para el preformado se dejara una pequeña porción de terminal para evitar que se desprenda.
- Se obtendrá una cierta estética de montaje si el preformado se realiza en forma simétrica con respecto al cuerpo.
Existe una herramienta especial que se llama conformador de
componentes, en la cual, ajustada la distancia entre los dos puntos de doblado, realizara toda la manipulación se evitan muchos errores. Esta herramienta es muy útil sobre todo cuando existen muchos componentes.
ESTAÑADO PREVIO
Cuando se tenga duda de la buena soldabilidad de las terminales por aspecto sucio u oxidado se le deberá hacer un estañado previo al montaje. Esto se llevara a cabo aportando una pequeña cantidad de soldadura en las terminales. la terminal se deberá sujetar durante toda la operación con unas pinzas situadas en la zona a estañar y el cuerpo del componente.
COMPONENTES DE MAYOR POTENCIA
Antes del montaje se separan aquellos componentes que vayan a producir durante el procedimiento alguna radiación de calor por estar sometidos a una condición de trabajo que les obliga a disparar una determinada potencia. El montaje de todos ellos se realizara al final, de forma que puede tomarse un mínimo de precauciones para impedir que su temperatura pueda dañar a otros componentes cercanos. En el caso se tendrá las resistencias de una potencia superior a 0.5 vatios y con algunos transistores de media y alta potencia. Para todos ellos se respetara una separación mínima del circulo impreso de 5mm ya que en cada caso contrario resultaría dañado este. Respecto al resto de los componentes se procura fijar una separación mínima de 10mm.
MONTAJE DE HILOS Y CABLES
El hilo o alambre desnudo que se va a emplear para enlazar sobre el circuito impreso los puntos que lo requieran, se cortara con las pinzas de corte a la medida necesaria efectuando un doblado en cada extremo de una manera análoga a la realizada con los terminales de componentes .Las porciones de alambre así obtenidas y denominadas puentes quedaran aptas para su montaje pudiendo proceder a realizar este sin mayor dificultad.
Los cablesillos necesarios para interconexión entre circuitos impresos o entre estos los componentes situados fuera de los mismos deben ser cortados a una longitud precisa eliminándose después un trozo de la cubierta aislante de los extremos, operación denominada pelado en una longitud de 4 o 5 milímetros aproximadamente. Para ello se utilizara unas pinzas o tenazas de pelar adecuada teniendo en cuenta las siguientes recomendaciones:
- Las pinzas deberán estar adecuadamente ajustadas al diámetro del conductor para que únicamente se corte la cubierta evitando cortar este de forma invertida.
- No deberá quedar dañado el conductor en ningún punto para evitar riesgos de roturas.
- Se evitara dejar restos de la cubierta en la zona pelada con objeto de no tener ningún problema en la posterior soldadura.
En los cables apantallados y coaxiales, un vez que se a realizado el pelado de la cubierta externa se separara la malla trenzada que forma el conductor exterior, o pantalla, agrupando todos los hilos de esta en un punto y quedando descubierta el conductor interno protegido con su correspondiente cubierta.
EL SOLDADOR EN ELECTRONICA
En Electrónica se suelen utilizar soldadores de potencia reducida, ya que generalmente se trata de trabajos delicados. En fontanería, sin embargo, para soldar tubos se usan soldadores de más potencia y candilejas, así como otros sistemas de soldadura.
Se trata de un útil que tiene un enorme campo de aplicación, ya sea para realizar nuevos montajes o para hacer reparaciones. El soldador debe permitir las operaciones de soldadura con estaño correspondientes a la unión de dos o más conductores, o conductores con elementos del equipo. Debido a su frecuente empleo, el soldador deberá presentar, entre otras características, una gran seguridad de funcionamiento y durabilidad.
En general, se trata de una masa de cobre (punta), que se calienta indirectamente por una resistencia eléctrica conectada a una toma de energía eléctrica (generalmente el enchufe de 220v). Los tipos que se encuentran generalmente en el mercado pueden clasificarse en soldadores comunes o "de lápiz" y soldadores de pistola.
TIPOS DE SOLDADORES
|

|
|
Éste es el clásico soldador de tipo lápiz, de 30w. Su calentamiento es permanente y posee una alta inercia térmica. Tanto en el momento de la soldadura como en las pausas de esta labor, el soldador permanece conectado a la corriente eléctrica. Resulta adecuado para trabajos repetitivos y numerosos. |
|
El soldador de la derecha es de pistola. La punta se calienta por el efecto de una gran corriente que pasa por ella (el abultado mango lleva dentro un transformador que la produce). Resulta útil para trabajos esporádicos ya que se calienta instantáneamente. No se usa mucho en electrónica porque la punta no suele resultar lo bastante fina y precisa. |

|
TIPOS DE SOPORTE
Ya que el soldador mantiene la punta caliente (a unos 250~300ºC), se hace necesario el uso de un soporte donde dejarlo durante el tiempo que no se usa, para evitar quemar la mesa de trabajo. Aquí se ven algunos ejemplos:
|

fig.1
|

fig. 2
|

fig. 3
|
|

fig. 4
|

fig.5
|
- Soporte típico para soldadores de poca potencia. Tiene esponja.
- Soporte JBC que permite colocar el soldador de dos formas distintas. Tiene esponja.
- El soporte más sencillo. Puede construirse con un trozo de chapa y una tabla de madera.
- Soldador con todas las puntas que se le pueden acoplar: punta fina, punta gruesa, puna para desoldar circuitos integrados e incluso accesorio para desoldar, con pera de goma incluida.
- Punta fina, ideal para la soldadura en Electrónica.
LA SOLDADURA
La soldadura con estaño consiste en unir dos fragmentos de metal (habitualmente cobre, latón o hierro) por medio de un metal de aportación (habitualmente estaño) con el fin de procurar una continuidad eléctrica entre los metales que se van a unir. Esta unión debe ofrecer la menor resistencia posible al paso de la corriente eléctrica; para ello, la soldadura debe cumplir una serie de normas con el fin de conseguir una unión eléctrica óptima. Un factor fundamental es la calidad del estaño: éste debe tener una mezcla de 60-40, es decir, una aleación de 60% de estaño y 40% de plomo; se elige esta aleación por la siguiente razón: El estaño puro funde a 232 ºC y el plomo puro funde a 327 ºC; sin embargo una aleación de estos dos metales funde a una temperatura mucho menor, concretamente la proporción citada de 60-40 funde a una temperatura de 190 ºC. Otro agente de primordial importancia es la limpieza: para realizar una buena soldadura, los metales que se van a soldar deberán estar totalmente limpios de suciedad, grasa, óxido, etc. Para su limpieza existen diversos métodos, pero el más cómodo y limpio es el del estaño con alma de resina; se trata de un hilo de estaño suministrada en carretes, en cuyo interior se ha dispuesto uno o varios hilos de resina (Figura 6.1); esta resina, al fundirse con el calor del soldador, será la encargada de desoxidar y desengrasar los metales, facilitando enormemente la labor de soldadura con estaño.



En realidad, el término "estaño" se emplea de forma impropia porque no se trata de estaño sólo, sino de una aleación de este metal con plomo, generalmente con una proporción respectiva del 60% y del 40%, que resulta ser la más indicada para las soldaduras en Electrónica.
Para realizar una buena soldadura, además del soldador y de la aleación descrita, se necesita una sustancia adicional, llamada pasta de soldar, cuya misión es la de facilitar la distribución uniforme del estaño sobre las superficies a unir y evitando, al mismo tiempo, la oxidación producida por la temperatura demasiado elevada del soldador. La composición de esta pasta es a base de colofonia (normalmente llamada "resina") y que en el caso del estaño que utilizaremos, está contenida dentro de las cavidades del hilo, en una proporción del 2~2.5%.
|

|

|
|
Aquí se observan las 3 cavidades que forman el "alma" de resina del estaño. La resina resulta de una gran ayuda durante la soldadura. |
Éste es un rollo de estaño típico de 500 gr., aunque hay rollos más pequeños, ya que no suele resultar muy cómodo sujetar un peso de medio kilo mientras hacemos soldaduras. |
PROCESO PARA SOLDAR
Antes de iniciar una soldadura hay que asegurase de que:
- La punta del soldador esté limpia. Para ello se puede usar un cepillo de alambres suaves (que suele estar incluido en el soporte) o mejor una esponja humedecida (que también suelen traer los soportes). Se frotará la punta suavemente con el cepillo o contra la esponja. En ningún caso se raspará la punta con una lima, tijeras o similar, ya que puede dañarse el recubrimiento de cromo que tiene la punta del soldador (el recubrimiento proporciona una mayor vida a la punta).
- Las piezas a soldar estén totalmente limpias y a ser posible preestañadas. Para ello se utilizará un limpiametales, lija muy fina, una lima pequeña o las tijeras, dependiendo del tipo y tamaño del material que se vaya a soldar.
- Se está utilizando un soldador de la potencia adecuada. En Electrónica, lo mejor es usar soldadores de 15~30w., nunca superiores, pues los componentes del circuito se pueden dañar si se les aplica un calor excesivo.
Vamos a ver una simulación de soldadura, con lo que ocurre por parte del operador y lo que sucede en las partes a soldar. Nos ayudará a conocer y entender los diferentes pasos de una soldadura, que luego, con la experiencia, se harán automáticamente, sin pensar. Los pasos son éstos:
|
 Asegurarse de que las zonas a soldar están bien limpias, sin grasa ni suciedad. Asegurarse de que las zonas a soldar están bien limpias, sin grasa ni suciedad.
Para las placas de circuito impreso se puede utilizar una goma de borrar bolígrafo, tal como vemos aquí.
Si se trata de hilos de cobre, se pueden raspar con unas tijeras o una cuchilla para limpiar el hilo.
Foto: © Alan Winstanley 1997

Limpiar la punta del soldador de vez en cuando.
Para ello frotaremos suavemente la punta en una esponja húmeda, como la del soporte de la figura.
Alternativamente podemos raspar la punta con un cepillo de alambres suave, como los que suelen venir incluidos en el soporte.
Foto: © Alan Winstanley 1997
Acercar los elementos a unir hasta que se toquen.
Si es necesario, utilizar unos alicates para sujetar bien las partes.
Aplicar el soldador a las partes a soldar, de forma que se calienten ambas partes.
Tener en cuenta que los alicates o pinzas absorben parte del calor del soldador.
Las piezas empiezan a calentarse hasta que alcanzan la temperatura del soldador. Si la punta está limpia, esto suele tardar menos de 3 segundos. Este tiempo dependerá de si se usan alicates y de la masa de las piezas a calentar.
Foto: © Alan Winstanley 1997

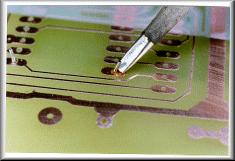
Sin quitar el soldador, aplicar el estaño (unos pocos milímetros) a la zona de la soldadura, evitando tocar directamente la punta.
Cuando la zona a soldar es grande, se puede mover el punto de aplicación del estaño por la zona para ayudar a distribuirlo.
Foto: © Alan Winstanley 1997
La resina del estaño, al tocar las superficies calientes, alcanza el estado semilíquido y sale de las cavidades, distribuyéndose por la superficie de la soldadura. Esto facilita que el estaño fundido cubra las zonas a soldar.
Retirar el hilo de estaño .
 El estaño fundido, mientras sigue caliente, termina de distribuirse por las superficies. El estaño fundido, mientras sigue caliente, termina de distribuirse por las superficies.
Retirar el soldador , tratando de no mover las partes de la soldadura. Dejar que la soldadura se enfríe naturalmente. Esto lleva un par de segundos.
El metal fundido se solidifica, quedando la soldadura finalizada, con aspecto brillante y con buena resistencia mecánica.
|
Como sucede con la mayoría de las cosas, a base de experimentar unas cuantas veces se conseguirá dominar este proceso, que por otro lado resultará sencillo.
PROCESO PARA DESOLDAR
Para desoldar hay varios métodos, aunque nosostros nos vamos a centrar sobre los que se basan en la succión del estaño. Vamos a describir los desoldadores y los chupones.
EL DESOLDADOR DE PERA
 Aquí a la derecha vemos un soldador de tipo lápiz sin punta. En lugar de la punta se le coloca el accesorio que se ve debajo y ya tenemos un desoldador, que suele recibir el nombre de desoldador de pera. Como se puede observar, el accesorio tiene una punta, un depósito donde se almacena el estaño absorbido, una espiga para adaptarlo al soldador y una
Aquí a la derecha vemos un soldador de tipo lápiz sin punta. En lugar de la punta se le coloca el accesorio que se ve debajo y ya tenemos un desoldador, que suele recibir el nombre de desoldador de pera. Como se puede observar, el accesorio tiene una punta, un depósito donde se almacena el estaño absorbido, una espiga para adaptarlo al soldador y una
pera de goma que sirve para hacer el  vacío que absorberá el estaño.
vacío que absorberá el estaño.
Aquí vemos en detalle la punta y el depósito del accesorio para desoldar. Ésta se calienta de la misma manera que la punta normal.
El modo de proceder es el siguiente:
- Presionar la pera con el dedo.
- Acercar la punta hasta la zona de donde se quiera quitar el estaño.
- Si la punta está limpia, el estaño de la zona se derretirá en unos pocos segundos. En ese momento, soltar la pera para que el vacío producido absorba el estaño hacia el depósito.
- Presionar la pera un par de veces apuntando hacia un papel o el soporte para vaciar el depósito. Tener precaución, ya que el estaño sale a 300ºC.
Estos cuatro pasos se pueden repetir si fuera necesario.
EL DESOLDADOR DE VACIO O CHUPON
Ahora vamos a describir el otro tipo de soldador, el denominado chupón.
 Este desoldador de vacío es una bomba de succión que consta de un cilindro que tiene en su interior un émbolo accionado por un muelle.
Este desoldador de vacío es una bomba de succión que consta de un cilindro que tiene en su interior un émbolo accionado por un muelle.
Tiene una punta de plástico, que soporta perfectamente las temperaturas utilizadas. El cuerpo principal (depósito) suele ser de aluminio.
Para manejarlo debemos cargarlo venciendo la fuerza del muelle y en el momento deseado pulsaremos el botón que libera el muelle y se produce el vacío en la punta.
Nos servirá para absorber estaño, que estaremos fundiendo simultáneamente con la punta del soldador. El modo de proceder es el siguiente:
|
Cargar el desoldador. Para ello presionaremos el pulsador de carga, venciendo la fuerza del muelle. |
|
 Aplicar la punta del soldador a la zona de donde se quiera quitar el estaño. Si la punta del soldador está limpia, el estaño se derretirá en unos pocos segundos. Aplicar la punta del soldador a la zona de donde se quiera quitar el estaño. Si la punta del soldador está limpia, el estaño se derretirá en unos pocos segundos.
Asegurarse de que el desoldador está listo.
Foto: © Alan Winstanley 1997
|
|
 En ese momento, sin retirar el soldador, acercar la punta del chupón a la zona y pulsar el botón de accionamiento. Se disparará el émbolo interno produciendo un gran vacío en la punta y absorbiendo el estaño hacia el depósito. En ese momento, sin retirar el soldador, acercar la punta del chupón a la zona y pulsar el botón de accionamiento. Se disparará el émbolo interno produciendo un gran vacío en la punta y absorbiendo el estaño hacia el depósito.
Foto: © Alan Winstanley 1997
|
|
Si es necesario, repetir este último paso cargando previamente el desoldador. |
|
 Retirar el soldador y el chupón. En la foto vemos el resultado de la desoldadura. Retirar el soldador y el chupón. En la foto vemos el resultado de la desoldadura.
Si después del proceso aún queda algo de estaño sujetando el componente que queremos quitar, entonces será necesario repetir el proceso.
Foto: © Alan Winstanley 1997
|
Este dispositivo tiene un depósito suficientemente grande como para no necesitar vaciarlo cada vez que se usa, como ocurre con el desoldador de pera. Para limpiarlo, generalmente hay que desmontarlo desenroscando sus partes.