
La función primordial de la soldadura se apoya en la
necesidad de conexión entre terminales. Desde el retorcer entre si los cabos a
conectar hasta sofisticados sistemas de interconexión a presión.
Cualquier otro sistema (resortes, tornillos, etc.) ocupa
un espacio considerable, habitualmente mayor que el del propio componente en
si.
La soldadura tiene la innegable ventaja de que apenas
ocupa espacio físico incluso en el interior de circuitos integrados.
La soldadura presenta dos ventajas claras frente a
los demás sistemas: una gran resistencia mecánica y una muy baja resistencia
eléctrica de la unión formada. Ambos se consiguen gracias a la naturaleza del
proceso.
La soldadura.
El proceso de soldar consiste en unir dos conductores
del tipo y forma que sean de forma que mediante la adición de un tercer
material conductor, en estado liquido por fusión a una temperatura determinada,
se forme un compuesto ínter metálico entre los conductores tal que al enfriarse
y alcanzar la temperatura ambiente, se obtenga una unión rígida permanente.
Precauciones.
Siempre que se debe obtener un resultado final
satisfactorio y de buena calidad se debe tener en cuenta y vigilar
constantemente el estado de limpieza de los conductores, ya que la presencia de
óxidos, grasas y otros tipos de suciedad, impide que la soldadura sea de la
calidad necesaria.
Esto se debe a que, a pesar de haber aplicado la
temperatura necesaria, las superficies de los metales que deben ser unidos no
la han alcanzado, debido al efecto de aislamiento térmico de los óxidos o de la
suciedad que los recubren y por lo tanto no se ha formado, o lo ha hecho de
forma parcial, un compuesto ínter metálico adecuado.

Aleación Metálica.
Esta aleación esta compuesta por dos metales, estaño
y plomo en una porción de 60 por 100 de estaño y 40 por 100 de plomo,
encontrándose en el mercado en forma de hilo con un diámetro variable según
tipos y marcas, arrollado sobre un carrete. Se le conoce como estaño.
La aleación se funde a una temperatura de 190 grados,
aunque después será utilizada a una temperatura superior.
El hilo de soldar también debe contener una resina
que facilita la operación de soldar ya que debe efectuar una última limpieza de
las superficies y protegerlas del aire, ya que si no la alta temperatura puesta
en juego aceleraría la oxidación de las zonas a unir y se llegaría a impedir la
soldadura.
El
soldador o cautín
La herramienta que proporciona el calor para alcanzar la temperatura necesaria
es el soldador eléctrico o cautín, el cual deberá se de la calidad adecuada
para garantizar soldaduras fiables.
Antes de realizar las soldaduras o soldadura, es necesario preparar
adecuadamente los componentes como los hilos y demás elementos que serán
soldados, debiendo colocarse en las posiciones que ocupen en el montaje,
realizando una ejecución mecánica adecuada o mediante la simple inserción del
circuito impreso, siempre teniendo en cuenta que la soldadura es una conexión
eléctrica que no garantiza una resistencia mecánica alta entre los puntos o
superficies que se unen.
![]()
 .
.
Corte
de terminales
Existen dos métodos para realizar la
soldadura de las terminales, definidas en función del momento en que se realiza
el corte del extremo sobrante para la correspondiente conexión. Estos métodos
son: antes de la soldadura y después de la soldadura.
El primero tiene la ventaja de que
la aleación fundida cubrirá todo el extremo de la terminal, lo que evitará
cualquier manipulación posterior destinada a cortar el hilo sobrante. Sin
embargo tiene un inconveniente ya que es necesario precisar perfectamente el
punto de corte de terminal para que no quede muy largo o muy corto.
El segundo método permite una
sujeción más cómoda de los componentes ya insertados en sus respectivas
posiciones, pero requiere de una herramienta para el corte, de mayor calidad
con el objeto de evitar cualquier tipo de tracción sobre la soldadura ya
realizada.
De cualquier manera, en cualquier de
los métodos se debe fijar la altura de los extremos de las terminales entre un
y dos milímetros aproximadamente.
Hilos
y Cables
Para la soldadura de hilos o cables
aislados es necesario eliminar previamente la zona de cubierta aislante que
rodea el extremo que se va a soldar.
Debe “pelarse” cuatro o cinco
milímetros el extremo, siempre procurando no dañar el conductor, siendo
recomendable realizar un estañado previo a la soldadura de la zona pelada,
aplicando a punta del soldador y el hilo de soldar durante el tiempo necesario
para no dañar el extremo de la cubierta del cable. Es conveniente dejar una
zona sin estañar con una distancia aproximada de dos milímetros desde el
extremo de la cubierta.
Procedimiento
Una vez
previstos los preparativos se procede a realizar la soldadura. Se recomienda
comenzar por soldar los puntos no situados en el circuito impreso, tales como terminales
de interconexión, de potenciómetros, conectores u otros.
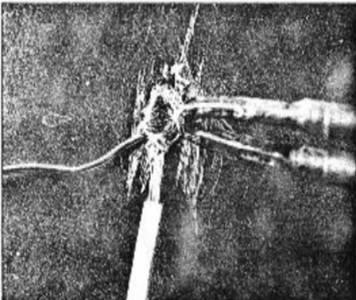
Para
realizar la soldadura se aplicará calor con la punta del cautín o soldador a
las dos superficies en contacto y a continuación se aproximará el hilo de
soldar hasta entrar en contacto con la zona caliente; el estaño se fundirá y
fluirá por toda la zona gracias a la resina incorporada a la aleación. Después
se deja enfriar, procurando no mover la zona soldada hasta que alcance la
temperatura ambiental.
Si
se requiere rectificar algo, deberá ser antes de soldar o después de que la
soldadura haya enfriado.

CIRCUITO IMPRESO
Cuando se suelda sobre un circuito impreso, la operación resulta mas delicada por la mayor fragilidad del material cuando se
le somete a la temperatura de soldadura. Una mala ejecución puede producir
defectos irreparables en la adherencia del cobre de las pistas del circuito ya
montado. Si las pistas del circuito no son excesivamente finas se comportaran
como disparadores del calor que reciben.
CALIDAD DE SOLDADURA
La soldadura obtenida debe tener un aspecto limpio y brillante,
procurando evitar la presencia de poros y grietas que pueden traer como
consecuencia su rapida degradación posterior. Si se
observa algun tipo de cristalizacion
o granulado, es como consecuencia de no haber aplicado el soldador durante el
tiempo suficiente o bien por haber movido la zona soldada antes de que se
enfriara suficientemente el estaño, a este defecto se le conoce con el nombre
de soldadura fria.
Si se obtiene un color gris mate, es normalmente consecuencia de un
sobrecalentamiento de la union, lo que tampoco es
recomendable.
Si deseas obtener un mejor
resultado, efectuar un repaso de estas soldaduras con la punta del soldador
añadiendo una pequeña cantidad de estaño

DAÑOS POR TEMPERATURA
Cuando se sueldan
componentes que puedan dañarse con la alta temperatura puesta en juego por la
soldadura, la cual reciben a travez de la conducción termica de sus terminales tales como transistores,
circuitos integrados, diodos, y algunos tipos de condensadores es recomendable
utilizar un alicate de puntas finas o unas pinzas de forma que sujeten el
terminal que se esta soldando en una zona comprendida entre el circuito impreso
u otro punto de soldadura y el cuerpo del componente.
SUPERFICIES GRANDES
La soldadura sobre superficies grandes exige una preparación y una
atención mucho mas cuidadosas, si cabe que para las de
tipo puntual.
El primer punto es la
composición de la
capa superficial ya que esta debe formar una aleación con el estaño-plomo que
se aporta en el proceso, con objeto de conseguir el compuesto necesario para
una union electrica
permanente.
Habitualmente , se utiliza
la chapa de hierro para la construcción de cajas y chasis metalico,
sometida después a un tratamiento de su
superficie, químico o electolitico, en el que se
deposita una capa de cierto espesor de un compuesto que la protege de la
oxidación , permitiendo, ademas a obtención de buenas
soldaduras si se efectua una limpieza previa de
grasas y otras materias organicas
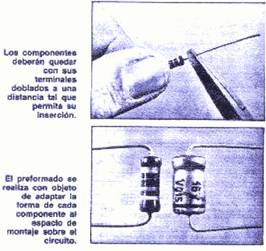
TRATAMIENTO DE LOS COMPONENTES
Los componentes, antes de que sean montados a los circuitos
impresos es necesario que tengan una verificación previa para hacer mas
sencilla su soldadura
y su inserción a los taladros.
Esto se hace para facilitar su inserción al circuito,
a esto se le llama preformado, y aunque parescan muy
precautorias para algunos, son utiles para prevenir
los cortocircuitos accidentales o rotura de terminales, que consecuentemente
facilitan las reparaciones posteriores. También el preformado incluye los
cortes de las terminales antes de la soldadura.
COMPONENTES DE DOS TERMINALES
Son componentes que constan simplemente de dos
terminales y están clasificadas en dos grupos:
*Componentes con terminales axiales.-esto tienen
situadas las terminales de salida sobre los extremos del cuerpo y alineados con
el mismo, que forman una línea imaginaria que pasa por el centro del
componente, por consecuencia necesita un preformado.
*componentes con terminales radiales.-las terminales
son perpendiculares al cuepo y paraleos
entre si, por tal razón, su preformado no es tan necesario como en los axiales.
CONFORMADO DE TERMINALES
Puede ser realizado a mano o por herramientas
especiales, si se va a proceder a mano, se recomiendan una serie de
precauciones para eliminar el exceso de rotura de terminales. Si se va a proceder
con herramientas, la herramienta se llama comformador
de componenetes

ESTAÑADO PREVIO
Siempre que se tenga duda sobre la buena soldabilidad de los terminales por presentar estos un
aspecto sucio u oxidado será necesario realizarles un estañado previo al
montaje, par lo que debe sumergirlos en crisol o cazoleta con aleación fundida
de estaño-plomo.
El terminal se deberá sujetar durante toda la
operación con un alicate sujetado en la zona a estañar.
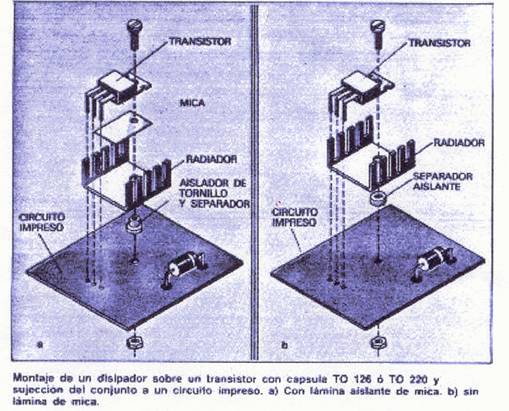
COMPONENTES DE MAYOR POTENCIA
Antes se separan aquellos componentes que puedan producir durante el funcionamiento una cierta radiación de calor por estar sometidos a unas condiciones de trabajo que les obligan a disipar una determinada potencia. El montaje de ellos se relizara al final de forma que pueda tomarse un minimo de precauciones para impedir que su temperatura pueda dañar a otros componentes cercanos.
MONTAJE DE
HILOS Y CABLES
El hilo o alambre desnudo que se va a emplear para enlazar
sobre el circuito impreso se cortara con el alicate de corte a la medida
necesaria, efectuando un doblado en cada extremo de una manera analoga a la realizada con los terminales de componentes.
Los cabecillos necesarios deben ser cortados a la longitud precisa.
TUBOS
AISLANTES.
En muchas ocaciones se
necesita añadir a los puntos de conexión de los cables una porcion
de tubo o cubierta con objeto de cubrir la zona soldada y aislarla
eléctricamente.
La porcion de tubo
necesaria debe ser introducida en el cable previamente a la soldadura desplazandose después hasta cubrir esta.
Este tubo aislante se conoce habitualmente con el
nombre de macarrón y se adquiere en el comercio a la longitud que se desee.