LA
SOLDADURA. TÉCNICA Y PRÁCTICA.
Todo
ingeniero, técnico y cualquier persona que entiende el entorno de la
electrónica, entienden perfectamente que los componentes electrónicos se pueden
unir e interconectar aplicando los primeros métodos para que un circuito
funcione, esto es, puede aplicar presión, resortes y tornillos, obteniendo de
este modo la conexión de los componentes pero usando estos métodos se obtendrán
dos desventajas claras en cuanto a la soldadura.
Como
se menciono los primeros métodos utilizados ocupan más volumen que la soldadura
y no tienen tanta resistencia a la temperatura, y condiciones para que tenga
una duración elevada del circuito que contendrá componentes unidos el uno al
otro.
La
soldadura presenta dos ventajas claras frente a los demás sistemas: una gran
resistencia mecánica y una muy baja resistencia eléctrica de la unión formada.
Para
cualquiera de las personas mencionadas arriba la soldadura la consideran como
un método práctico y eficaz además de tomar en cuenta sus ventajas y
desventajas sobre los sistemas mencionados anteriormente.

Diferentes tipos de unir los componentes
La soldadura
El
proceso de soldar consiste en lo siguiente:
Unir
dos conductores del tipo y forma que sean terminales de componentes entre si o
a un circuito impreso, chasis metálicos, hilos y cables de tal forma que
añadimos un tercer material que es un compuesto intermetálico que al calentarlo
o al darle una determinada temperatura adquiera el punto de fusión y se
convierte en estado líquido, solo durante esa fase, para después dejarla
enfriar a temperatura ambiente y obtener una unión rígida permanente entre las
terminales de un componente ó sobre la tablilla en la que se coloque el
componente a soldar.
Precauciones
Entre
las más importantes destaca la limpieza de cada uno de los componentes que se
desea soldar, ya que si se desea obtener una soldadura de calidad y duradera
deberá notar que los componentes que se deseen soldar no contengan cualquier
tipo de basura, óxidos ó grasas, cumpliendo este primer paso la
soldadura será duradera y no dará efectos secundarios por no contener el
aislamiento térmico de los óxidos de cada componente, formando un compuesto
intermetálico adecuado.
Aleación
metálica
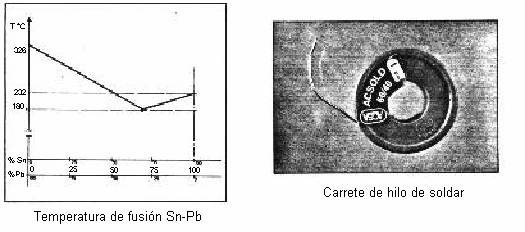
La
aleación metálica que se utiliza en procesos como la soldadura es un elemento
de gran importancia, que esta compuesta por dos metales el 60% de estaño y el
40% de plomo, esta misma se encuentran en el mercado en forma de hilo con un
diámetro variable, también se encuentra arrollado sobre un carrete.
A
este hilo se le conoce habitualmente como estaño. La aleación se funde con una
temperatura alrededor de 190° que después se utilizara para ello una
temperatura más alta que la anterior.
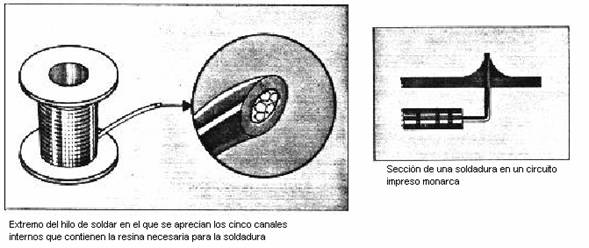
El
hilo de soldar debe contener además en su interior una resina que facilita la
operación de soldar, cuya misión es darle una segunda y ultima limpieza a las
terminales del componente y la superficie al instante de soldar y protegerlas
del aire.
El soldador
ó cautín
Es
una herramienta que proporciona el calor necesario para alcanzar una
temperatura necesaria. Este mismo debe de ser de la calidad adecuada para
garantizar que se pueden hacer soldaduras fiables.
Antes
de soldar es necesario preparar los componentes, hilos y otros elementos que
vayan a ser soldados debiendo de colocarlos en las posiciones que ocuparan en
el montaje, realizando una simple inserción en el circuito impreso, tomando en
cuenta que la soldadura es una conexión eléctrica que no garantiza una
resistencia mecánica alta entre los puntos de unión.
Corte de
terminales
Existen
dos métodos para poder realizar la soldadura de los componentes, definidos en
la función del momento en el que se realiza el corte del extremo que sobra para
la conexión, estos son los siguientes:
Antes
de la soldadura.
Después
de la soldadura.
El
primero tiene la ventaja de que la aleación fundida de la soldadura cubrirá
todo el extremo terminal mejorando así la calidad de la soldadura con lo que se
evita la acción de cortar el hilo que sobra después de soldar. Este mismo tiene
los inconvenientes de que es necesario precisar muy bien el punto de corte del
terminal para que no quede ni excesivamente corto y a su vez demasiado largo y
que es necesario apoyar los componentes que se encuentran en el circuito
impreso, poniendo una base para dicha función durante el montaje.
El
segundo método es el método más cómodo que cualquiera puede encontrar, pero se
necesita de una herramienta de la mayor calidad para hacer los cortes de
alambre sobrante, con la finalidad de evitar cualquier tipo de tracción sobre
la soldadura que se realizo.
Se
debe fijar entre 1 y 2 mm aproximadamente entre la altura de los extremos de los terminales de los
componentes sobre la cara de soldadura del circuito impreso, o cualquier otro
punto de soldadura.
Hilos y
cables
Para
llevar a cabo la soldadura de hilos y cables la limpieza juega un papel
importante, si no se elimina el aislante que en este caso hablamos de pelar el
cable para quitarle su cubierta debe tener aproximadamente una longitud de 4 o
5 mm teniendo las precauciones de no dañar al conductor, siendo recomendable
realizar un estañado, previo antes de soldar de la zona pelada aplicando el
cautín y el estaño durante un tiempo inmediato para no dañar el extremo de la
cubierta del cable. Es conveniente dejar una zona sin estañar aproximada de 2mm
desde el extremo de la cubierta.
Procedimiento
Una
vez que tenemos todo preparado para soldar se pasa al siguiente paso que es
soldar los componentes en la tablilla, como primer paso de estos procedimientos
se podrá realizar soldaduras en los puntos no situados en un circuito impreso.
Con
la punta del cautín se aplicara calor a la terminal que se desee soldar,
después de un instante se acerca el estaño y empieza a fundirse con el terminal
a soldar después de eso de inmediato se retira el cautín y se deja enfriar a la
temperatura ambiente, sin realizar ningún movimiento en la zona que se aplico
la soldadura obteniendo así una soldadura de calidad.
Si
se desea modificar algún componente esto deberá hacerse después de que se
enfrió a temperatura ambiente, o cuando se encuentre completamente fría.
Circuito
impreso
Cuando
soldamos sobre un circuito impreso esa operación es sumamente delicada por la
mayor fragilidad del material cuando se somete a la temperatura de la
soldadura, para su ejecución es necesario seguir las pistas del circuito y del
material base, por un lado las pistas del circuito no son excesivamente finas,
estas tienen un comportamiento de disipadores del calor que reciben, lo cual
evita empeorar el circuito impreso El cautín debe de utilizarse durante el
tiempo de ejecución, si no es así habrá un sobrecalentamiento en cualquier
parte que apunte el cautín.
Cuando
se solda un nodo se deja fluir el estaño por el tubo que rodea el terminal hasta
que cubra el terminal y el nodo. En el caso de que este soldando un cablecillo
previamente estañado debe dejar una parte descubierta de conductor sin estañar
entre la soldadura y la cubierta del cable, con el objetivo de evitar una
perdida de flexibilidad.
Calidad de
la soldadura
Toda
soldadura obtenida debe tener un aspecto limpio y brillante, evitando la
presencia de poros y grietas que traen como consecuencia su rápida degradación
posterior. Si se nota cristalización o granulado es como si no aplico el cautín
durante el tiempo suficiente, o bien, por haber movido la zona soldada antes de
que se enfriara por completo el estaño, a esto se le conoce como soldadura
fría. Si se obtiene un color gris mate, es normalmente una consecuencia del
sobrecalentamiento de los terminales de cada componente, esto no es
recomendable.
Si
se desea obtener un resultado satisfactorio es necesario efectuar un repaso a
estas soldaduras con la punta del cautín añadiendo no en todos los casos una
pequeña cantidad de estaño para que la resina contribuya en la fluidez de la
soldadura. Con esto se obtiene la seguridad de no dejar puntos débiles que
puedan ocasionar defectos en el funcionamiento del equipo.
Si
emplea circuitos impresos de doble cara con taladro metalizado debe tener
precauciones especiales para que el estaño fluya por el tubo que forma el
taladro hasta que alcance la otra cara del circuito, si no sucede esto puede
obtener una insuficiente aportación de estaño, o lo más grave que puede ser una
rotura interna, lo que obliga a repasar con el cautín añadiendo una aleación
por la cara de los componentes.
Cualquier
tipo de duda acerca de la existencia o no de la conducción eléctrica debe
resolverse utilizando el multimetro en la fase inmediatamente posterior a la
soldadura y no dejarlo para momentos posteriores del montaje las posibles
reparaciones que se realicen. En caso de que en el circuito se monten
terminales de espadín o del tipo torreta que luego requieren una soldadura de
un cable o de un componente es recomendable efectuar alguna forma de fijación
mecánica antes de soldar el circuito tal como un doblado del extremo o un
ligero remachado sobre el nodo de la cara del soldador con objeto de que no se
muevan al aplicarles de nuevo el cautín para soldar la segunda soldadura.
Teniendo en cuenta que si se hace por la soldadura inicial pueden
sobrecalentarse produciendo el defecto de soldadura fría.
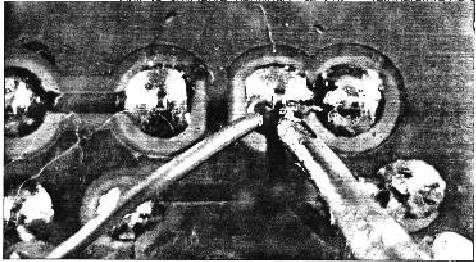
Detalle del proceso de soldadura en un nodo
de un circuito impreso
Daños por
temperatura
Cuando
soldamos componentes que puedan dañarse con la alta temperatura recibida por el
cautín, la cual reciben a través de la conductividad térmica de cada una de sus
terminales, tales como: transistores, resistencias, circuitos integrados,
diodos y algunos tipos de capacitores, es recomendable utilizar unas pinzas de
punta para terminales finas de forma que sujeten el terminal que se esta
soldando en la zona comprendida entre el circuito impreso y cualquier otro
punto de soldadura, proporcionando así un excelente radiador en la absorción de
calor y así evitar quemar un componente por conductividad eléctrica.
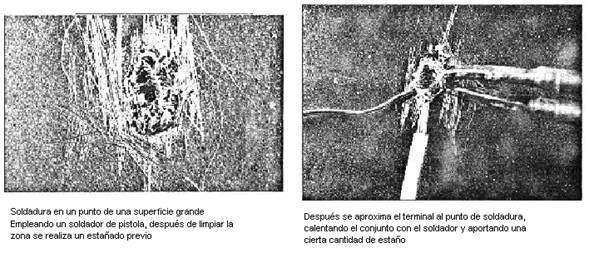
Superficies
grandes
La
soldadura de este tipo exige una preparación mucho más cuidadosa que para las
de tipo puntual. El primer punto a tomar en cuenta es la composición de la capa
superficial, esta capa debe de formar una aleación con el estaño-plomo que se
aporta en el proceso, con el objetivo de conseguir el compuesto intermetálico
necesario para una unión eléctrica permanente.
También
se utiliza una chapa de hierro para la construcción de cajas y chasis
metálicos. Si la chapa se encuentra pintada será necesario raspar la capa de
pintura hasta que el punto donde se va a soldar quede brillante y limpio, en
cualquier caso se consigue una soldadura fiable si se consigue una cierta
rugosidad en la zona.
La
limpieza de la superficie es una condición indispensable para conseguir el
objetivo deseado, pudiéndose emplear para ello un buen disolvente, tal como
alcohol.
El
proceso se realiza aplicando la punta de un soldador de alta potencia sobre la
zona a soldar, al cabo de unos instantes, se aplica el hilo de soldar que debe
de fundirse, fluir y quedar depositado en el punto de soldadura y al terminal
previamente estañado que se desea unir, mientras esta caliente. Una vez
terminados estos pasos se observa y se obtiene el estaño mojado, en ambas
partes y se separa el soldador dejando enfriar y se prueba con el multimetro
para saber si conduce o no.
Tratamiento
de los componentes
Antes
de montar cualquier componente en una tablilla es necesario preparar el
componente de manera que por si mismo se adapte a la forma de cada taladro que
va a ocupar se le puede dar la forma y al mismo tiempo prepararlos con el
estaño, a su vez este proceso se le conoce como componente preformado en la que
un técnico da la forma entre las terminales de dicho componente, y puede cortar
o dejar las terminales si procede antes y después de soldar, además de cables
que contienen estaño en partes diminutas de aproximadamente de 2 mm, puede
preparar el material que se necesite uno por uno y irlo soldando el uno tras el
otro o si le parece mejor preparar todo y tenerlo listo para soldar como un
proceso final aplicando los procedimientos que se describen en el apartado de
procedimientos para obtener una soldadura de calidad.
Componentes
de dos terminales
De
los componentes con dos terminales se figura que tienen una clasificación de
dos grupos. El primero de ellos son los componentes con terminales axiales y
los segundos son los componentes con terminales radiales, los primeros
presentan terminales de salida sobre los extremos del cuerpo y alineados con
éste, formando una línea imaginaría que pasaría por su centro geométrico;
requieren que se les realice un preformado para su montaje en un circuito
impreso.
Del
segundo grupo de clasificación los terminales de los extremos del cuerpo son
perpendiculares a éste y paralelos entre si, se adaptaran sin preformado al
montaje del circuito impreso si la distancia entre los taladros en los que se
va a insertar coincide con la distancia que va a separar las terminales. En
caso de que no se cumpla lo anterior necesitaran un preformado para su
colocación den el circuito impreso.
Para
realizar una operación es necesario saber la distancia de los taladros con
respecto al componente utilizando para ello un calibrador o una regla graduada
en milímetros, este proceso no requiere una medición alta.


Conformado
de terminales
El
doblado de las terminales puede realizarse de dos formas: a mano o utilizando
herramientas especiales para este trabajo. El doblado a mano tendrá presente un
conjunto de especificaciones y precauciones que tendrá que cuidar para evitar
la rotura de las terminales de cada componente. A continuación veremos las
principales precauciones que debe de disponer:
El
doblado se realizara con un alicate para puntas finas haciendo presión en el
punto de doblado.
No
se debe de ejercer fuerza sobre la zona de unión del cuerpo con el terminal.
El
doblado no debe quedar con un exagerado ángulo recto, sino que se procederá a
realizar una pequeña curvatura.
Se
procurara realizar el preformado dejando como mínimo una pequeña porción de
terminal entre el cuerpo y el punto de doblado.
Se
obtendrá una cierta estética de montaje si el preformado se realiza en forma
simétrica con respecto al cuerpo
La
herramienta que existe para deformar se denomina conformador de componentes, en
la que una vez ajustada la medida de la distancia entre los puntos del doblado
realiza toda la operación con una única manipulación.

Esta
herramienta es muy útil sobre todo cuando existe un número de componentes que
deban ser preformados a una misma distancia ahorrándose de esa manera una
considerable cantidad de tiempo.
Los
componentes con terminales de salidas radiales se pueden montar directamente y
presentan generalmente sus terminales ya cortados a la longitud adecuada, con
lo que se evita la necesidad de realizar cortes posteriores a la soldadura.
Existe
también una herramienta, especial para esta disposición de terminales que
realiza todas las operaciones citadas con una sola manipulación, presentando la
misma ventaja de ahorro de tiempo. Los componentes que también tienen un número
mayor de pines también requieren que se les realice un conformado previo al
montaje, solo cuando se encuentren deformados o doblados de la terminal al
cuerpo, lo cual impide el montaje rápido y directo sobre el circuito.
De
ese mismo modo utilizando el alicate de puntas finas se tiene como fin volver a
llevarlos a su posición original, con lo que sujeta el punto los más alejado
del cuerpo posible a la unión con el cuerpo del componente, realizando con la
mano ó utilizando para ello otro alicate, que permita realizar las repetitivas
operaciones de enderezado de terminales hasta que sea insertado sin dificultad
en cada uno de los taladros que le corresponden.
Estañado
previo
En
diversas ocasiones can se tienen dudas sobre la soldabilidad de los componentes
de una tablilla impresa, o sea por que presentan oxidación u un aspecto sucio,
se les aplica un estañado previo al montaje para lo cual debe de sumergirse en
un crisol o cazoleta con aleación de estaño-plomo fundidor, en caso de que no
se dispongan podrá realizarse el estañado con la punta del cautín, aportando
una pequeña cantidad de hilo para soldar que se distribuirá en el fondo de la
terminal, tomando en cuenta que dicha terminal se mantendrá apoyada por un
alicate que actuara como radiador térmico impidiendo la conductividad térmica.
Componentes
de mayor potencia
Antes
de montar en una tablilla impresa es necesario separar aquellos componentes que
en su funcionamiento tiendan a producir una cierta intensidad de calor, por
estar sometidos a unas condiciones de trabajo que les obligan a disipar una
determinada potencia.
El
montaje de estos componentes se realizara hasta el final tomando en cuenta
varias precauciones para impedir que su temperatura pueda dañar a otros
componentes cercanos, entre los casos que son más comunes se tendrá con las
resistencias de una potencia superior a 0.5 vatios y con algunos transistores
de media y alta potencia.
 Para todos ellos se respetara una
separación mínima de 5 mm en el circuito impreso, en caso contrarío resultaría
dañado éste mismo, respecto tonel resto de los componentes se debe fijar una
separación mínima de 10 mm, en el caso de las resistencias de alta potencia con
un cuerpo relativamente grande y que a su vez presentan sus dos salidas por el
mismo extremo del cuerpo, utiliza soportes especiales que aseguran su fijación
mecánica e impidan cualquier movimiento que pueda llegar a romper los
terminales. Una vez cumpliéndose las operaciones descritas anteriormente
mencionadas se obtiene un conjunto de componentes adaptados al circuito impreso
pudiéndose realizar su inserción sin ninguna dificultad.
Para todos ellos se respetara una
separación mínima de 5 mm en el circuito impreso, en caso contrarío resultaría
dañado éste mismo, respecto tonel resto de los componentes se debe fijar una
separación mínima de 10 mm, en el caso de las resistencias de alta potencia con
un cuerpo relativamente grande y que a su vez presentan sus dos salidas por el
mismo extremo del cuerpo, utiliza soportes especiales que aseguran su fijación
mecánica e impidan cualquier movimiento que pueda llegar a romper los
terminales. Una vez cumpliéndose las operaciones descritas anteriormente
mencionadas se obtiene un conjunto de componentes adaptados al circuito impreso
pudiéndose realizar su inserción sin ninguna dificultad.
Montaje de
hilos y cables
El
hilo o alambre desnudo que se empleara para enlazar un circuito impreso los
puntos que lo requieran, se cortara con el alicate a la medida necesaria
efectuando un doblado en cada uno de los extremos de una manera análoga,
después se procede que las porciones obtenidas denominadas también puentes
quedan aptas para su montaje.
A
los cablecillos necesarios para la interconexión deberán de eliminarles un
trozo del material aislante que se le denomina pelado en una longitud de 4 o 5
mm de longitud aproximadamente. Para ello se utiliza un alicate o tenaza
adecuada siguiendo las siguientes recomendaciones:
El
alicate debe de estar perfectamente ajustado al diámetro del conductor, para
que únicamente se corte la cubierta.
No
deberá quedar dañado el conductor en ningún punto, para evitar riesgos
posteriores de roturas.
Se
evitara dejar restos de la cubierta en la zona pelada, con objeto de no tener
ningún problema en la posterior soldadura.
En
los cables coaxiales, una vez que se realizo el pelado de la cubierta extrema,
se separara en una malla trenzada agrupando todos los hilos de esta en un punto
y quedando al descubierto el conductor interno, protegido con su
correspondiente cubierta.
Sobre
este se realiza un segundo pelado procurando dejar una cierta longitud de
cubierta que garantiza el aislamiento del otro conductor.
Si
se trata de cables paralelos se separan primero estos a lo largo de la
distancia más apropiada para la posterior conexión y después se realizan las
operaciones descritas.
Tubos
aislantes
En
muchas ocasiones se necesita añadir a los cables, cablecillos y puntos de
conexión, una cubierta con el objetivo de cubrir la zona soldada y aislarla
eléctricamente de otros puntos próximos, evitando el riesgo de cortocircuito.
La
porción de tubo necesaria debe ser introducida en el cable previamente a la
soldadura, desplazándose después hasta cubrir esta, una vez que se haya
enfriado por completo.
Al
tubo aislante se le conoce con el nombre de macarrón, y se adquiere en el comercio
a la longitud que se desee. Existe un tubo especial que se denomina
termorretráctil, que tiene la propiedad de contraer su diámetro al aplicarle
calor, a pesar de su precio tiene la ventaja de que al aplicarle calor queda
completamente comprimido y adaptado a la forma de soldadura, obteniéndose una
total inmovilidad, imposible de conseguir con otros macarrones.
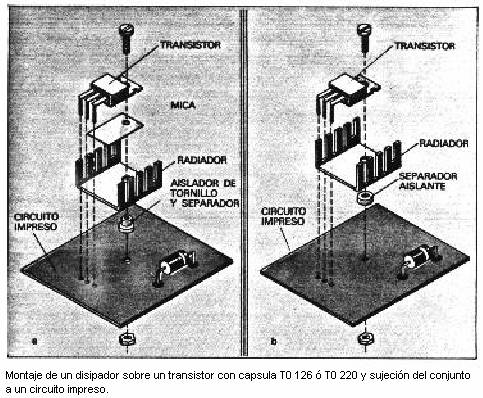
Montaje de
disipadores
 Existen algunos componentes y
fundamentalmente semiconductores de potencia a los que es necesario incorporar
un radiador o disipador de calor.
Existen algunos componentes y
fundamentalmente semiconductores de potencia a los que es necesario incorporar
un radiador o disipador de calor.
Este
se situará sobre el componente antes del montaje de este sobre el circuito
impreso, empleando para ello un tornillo de sujeción, en los casos que sean
posibles debe de procurarse que el conjunto componente-radiador quede sujeto
mecánicamente al circuito a través del mismo tornillo, conformando las
terminales de una forma adecuada y añadiendo un separador de la altura
suficiente para conseguir un aislamiento
de la placa.
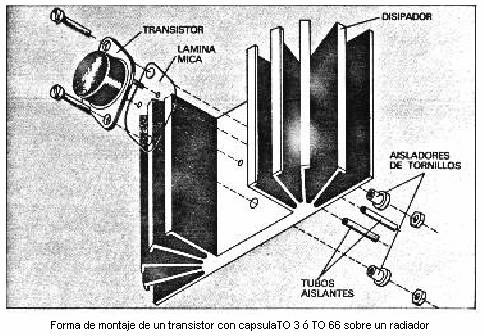
Conviene
señalar por ultimo unos determinados modelos de transistores o tiristores de
potencia que cuyo montaje se realiza directamente sobre un radiador lo
suficiente grande para que sea capaz de evacuar el calor producido.
Para
su instalación se emplea una lámina de mica que aísla el cuerpo del transistor
del radiador y unas arandelas y tubos aislantes con los que se consigue el
mismo efecto sobre los tornillos de fijación y los terminales de salida.
Normalmente estos componentes requieren un montaje separado del circuito
impreso y se sitúan en una zona del equipo.
La
interconexión se realiza a través de un mazo de cablecillos hasta los puntos de enlace que les
correspondan. Estos dispositivos deben estar perfectamente fijados a la caja
del aparato, evitando cualquier riesgo de rotura o cortocircuito.