SOLDADURA DE TABLILLA
El proceso de soldar consiste en unir dos conductores del mismo tipo y formar que sean (terminales de componentes entre si a un circuito impreso, hilos y cables, chasis, metálicos, etc.)De forma que median te la adición de un tercer material conductor en estado liquido por fusión a una temperatura determinada, se forme un compuesto intermetali8ca, entre los conductores tal que al entrarse y alcanzar la temperatura ambiente, se obtenga una unión rígida permanente.
PRECAUCIONES La realización de una soldadura requiere unas condiciones iniciales en la superficie de los conductores que se van a unir, así como en los útiles para soldara, que hay que considerar siempre que se desee obtener un resultado final satisfactorio y buena calidad. Se debe de tener en cuenta y vigilar constantemente el estado de limpieza de los contutores que pretende soldar y a que la presencia de oxido, grasas y cualquier otro tipo de suciedad, impide que la soldadura realizada sea de la calidad necesaria de forma que pueda mantener sin ninguna degradación con el tiempo. Esto se debe a que a pesar de haber aplicado la temperatura enceraría para las superficies de los metales que deben ser unidos no la han alcanzado, debido al efecto de aislamiento térmico de los óxidos o de la suciedad que lo recubren y por lo tanto no se ha formado, o lo ha hecho de forma parcial, un compuesto ínter metálico adecuado. ALEACIÓN METÁLICA La aleación metálica empleada en el proceso es, lógicamente, n elemento de gran importancia. Esta aleación esta compuesto por la unión de los metales, estaño y plomo en una proporción de 60 por 100 de estaño y 40 por 100de plomo, encontrándose en el mercado en forma de hilo con un diámetro variable según el tipo y marca, arrollado sobre un carrete, de tamaño dependiente de la longitud total de hilo que contenga. A este hilo de soldar se le conoce habitualmente con el nombre de estaño. La aleación funde a una temperatura de alrededor de 190 grados, a un que después será utilizada a una temperatura superior. El hilo de soldar debe contener, además en un interior. Una resina que facilita mucho la operación de soldar ya que su misión es la de efectuar una ultima limpiaba de las superficies en el mismo momento de la soldadura y protegerla del aire. Ya que sino la alta temperatura puesta en juego aceleraría la oxidación de las zonas a unir y se llegaría a impedir la soldadura. EL SOLDADOR O CAUTÍN La herramienta que proporciona el calor para alcanzar la temperatura necesaria. Es el soldador eléctrico. El cual debe de ser de la calidad adecuada para poder garantizar soldadura fiable. Esta herramienta se describe ampliamente en otra parte de esta obra. Antes de realizar la soldadura o soldaduras, es necesario preparar adecuadamente los componentes, y los hilos u otros elementos que vayan a ser soldados, debiendo colocarse en las posesiones que ocupen en el montaje, realizando una sujeción mecánica adecuada o mediante simple inserción en el circuito impreso, siempre teniendo en cuenta que la soldadura es una conexión eléctrica que no garantiza una resistencia mecánica alta entre los puntos o superficies que se unen. CORTE DE TERMINALES Existen dos métodos para realizar la soldadura de las terminales de los componentes, definidos en función del momento en que se realiza el corte del extremo sobrante para la correspondencia conexión, estos son: antes de la soldadura y después de la misma. El primero, tiene la ventaja de que la aleación fundida cubrirá todo el extremo de terminal mejorando la calidad de la soldadura. Con l o que se evitara, además, cualquier manipulación posterior destinada a cortar el hilo sobrante, en la que se puede ejercer alguna fuerza de tracción accidentalmente, y dañar la soldadura. Sin embargo, tiene los inconvenientes de que es necesario precisar muy bien el punto de corte de terminales para que no quede ni excesivamente corto ni largo y que además y sobre todo en el caso de un circuito impreso. Los componentes se caen con facilidad siempre que no se disponga de una base de apoyo de los cuerpos de los mismos durante el montaje. El segundo método permite una sujeción más de los componentes ya insertados en sus respectivas posiciones, pero requiere una herramienta para el corte, de mayor calidad con objeto de evitar cualquier tipo de tracción sobre la soldadura ya realizada. En cualquiera de los métodos, la altura de los extremos de las terminales de los componentes sobre la cara de la soldadura del circuito impreso o de cualquier otro punto de la soldadura se debe fijar entre 1y 2 milímetros aproximadamente. HILOS Y CABLES Para la soldadura de hilos o cables aislados es necesario eliminar previamente la zona cubierta aislante que rodea el extremo que se va a soldar .Para ello se pelara el extremo en una longitud aproximada de 4ª 5 milímetros, procurando no dañar al conductor, siendo recomendable realizar un estañado, previo a la soldadura, de la zona pelada aplicando la punta del soldador y el hilo de soldar durante el tiempo imprescindible para no dañar el extremo de la cubierta del cable. Es conveniente dejar una zona sin estañar con una longitud aproximada de 2 milímetros desde el extremo de la cubierta. PROCEDIMIENTO Una vez realizados todos los preparativos, se procede a realizar la soldadura en si para lo que se recomienda que, con objeto de conseguir la suficiente habilidad , se comience por relazar las soldaduras en los puntos no situados en un circuito impreso, tales como terminales de interconexión, de potenciómetros, conectores, etc. Para realizar la soldadura, se aplica calor con la punta del soldador a las dos superficies en contacto y a continuación se aproximara el hilo de soldar hasta entrar en contacto con la zona ya caliente, el estaño se fundirá y fluirá por toda la zona gracias a la resina incorporada a la aleación. La aportación de estaño será la suficiente para cubrir toda la zona a soldar, dejando entre ver las formas de los conductores soldados lo cual señala de buen mojadote la superficie. A continuación se deja enfriar, procurando no mover en absoluto la zona soldada hasta que se alcanza la temperatura ambiente. Si se requiere rectificar la posición de alguno de los conductores, debe hacerse previamente a la soldadura o cuando esta ya completamente fría. CIRCUITO IMPRESO Cuando se salda sobre circuito impreso, la opción resulta mas delicada por la mayor fragilidad del material cuando se le somete ha la temperatura de soldadura. Una mala ejecución puede producir defectos irreparables en la adherencia del cobre de las pistas del circuito sobre el material base como consecuencia en el comportamiento del circuito ya montado. Por otra parte, si las pistas del circuito son excesivamente finas, se comportan como disipados del calor que reciben. Lo cual Libia en parte el problema ya mencionado. El soldador debe de utilizarse durante el tiempo imprescindible, preferiblemente sobre el terminal a soldar y que sea este el que por conducción caliente el nodo o punto de soldadura en el ciclito impreso; después que aplica el hilo de soldar dejando que fluya la cantidad suficiente de estaño para recubrir el terminal y el nodo pero dejando0 entrever la forma de estos. Si el taladro del circuito en que suelda esta metalizado, el estaño debe de fluir por el tubo que rodea el terminal asomar ligeramente por la cara de componentes. En el caso de que este soldando el extremo de un chalecillo, previamente estañado se debe procurar dejar una zona descubierta d conductor sin estañar entre la soldadura y la cubierta del cable, con objeto de evitar la consiguiente perdida de flexibilidad que supondría lo que produciría una zona muy propicia a la ruptura ante cualquier manipulación o movimiento de dicho chalecillo. CALIDAD DE LA SOLDADURA La soldadura obtenida debe tener un aspecto limpio y brillante procurando evitar la presencia de poros y grietas que pueden traer como consecuencia su rápida degradación posterior si se observa algún tipo de cristalización o granulado esto es con consecuencia de no haber aplicado el soldador durante el tiempo suficiente o bien por haber movido la zona soldada antes de que se enfriara suficientemente el estaño a este defecto se la conoce con el nombre de soldadura fría. Por lo contrario si se obtiene un color gris mate, es normalmente consecuencia de un sobrecalentamiento de la unión, lo que tampoco es recomendable. En cualquiera de los casos anteriores es necesario si se desea obtener un resultado satisfactorio, efectuar de estas soldaduras en la punta del soldador añadiendo en ocasiones una pequeña cantidad de estaño para que la resina contenida en el mismo contribuya a la fluidez de la soldadura con ello se obtiene la seguridad de no haber dejado posibles puntos débiles que dudan ocasionar averías en el funcionamiento anterior del equipo. Si se emplean círculos impresos del tipo de doble cara con taladro metalizado se debe de tener una precaución especial de que el estaño fluya por el tubo que forma el taladro hasta alcance la cara del circuito tal como se menciona anterior mente, si esto no sucede puede ser como consecuencia de una insuficiente aportación de estaño o lo que es mas grave de una rotura interna del mentalización lo que obligara a reparar con el soldador el nodo añadiendo una cierta cantidad de aleación por la cara de el componente. Cualquier tipo de duda de existencia o no de conducción eléctrica entre las pistas a través de los taladros debe de resolverse utilizando un polímetro en la fase inmediatamente posterior ala soldadura y no dejar para otro momentos posteriores del montaje las posibles representaciones que sean posibles realizar en el caso de que en el circuito se precise montar terminales de espadín o del tipo de torreta luego que requieran una soldadura posterior de un chalecito o de otro componente es recomendable efectuar alguna forma de fijación mecánica antes de su soldadura o circuito tal como doblado del extremo o ligero remachado sobre el nodo de la cara soldadura, con objeto que no se mueva y aplicarle de nuevo el soldador para realizar la segunda soldadura ya que por conducción térmica duden llegar a calentarse lo suficiente las soldaduras iniciales como para fundirse desprendiéndose la terminal o bien produciéndose un defecto de soldadura fría. DAÑOS POR TEMPERATURA Cuando se saldan componentes que pueden dañarse con la temperatura puesta en juego por la soldadura la cual reciben atraes de la condición térmica de sus terminales tales como transistor, circuitos integrados, diodos y algunos tipos de condensadores es recomendable utilizar una alicate de puntas finas o unas pinzas de forma que sujeten el terminal que se esta soldando en la zona comprendida entre el circuito impreso o el otro punto de soldadura y el cuerpo del componente proporcionando así un excelente radiador al ambiente del calor de la soldadura antes de que este alcance las zonas mas próximas a los puntos sensibles, además de conseguir la necesaria inmovilización del terminal. SUPERFICIES GRANDES La soldadura sobre superficies grandes exige una preparación y una aleación mucho más cuidadosas, si cabe, que para las de tipo puntual. El primer punto a tener en cuenta es la composición de la capa superficial, ya que esta debe de formar una aleación con el estaño-plomo que se aporta en el proceso, con objeto de conseguir el compuesto ínter metálico necesario para la unión. Habitualmente se utiliza la chapa de hierro para construcción de cajas y chasis metálicos, sometida después a un tratamiento de su superficie, químico o electrolítico, en el que se deposita una capa de cierto espesor Noe un compuesto que loa protege de la oxidación, permitiendo, además la obtención de buenas soldaduras sise efectúa una limpieza previa de grasas otras materiales orgánicas. Si la chapa se encuentra pintada, será necesario raspar la capa de pintura hasta que el punto donde se va a soldar, este limpio y brillante. En cualquiera de los casos, se obtendrá una so0ldadura mas fiable si se consigue una cierta rugosidad de las zona, ya que así la resistencia mecánica a la tracción será mayor que si esta muy pulida. La limpieza previa de loa superficie es una condición indispensable para conseguir el objetivo deseado, pudiendo emplear para ello un buen disolvente tal como alcohol. El proceso se realiza aplicando la punta de un soldador de alta potencia sobre la zona SA soldar ya que la fuente disipación térmica al ambiente de toda la superficie hace muy difícil que se alcance la temperatura de soldadura si se emplea mas bajas. Al cabo de unos instantes se aplican el hilo de soldar que debe de fundirse, fluir y quedar depositado en el punto de soldadura y el terminal hilo o chalecillo previamente estañado, que se desea unir mientras se mantiene caliente la zona con el soldador. Una vez que se observa a simple visas que el estaño ha mojado perfectamente a ambas partes se separa el soldador dejando enfriar la soldadura y enviando cualquier movimiento de la misma que suele ser bastante mas largo que el de una soldadura puntual. A la soldadura ya fríanse le debe de ejercer una pequeña tracción con objetos de comprobar si existe la adherencia suficiente dando el proceso por finalizado si el resultado es antes de iniciar el montaje de los circuitos impresos de cualquier equipo electrónico, es preciso que los co0mponentes que van a ser montados reciban una preparación previa que facilite al máximo su inserción en los taladros correspondientes así como su posterior soldadura. Las operaciones necesarias podrán realizarse a to9dos el conjunto completo de componentes antes del montaje de cualquiera de ellos o durante el mismo, preparando cada uno individualmente y pasando acto seguido a su inserción en el circuito. Esta preparación previa se realiza con objetos de adaptar de la mejor manera posible la forma y dimensiones de cada componente al espacio físico de que se va a disponer sobre el circuito, empleando para ellos la denominación de preformado. Aunque todas estas operaciones puedan parecer secundarias, dependiendo del punto de vista de cada persona, son muy recomendables si se desean, evitar riesgos de roturadse terminales, cortocircuitos accidentales, daños por la temperatura que pueden alcanzar algunos elementos obteniendo un circuito terminando en el que no existiría ningún problema de la identificación del valor de cada componente, con lo que se facilitan al máximo las posibles reparaciones posteriores. También se incluye dentro del concepto de preformado el corte de los terminales si se opta por realizarse antes de la soldadura. Los hilos y cables deberán ser conexiones, operación también incluida en esta fase previa al montaje. COMPONENTES DE DOS TERMINALES Los componentes que únicamente disponen de dos terminales pueden ser clasificados en dos grupos, atendiendo a la forma empleada para la colocación de estos sobre el cuerpo durante el proceso de fabricación. Son los siguientes: -componentes con terminales axiales. -componente con terminales radiales. En el segundo grupo, los terminales de los extremos del cuerpo son perpendiculares a este y paralelos entre si. Se adaptaron, preformados al montaje sobre el círculo impreso si la distancia entre los taladros en que deban ser insertados coincide con la separación entre las terminales. En caso contrario necesario un preformado para su adaptación al circuito. Para realizar esta operación es necesario conocer previa mente a que distancia entre los taladros de montaje mediante un calibre o con una regla graduada en milímetros, ya que no se requiere una precisión allá. Los componentes con terminales axiales se montaran paralelos al circuito impreso y generalmente apoyados en el, en su preformado deberá preocuparse que la referencia o valor que aparezca en el cuerpo quede visible para facilitar una rápida identificación después de su inserción. CONFORMADOS DE TERMINALES El doblado a medida de las terminales puede ser realizado a mano o con algunas herramientas espaciales para este trabajo. En el doblado a mano se tendrá presente un conjunto de precauciones que eliminaran el riesgo de rotar del terminal del cuerpo del componente. A continuación se numeran las principales: -El doblado se realizara con un alicate de puntas finas haciendo presión en el punto doblado, lo que permite aislar el cuerpo de componentes las presiones que se apliquen sobre el terminal. -No ejecutara fuerza sobre la zona de unión del cuerpo con el terminal. Ya que se podría desprenderse este. -El doblado no deberá con un exagerado Angulo recto, sino que se preocupara formar una pequeña curvatura para que el alambre de cobre del terminal no se quiebre en ese punto. -Se preocupara realizar el preformado. Dejando como mínimo una pequeña porción de terminal entre el cuerpo y el punto de doblado, que evite la rotura de la unión cuerpo terminal. -Se obtendrá cierta estética de montaje si el preformado se realiza en forma simétrica con respecto al cuerpo. Existe una herramienta especial para preformar denominada conformador de componentes, en la que una vez ajustada la distancia entre las puntas de doblado realiza toda la operaron con una única manipulación, de tal manera su forma de trabajo, evita los riesgos mencionados anterior mente esta herramienta es muy útil sobre todo cuando existe un cierto numero de componentes que deben ser preformados a la misma distancia, ahorrando de esta manera, una considerable cantidad de tiempo. Los componentes con terminales de salida radiales se puede montar directamente y presentan generalmente sus termínale ya cortadas ala longitud adecuada, con la que se evita la necesidad de realizar cortes posteriores ala soldadura sin embargo en beses es preciso abalizar un conformado, cuando la distancia entre sus salidas no coinciden con la separación entre taladros del circuito impreso; para ele una vez conocida esta separación se efectúa manual mente sobre cada terminal un primer doblado, con la que ambos adaptaran una forma similar a los axiales. En este momento pude ser fijada la distancia necesaria. Realizándose un segundo definitivo doblado. Con el que ya se obtiene la forma final que en el circuito requiere deben ser tenidas en cuenta las recomendaciones mencionadas anterior mente para evitar daño en el componente. Existe también una herramienta, especial para esta disposición de terminales que realiza todas las operaciones citadas con una sola manipulación, presentando la misma ventaja de ahorro de tiempo. Los componentes con un mayor numero de conformado previo al montaje. A un en este caso. La necesidad aparéese como consecuencia de que este suele llegar al usuario doblados o deformados impidiendo el montaje mencionado y directo sobre el circuito entonces se procede volver a llevarlos a su posición original, utilizándose para ello el alicate de puntas finas con el que se sujetara el terminal con punta lo mas alejado posible de la unión del cuerpo del componente, realizando con la mano u otro alicate todas las operaciones de interesado del hilo hasta pueda ser instalado con dificultad en los taladros que le corresponden. ESTAÑADO PREVIO En ocasiones y siempre que se toga duda sobre la buena soldavilidad de los terminales por presentar estos un aspecto sucio u oxigenado, era necesario relazarle un estañado previo al montaje, para lo que se debe sumergir en un crisol o cazoleta con aleación fundida en estaño plomo. De los que existe el comercio. Adaptables o no al cuerpo del soldador. Sino se dispone de este accesorio podría realizarse el estañado directamente con la punta del soldador, apartando una pequeña cantidad de hilo de soldar que deberá distribuirse uniformemente en el terminal, procurando evitar la aparición de zonas en que el deposito de estaño sea alto y presente un espesor que impida la inserción del circuito impreso. El terminal se deberá sujetar durante toda la operación con un alicate situado entre la zona a estañar y el cuerpo del componente. Con la que se evitara un sobre calentamiento de este al comportarse al alicate como radiador térmico. COMPONENTE DE MAYOR POTENCIA Ante del montaje se separaran producir, durante el funcionamiento. Una cierta radiación de calor por estar sometido a unas condiciones de trabajo que les obliga disipar una determinada potencia. El montaje de todas ellas se realizara al final de formatee pueda tomarse una mínima de precauciones para impedir que su temperatura pueda dañar a otros componentes el mas común se tendrá con las resistencias de una potencia superior a 0.5 voltios. Y con algunos transistores de media y de alta potencia. Para todos ellos se respetara una separación mínima de circuito impreso de cinco mil metros ya que ENCASO contrario resultaría severamente dañado este respecto al resto de componentes se preocupara fijar una separación mínima de 10 Mm. en el caso de algunas resistencias de esta potencia con un cuerpo relativamente grande y que se presentan sus dos salidas por el mismo extremo del cuerpo se utilizaran unos soportes metálicos especiales que aseguren su fijación mecánica a impedir cualquier movimiento que pueda llegar a romper las terminales una vez efectuadas todas las operaciones descritas, se obtendrá un conjunto de componente adaptados perfectamente al circuito impreso, pudiéndose realizar su inserción en este sin ninguna dificultad con los hilos, se deberá también encuesta una serie de precauciones para su operación y instalación en los circuitos y equipos MONTAJES DE HILOS Y CABLES El hilo o alambre desnudo que se va ha emplear para enlazar sobre el circuito impreso las puntas que o requieran se cortara con el alicate con corte a la medida necesaria efectuando un doblado en cada extremo de una manera análoga a la realizada con los terminales con componentes. Las porciones de alambres a si obtenidas y denominadas puentes quedaran aptas para su montaje pudiendo procederse a relazar este sin mayor dificultad los chalecillos necesarios para interconexión entre circuitos impresos entre estos componentes situados fuera de los mismos. Deben ser cortados ala longitud precisa eliminándose después un trozo de la cubierta aislante de los extremos operación denominado pelado en una longitud de cuatro o cinco milímetros aproximadamente. Para ele se utilizara un alicate o tenaza de pelar adecuado teniendo en cuenta las siguientes recomendaciones. -El alicate deberá estar perfectamente al diámetro del conductor para que únicamente se corte la cubierta evitando cortar esta inadvertida. -No deberá dañado el conductor en ninguna punta para evitar riesgo de futura. -Se evita dejar restos de la cubierta de la zona pelada con objeto de un de no tener ningún problema en la posterior soldadura INTRODUCCIÓN
La soldadura es una operación esencial en la fabricación de los aparatos electrónicos, por lo que debemos poner especial atención.
Algunos componentes es posible unirlos por medio de remaches, tornillos, tuercas y hasta con un simple dobles, sin embargo esto causaría fallas en corto tiempo debido a efectos como la oxidación y por tal razón se utiliza la soldadura para unir los componentes electrónicos, ya que permite cubrir el punto de unión, evitando la formación de óxidos y la acumulación de sarro y polvo que en poco tiempo aislaría el dispositivo que se esta uniendo.
SEGURIDAD
A continuación se relacionan las medidas básicas al efectuar trabajos con soldadura.
• Utilizar lentes especiales para seguridad
• Evitar inhalar el humo de la soldadura, pues contiene plomo que va directo a los pulmones
• Colocar el cautín en el sujetador en un lugar que no obstaculice el acceso a los elementos de trabajo
• Usar el tamaño de punta del cautín adecuado a la tarea
• Asegurarse que la punta este firmemente sujeta
• Mantener limpia la punta del cautín usando una esponja húmeda
• No sacudir el cautín para quitar el excedente de soldadura de la punta
• No olvidar desconectar el cautín al terminar la jornada o la tarea de soldar
• No utilizar la punta del cautín como desarmador u otra actividad que no sea la propia
SOLDADURA Y SUS PROPIEDADES
La soldadura esta formada por estaño y plomo
Combinación Punto de fusión (liquido)
E50/P50 --------------------------------- 216° C
E60/P40 -------------------------------- 191° C
E63/P37 ------------------------------- 183 ° C
E = Estaño P = Plomo
PREPARACIÓN PARA SOLDAR
Es conveniente doblar las terminales de los componentes a soldar para que al dar vuelta a la tablilla, se sostengan y no exista el riesgo de fracturar la soldadura por algún movimiento, por ejemplo en los circuitos integrados es recomendable dos terminales opuestos en diagonal.
Para lograr una buena soldadura es necesario limpiar la superficie previamente.
La soldadura que se utiliza generalmente es 63/37, la cual tiene un núcleo de Flux que facilita la operación, y se debe limpiar el Flux con alcohol o acetona después de soldar, para evitar la acumulación de polvo usando un pañuelo absorbente.
EL CAUTÍN Y SUS FACTORES DE OPERACIÓN
El cautín esta formado por una resistencia calefactor, un bloque de almacenamiento, la punta y el control de temperatura. El principio de funcionamiento es similar al de una plancha. Al prenderlo, se fija el nivel de calor requerido circulando una corriente eléctrica que calienta la resistencia. Para lograr una soldada confiable debemos tener una buena transferencia de calor y los factores a considerar son los siguientes:
• Temperatura del cautín.- Deberá ser suficiente para que al calentar la superficie, se haga uniformemente, pero sin excederse porque se puede dañar la tablilla o componentes (750° F +- 25 ° F)
• Masa térmica.- Se refiere a la cantidad de metal del componente a soldar, si es grande se requiere una punta grande y/o mayor tiempo de calentamiento.
• Tamaño de la punta del cautín.- Se utiliza la adecuada de acuerdo a la masa térmica.
• Condiciones de la superficie.- Debe estar limpia la tablilla, componentes a soldar y punta del cautín.
• Unión térmica.- Esto es, la superficie donde hay transferencia de calor, lo cual mejora si se hace un puente de calor entre el componente y la pista de la tablilla.
• El tiempo.- Es un punto muy importante, ya que en una unión normal el tiempo aproximado para aplicar calor es de 2 segundos, y si se prolonga más puede dañar las pistas de la tablilla o el componente.
PROCEDIMIENTO DEL MANEJO DE LA TABLILLA
• Limpieza con aire comprimido sobre la tablilla que se desea soldar o desoldar y de ser necesario utilizar aguan enjabonada y brocha para quitar moho y mugre pegada en la tablilla.
• Se realiza una inspección visual para verificar que no se desprendieron componentes
• Se procede a soldar o desoldar en la tablilla
• Una vez soldado o desoldado se limpia la tablilla con solvente
PROCEDIMIENTO PARA SOLDAR CON CAUTÍN
1 Tener la temperatura adecuada para el cautín
2 Limpiar la punta del cautín con una esponja húmeda
3 Colocar la punta del cautín sobre la unión a soldar con una inclinación de 30 a 50 grados por un tiempo aproximado de 2 segundos antes de aplicar la soldadura
4 Aplicar la soldadura entre la punta del cautín y la unión a soldar en un tiempo no mayor a 2 segundos
5 Asegurarse que la soldadura esta cubriendo alrededor de la unión
6 Retirar la soldadura y no le haga aire ni le sople para que endurezca correctamente
7 Retirar el cautín
8 Limpiar el excedente de flux con acetona o alcohol
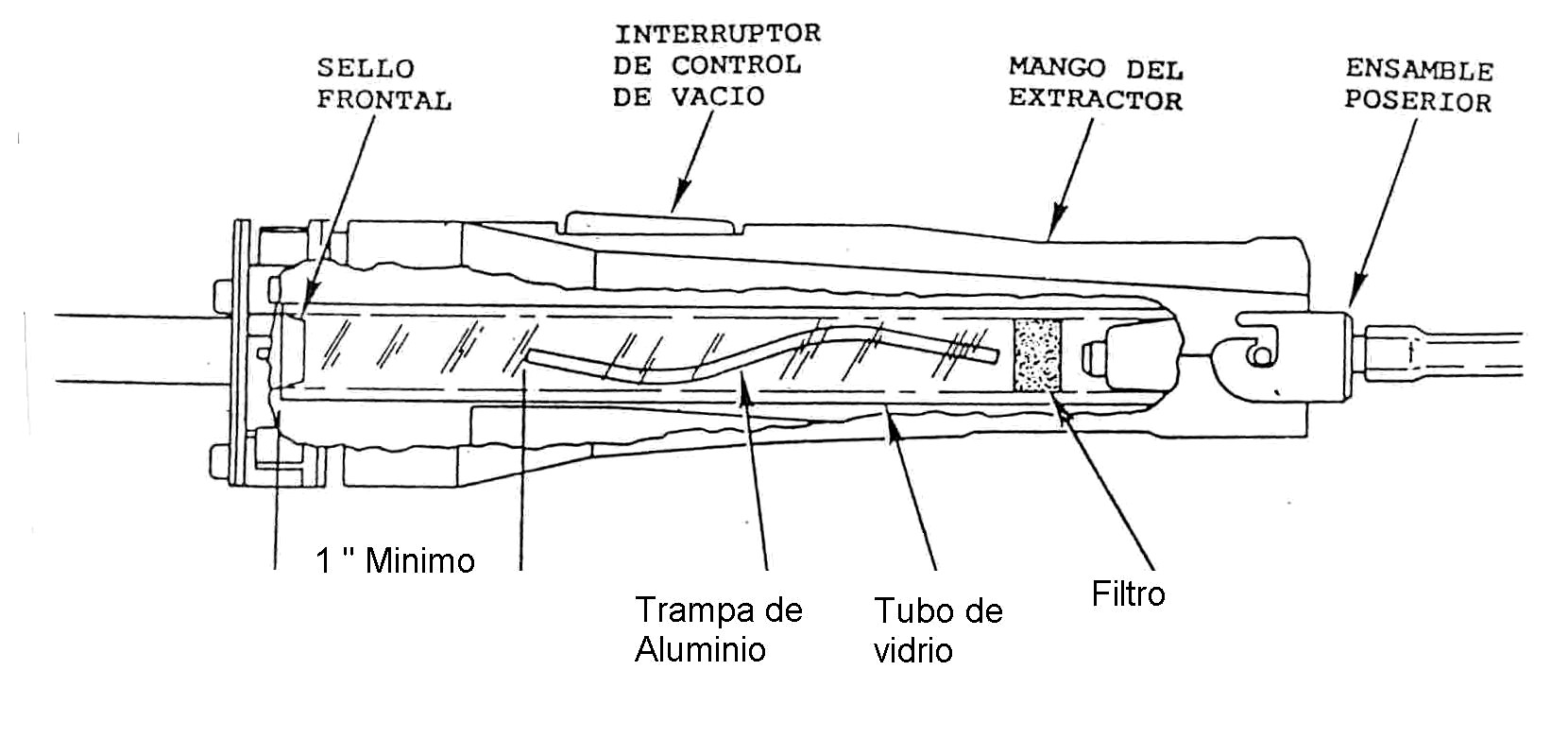
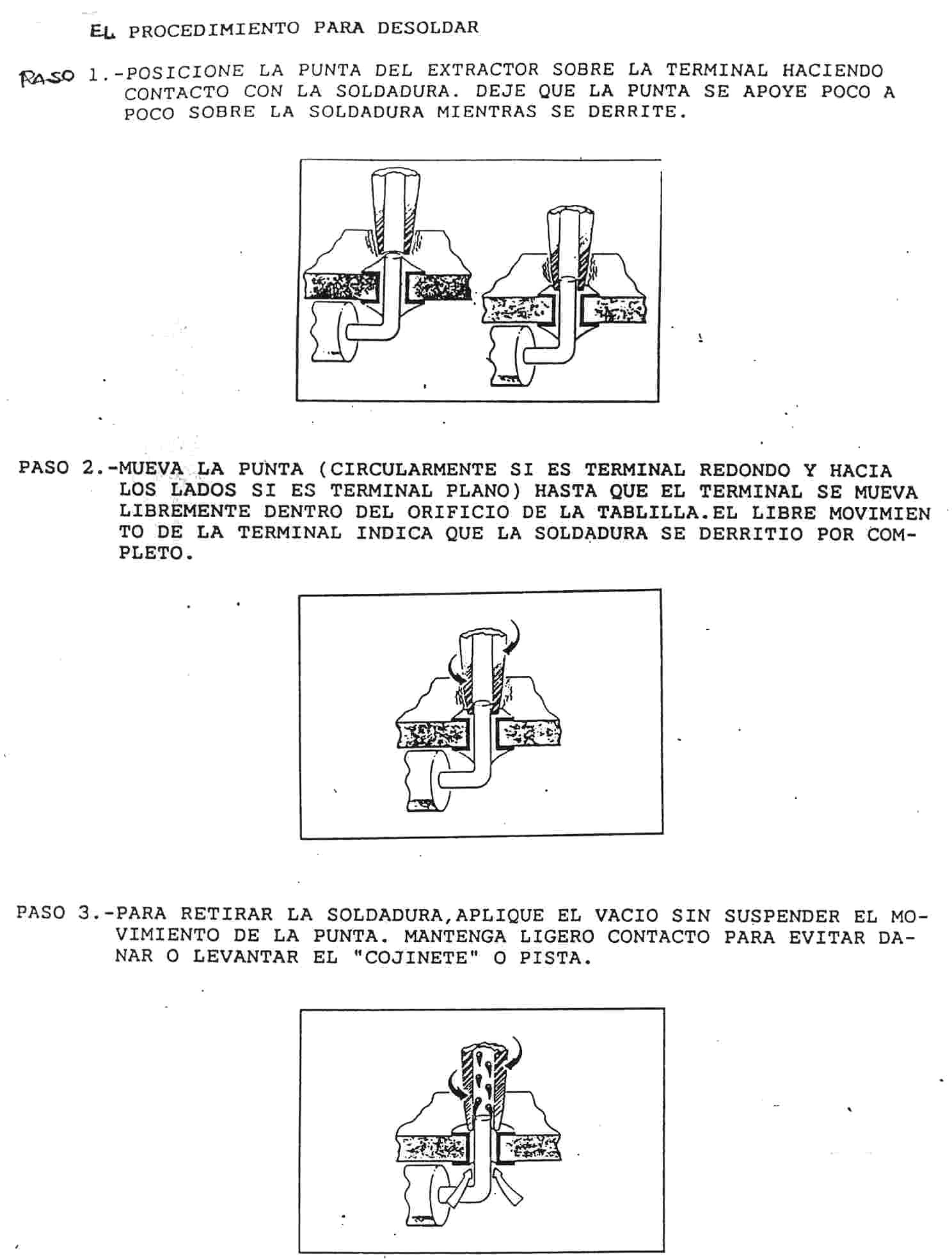
PROCEDIMIENTO PARA DESOLDAR CON EXTRACTOR O MALLA
1 Tener la temperatura del cautín adecuada
2 Posicionar la punta del extractor sobre el punto a desoldar o bien la malla desolder
3 Poner la punta del cautín apoyándose sobre la soldadura que se desea retirar y si es con malla, colóquela sobre la malla
4 Cuando la soldadura se nota liquida, aplique el gatillo del extractor las veces que sea necesario para absorber toda la soldadura; y si es con malla, la soldadura se ira pegando en la malla
• Soldadura fría causada por una pobre transferencia de calor
• Soldadura sobrecalentada. Generalmente se presenta cuando no hubo suficiente flux
• Falta de soldadura por no agregar en forma uniforme y suficiente
• Soldadura fracturada se presenta cuando se mueve el componente mientras la soldadura esta en estado liquida