LA
SOLDADURA TECNICA Y PRACTICA
¿ Es necesario soldar las terminales de los compones para que el conjunto funcione ?Hay dos vertientes distintas:
Esta claro que la funcion primordial de la soldadura se apoya en la necesidad de conexión entre terminales. Aparte tambien se puede utilizar , el retorcer entre si los cabos a conectar hasta sofisticados sistemas de interconexión a presion.
Comparado con otros metodos la soldadura tiene la ventaja de que apenas ocupa espacio fisico,incluso en el interior de circuitos integrados. La soldadura presenta dos ventajas claras : una gran resistencia mecanica y una baja resistencia electrica de la union formada.
LA SOLDADURA
El prceso de soldar consiste , por lo tanto en unir dos conductores del tipo y forma que sean mediante la adicion de un tercer material conductor en estado liquido por fusion a una temperatura determinada se forme un compuesto intermetalico tal que al enfriarse tenga una union rigida permanente.
PRECAUCIONES
Se requieren unas condiciones iniciales en las superficies de lo que se va a unir asi como en los utiles para soldar. Se debe tener en cuenta la limpieza ya que los oxidos grasa y cualquier tipo de suciedad impide que la soldadura sea de buena calidad . Ya que aunque se aplique la temperatura necesaria la superficie de los metales no la han alcanzado debido al efecto de aislamiento de la suciedad que lo recubren.
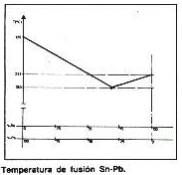
ALEACIÓN METALICA
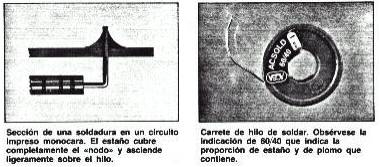
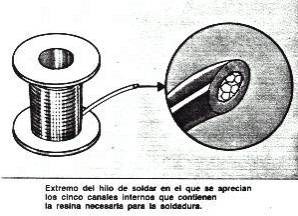
Esta compuesta por la union de dos metales estaño y plomo en una proporcion de 60% de sn y 40% de pb, encontrándose en forma de hilo arrollado por un carrete , a este hilo se le conoce como estaño. La soldadura debe de fundir alrededor a una temperatura de 190° aunque después debe tener una superior. Ademas debe contener en su interior una resina que efectua una ultima limpieza de las superficies en el mismo momento de la soldadura y protegerlas del aire .
EL SOLDADOR O CAUTIN
Es la herramienta que proporciona calor para alcanzar la temperatura correcta. Este debe ser de la calidad adecuada para poder garantizar soldaduras fiables. Es necesario preparar adecuadamente los elementos que vayan a ser soldados teniendo en cuenta que la soldadura es una conexión electrica que no garantiza una resistencia mecanica alta entre lo que se une.
CORTE DE TERMINALES
Existen dos metodos para las terminales de los componentes del momento que se hace el corte de los extremos sobrantes para la conexión , estos son: antes de la soldadura y después de la soldadura..
El primero tne la ventaja de que la soldadura cubrira todo el extremo del terminal mejorando la calidad de la soldadura , que evita cualquier manipulación al cortar el hilo sobrante, pero tiene dos inconvenientes de que es necesario presisar muy bien el punto de corte del terminal para que no quede ni corto ni largo, y sobre todo en un circuito impreso los componentes se caen con facilidad cuando no se disponga de una base de apoyo durante el montage.
El segundo permite una sijecion mas comoda de los componentes ya insertados pero requiere una herramienta para el corte , de mayor calidad. En cualquiera de los dos dos la altura de los extremos debe fijar entre 1 y 2 mm aprox.
HILOS Y CABLES
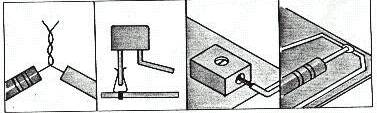
Para la soldadura de estos es necesario eliminar la zona cubierta de aislante ke rodea el extremo que se va a soldar. Para ello se pelara el extremo a una distancia de 4 o 5mm, procurando no dañar al conductor recomendando hacer un estañado previo a la soldadura de la zona pelada aplicando la punta del cautin y el hilo de soldar para no dañar el extremo de la cubierta del cable. Es conveniente dejar una zona sinestañar con una longitud de 2mm aprox. Desde el extremo de la cubierta.
CIRCUITO
IMPRESO
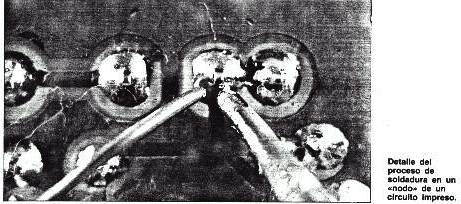
Cuando se suelda sobre circuito impreso, la operacion resulta mas delicada por la mayor fragilidad del material cuando se le somete a la temperatura de soldadura. Una mala ejecución puede producir defectos irreparables en la adherencia del cobre de las “pistas” del circuito ya montado. Por otra parte, si las “pistas” del circuito no son excesivamente finas, se comportan como disipadores del calor que reciben, lo cual alivia en parte el problema mencionado.
CALIDAD DE
LA SOLDADURA
La soldadura obtenida debe tener un aspecto limpio y brillante, procurando evitar la presencia de poros o grietas que pueden traer como consecuencia su rapida degradacion posterior. Si se observa algun tipo de cristalizacion o granulado, es como consecuencia de no haber aplicado el soldador durante el tiempo suficiente, o bien, por haber movido la zona soldada antes de que se enfriara suficientemente el estano, a este defecto, se le conoce con el nombre de soldadura fria.
Por el contrario, si se obtiene un color gris mate, es normalmente consecuencia de un sobrecalentamiento de la union, lo que tampoco es recomendable.
Si se emplean circuitos impresos del tipo “doble cara” con taladro metalizado, se debe de tener una precaucion especial de que el estano fluya por el tubo que forma el taladro hasta que alcance la otra cara del circuito. Si esto no sucede, puede ser como consecuencia de una insuficiente aportación de estano o, lo que es peor, de una rotura interna del metalizado.
Cualquier tipo de duda acerca de la existencia o no de conducción electrica entre las pistas a traves de los taladros, debe de resolver utilizando un (multimetro) en la fase inmediatamente posterior a la soldadura y no dejar para otros momentos posteriores del montaje las reparaciones que sea posible realizar.
En el caso de que en el circuito se precise montar terminales de “espadín” o del tipo de “torreta” que luego requieren una soldadura posterior de algun cablecillo u otro componente, es recomendable efectuar alguna forma de fijación mecanica, antes de su soldadura al circuito. Ya que por conducción termica , pueden llegar a calentarce lo suficiente las soldaduras iniciales como para fundirse, desprendiendose el terminal, o bien produciendose un defecto de soldadura fria.
DANOS POR
TEMPERATURA
 Cuando se sueldan componentes que
puedan danarse con alta temperatura puesta en juego por la soldadura, la cual
reciben a traves de la conducción termica de sus terminales, tales como:
transistores, circuitos integrados, diodos y algunos tipos de condensadores, es
recomendable utilizar un alicate de puntas finzas o unas pinzas, de forma que
sujeten el terminal que se esta soldando en la zona comprendida entre el
circuito impreso u otro punto de soldadura y el cuerpo del componente, proporcionado
asi un excelente radiador al ambiente del calor de la soldadura antes de que
este alcance las zonas mas proximas a los puntos sensibles, ademas de conseguir
la necesaria inmovilización del terminal.
Cuando se sueldan componentes que
puedan danarse con alta temperatura puesta en juego por la soldadura, la cual
reciben a traves de la conducción termica de sus terminales, tales como:
transistores, circuitos integrados, diodos y algunos tipos de condensadores, es
recomendable utilizar un alicate de puntas finzas o unas pinzas, de forma que
sujeten el terminal que se esta soldando en la zona comprendida entre el
circuito impreso u otro punto de soldadura y el cuerpo del componente, proporcionado
asi un excelente radiador al ambiente del calor de la soldadura antes de que
este alcance las zonas mas proximas a los puntos sensibles, ademas de conseguir
la necesaria inmovilización del terminal.
SUPERFICIES
GRANDES:
La soldadura para superficies grandes exige una preparación y una atención mucho mas cuidadosa, si cabe, que para las de tipo”puntual”.
El primer punto a tener en cuenta es la composición de la capa superficial, ya que esta debe de formar una aleación con el estano-plomo que se aporta en el proceso, con objeto de conseguir el compuesto intermetalico necesario para una union electrica permanente.
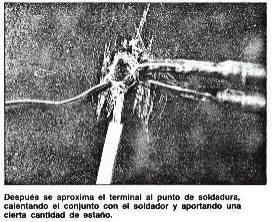
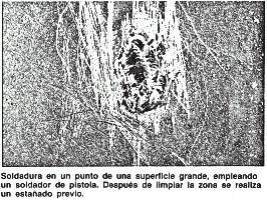
El proceso se realizara aplicando la punta de un soldador de alta potencia sobre la zona a soldar, ya que la fuerte disipación termica al ambiente de toda la superficie, hace muy difícil que se alcance la temperatura si se emplean potencias mas bajas. Al cabo de unos instantes, se aplica el hilo de soldar que debe de fundirse, fluir y quedar depositado en el punto de soldadura y el terminal hilo o cablecillo, previamente estanado, que se desea unir, mientras se mantiene caliente caliente la zona con el soldador. Una vez que se observa a simple vista que el estano a “mojado” perfecta’ a ambas partes, se separa el soldador, dejando enfriar la soldadura y evitando cualquier movimiento de la misma que la pueda deteriorar durante el tiempo de enfriamiento, que suele ser bastante mas largo que el de una soldadura”puntual”.
A la soldadura ya fria, se le debe de ejercer una pequena traccion con objeto de comprobar si existe la adherencia suficiente, dando el proceso por finalizado si el resultado es positivo.
TRATAMIENTO DE LAS TERMINALES
Antes de iniciar el montaje de los
circuitos impresos de cualquier equipo electrónico, es preciso que reciban una
preparación previa que facilite su inserción, así como su posterior soldadura.
Las operaciones se podrán realizar a
todo el conjunto de componentes, preparando cada uno individualmente.
Esta preparación se realizara para
adaptar los componentes en el espacio
físico que dispondrán sobre el circuito, empleándose para todo ello la
denominación de preformado.
Aunque todas estas operaciones parezcan secundarias, son muy
recomendables si se desea evitar riesgos de roturas de terminales , corto
circuitos accidentales, o daños por la temperatura ; obteniéndose un circuito
en el que no existirá problema de identificación de l valor de cada componente.
También dentro del concepto de preformado esta el corte de los terminales. Los
hilos y cables deberán ser cortados a la medida necesaria y pelados en los
extremos de conexión.
COMPONENTES DE DOS
TERMINALES
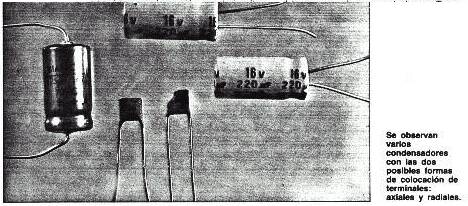
Los componentes que disponen de dos terminales se clasifican en
dos grupos:
-
Componentes
con terminales axiales.
-
Componentes
con terminales radiales.
Los primeros presentan los terminales de
salida sobre los extremos del cuerpo y
alineados con este.
El segundo grupo, los terminales de los
extremos del cuerpo son perpendiculares a este y paralelos entre si.
Su preformado depende de la distancia de
los taladros en los que se adaptara.
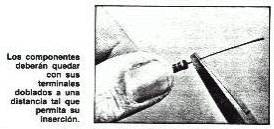
Para realizar el preformado es necesario
conocer a que distancia deben doblarse los terminales, ello requiere realizar
la medida de la distancia entre los taladros, no se requiere una precisión
alta. Los componentes con terminales
axiales se montaran paralelos al circuito impreso y generalmente apoyados en
el, deberá preocuparse que el valor sea visible para facilitar una rápida
identificación.
CONFORMADO DE
TERMINALES.
El doblado de los terminales pude ser
realizado a mano o con algunas herramientas. En el doblado a mano se tendrá
presente un conjunto de precauciones que eliminaran el riesgo de rotura del
terminal o del cuerpo:
-El doblado se realizara con un alicate
de puntas finas haciendo presión en el punto de doblado.
-No se ejercerá fuerza sobre la zona de
la unión del cuerpo con el terminal.
- El doblado no debe quedar con un
exagerado Angulo recto, sino una pequeña curvatura.
-Se procurara realizar el preformado,
dejando una pequeña porción de terminal entre el cuerpo y el punto de doblado.
-Se obtendrá una cierta estética de
montaje si el preformado se realiza en forma simétrica con respecto al cuerpo.
Existe una herramienta especial para
preformar, denominada conformador de componentes, su forma de trabajo, evita
los riesgos mencionados anteriormente. Hace ahorrar una considerable cantidad
de tiempo.
Los componentes con terminales radiales
se pueden montar directamente y generalmente sus terminales ya cortados ala
longitud adecuada, sin embargo a veces
es preciso realizar un conformado , cuando la distancia entre sus
salidas no coincide con los taladros , para ello y una vez conocida esta
separación , se efectúa manualmente sobre cada terminal un primer doblado. En
este momento ya puede ser fijada la distancia necesaria, realizándose un
segundo y definitivo doblado.
Existe también una herramienta, que
realiza todas las operaciones citadas
con una sola manipulación. Los componentes con un mayor número de
terminales también requieren un conformado aun en este caso, puesto que estos
llegan al usuario doblados y deformados impidiendo el montaje inmediato. Para
esto se usa el alicate de puntas finas, con el que se sujetara el terminal por
un punto, lo mas alejado posible de la
unión con el cuerpo del componente, realizando con la mano u otro alicate todas
las operaciones de enderezado del hilo.

ESTAÑADO PREVIO
En ocasiones
y siempre que se tenga duda sobre la buena soldabilidad de los terminales, será
necesario realizarles un estañado previo al montaje, para lo que se deben
sumergir un crisol o cazoleta con aleación fundida de estaño-plomo. Si no se
dispone de este accesorio, podrá realizarse el estañado directamente con la punta del soldador, distribuyendo
uniformemente hilo soldar de soldar sobre el terminal , procurando evitar la
aparición de zonas en que el deposito de estaño sea alto y presenten un espesor
que impidan la inserción en el circuito. El terminal se deberá sujetar durante
toda la operación con un alicate situado entre la zona a estañar y el cuerpo
del componente, el alicate se comportara como radiador térmico, evitando
sobrecalentamiento.
COMPONENTES DE MAYOR
POTENCIA
Antes
del montaje se separan aquellos componentes que vallan a producir una cierta
radiación de calor por estar sometidos a condiciones de trabajo que les obligan
a disparar a una determinada potencia el montaje de todos ellos se realizara al
final, el caso mas común se obtendrá con las resistencias de una potencia
superior a los .5 vatios y con algunos transistores de media y alta potencia
para todos ellos se respetara una separación mínima del circuito impreso de 5
mm., respecto al resto de los componentes se procurara fijar una separación
mínima de 10 mm.
+
MONTAJE
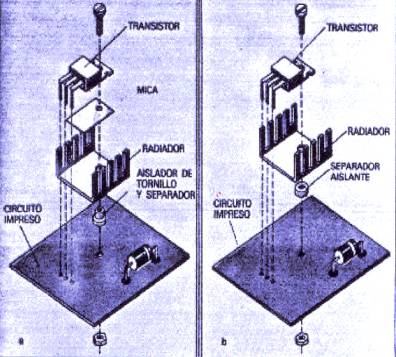
DE UN DISPARADOR SOBRE UN TRANSISTOR CON CAPSULA TO 126 , TO 220 Y SIJECCION A UN CIRCUITO IMPRESO.
0
MONTAJE
DE UN TRANSISTOR SOBRE UN RADIADOR MONTAJE DE UN TRANSISTOR SOBRE UN RADIADOR
MONTAJES
DE HILOS Y CLABLES
El hilo
alambre desnudo que se va a emplear para enlazar sobre un circuito impreso los
puntos que lo requieran, se cortaran con alicate de corte a la medida necesaria,
efectuando un doblado en cada extremo de una manera analógica a la realizada
con los terminales de componentes. Las porciones de alambre así obtenidas y
denominadas puentes quedaran aptas para su montaje, pudiendo producirse a
realizar este sin ninguna dificultad. Los clavelcillos necesarios para la
interconexión entre circuitos impresos o entre estos con los componentes así
situados fuera de los mismos, deben ser cortados a longitud precisa,
eliminándose después un trozo de la cubierta aislante de los extremos operación
denominada pelado en una longitud 4 o5 mm. Para ello se utilizara un alicate o
tenaza de pelar adecuada teniendo en cuenta las siguientes recomendaciones:
·
El alicate
deberá estar perfectamente ajustado al diámetro del conductor para que
únicamente se corte la cubierta, evitando cortar este de forma inadvertida.
·
No deberá
quedar dañado el conductor en ningún punto para evitar riesgos de roturas.
·
Se evitara
dejar restos de la cubierta en la zona pelada con objeto de no tener ningún
problema en la posterior soldadura.

DISPARADOR
MONTADO SOBRE UN TRANSISTOR DE MEDIA POTENCIA
TUBOS
AISLANTES
En
muchas ocasiones a los puntos de conexión de los cables y cabecillos una
porción de tubo o cubeta con objeto de cubrir la zona soldada y aislarla
eléctricamente de otros puntos próximos, evitando cualquier riesgo de corto
circuito.
La
porción de tubo necesaria, debe ser introducida en el cable previamente a la
soldadura desplazándose después hasta cubrir esto, una vez que se halla
enfriado por completo.
Este
tubo aislante, se conoce actualmente con el nombre de macarrón y se adquiere en
el comercio a la longitud que se desee. Existe un tipo especial de tubo
denominado termorretractil que tiene la propiedad de contraer su diámetro al
aplicarle calor.
MONTAJES
DE DISPARADORES
Existen
algunos componentes y fundamentalmente semiconductores de potencia a los que es
necesario incorporar un radiador o disparador de calor.
Este
radiador se situara sobre el componente antes del montaje de este sobre circuito
impreso, empleando para ello un tornillo de sujeción. En los caos en que sea
posible, deberé procurarse que el conjunto componente- radiador quede sujeto
mecánicamente al circuito a través del mismo tornillo conformando los
terminales de una forma adecuada y añadiendo un separador de la altura
suficiente para conseguir un aislamiento de la placa, debiendo estar realizado,
por lo tanto, en un material que no trasmita calor.
Combiene4
señalar por ultimo, unos determinados modelos de transistores y tiristores de
potencia, cuyo montaje se realiza directamente sobre un radiador lo
suficientemente grande para que sea capas de evacuar el calor producido.
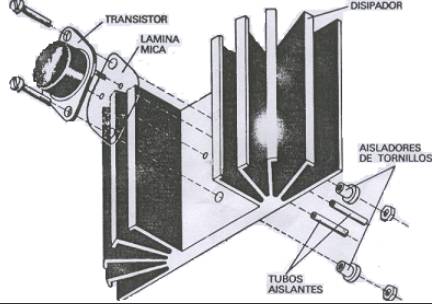
Para su
instalación se emplea una lámina de mica que aísla el cuerpo del transistor del
radiador y unas arandelas y tubos aislantes con los que se consigue el mismo
efecto sobre los tornillos de fijación y los terminale4s de salida. Normalmente
estos conjuntos formados por el radiador y el semiconductor requiere un montaje
separado del circuito impreso y se sitúa en una zona del equipo que disponga el
máximo de ventilación.
La
interconexión se realiza a través de un mazo de cablecillos asta los puntos de
enlace que les correspondan, para evitar riesgo de rotura o corto circuito.
DISPARADOR DE MATOR TAMAÑO EMPLEADO PARA REFIGERAR UN TRANSISTOR