Diferentes métodos de fabricación de Tablillas.
Inciso
A
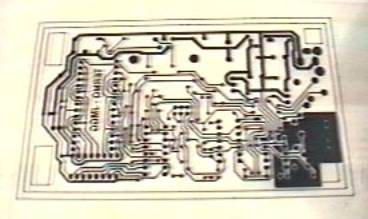
MANUAL, DIRECTO CON MARCADOR
Esta manera de producir tarjetas
de circuito impreso, es la mas económica que existe, ya que solo se necesita un
plumón de tinta indeleble, la baquelita donde se plasma el diseño y el agente
que se encarga de corroer la superficie de cobre no deseada. Este agente es el
conocido cloruro férrico.
La manera de producir estas
tarjetas se realiza mediante el dibujo manual de las pistas del circuito, razón
por la cual resulta muy difícil llegar a obtener trabajos de mediana
complejidad, además de carecer de calidad de impresión, esta forma de obtener
circuitos impresos se recomienda se utilice por aprendices o aficionados a la
electrónica, de esta forma se realizan pequeños proyectos a muy bajo costo.
Dibujo de pistas en acetato.
El fotolito es una
lámina de papel o acetato (transparencia) en el que está impreso el trazado de
pistas que queremos transportar a la placa de circuito impreso. Como
utilizaremos placa fotosensible positiva, la impresión en la placa será una
copia exacta del fotolito. La finalidad del fotolito es permitir que la luz
ultravioleta incida sobre las zonas que queremos eliminar pero no sobre las que
queremos conservar. Por tanto, lo ideal sería que fuera totalmente transparente
a los rayos ultravioleta en las zonas claras y totalmente opaco en las zonas
obscuras. Poder acercarnos a este comportamiento ideal depende en gran medida
de los materiales y técnicas utilizadas.
En cuanto a lo que hay
impreso en el fotolito, además del trazado que forma el circuito es conveniente
que haya algún texto, no sólo para poder identificar el fotolito o la placa,
sino para saber por qué cara estamos viendo el fotolito, ya que si lo ponemos
por la cara que no es, obtendremos una imagen especular de la original. Además,
debe haber algún tipo de marcas que permitan centrar bien la placa sobre el
fotolito en condiciones de poca luz, que es como habrá que hacerlo. Yo añado un
par de recuadros concéntricos separados unos milímetros que enmarcan el
trazado, de forma que pueda centrar la placa en ese marco.
El trazado sobre el
papel o sobre una transparencia debe ser una imagen especular de lo que
queremos que quede impreso en la placa, porque durante la insolación es la cara
impresa del fotolito la que quedará en contacto con la placa, para evitar que
la luz incida en zonas que no queremos por difusión a través de la
transparencia. Por eso el texto escrito en el fotolito está siempre invertido,
para que luego al transferirse a la placa quede correctamente.
Existen transparencias
específicas para cada método de impresión. Comentaré los tres tipos más
utilizados, para trazado a mano con estilógrafo (Rotring), para impresión láser
o fotocopia (son las mismas), y para impresión por inyección de tinta.
Las transparencias
para estilógrafo se encuentran en papelerías técnicas a unas 30 pesetas por
lámina de tamaño A4. Si se tiene práctica en el uso de los estilógrafos se
consiguen resultados muy buenos. Se puede combinar el trazado a tinta con
elementos transferibles, como pistas, pads etc. Este método es muy laborioso y
el fotolito conseguido es enormemente frágil, ya que la tinta y los adhesivos
se rayan con gran facilidad. Sin embargo el contraste conseguido es muy bueno,
porque tanto la tinta china como los adhesivos son de una opacidad casi
absoluta, y puede ser un buen sistema para circuitos muy simples.
El segundo método es
válido cuando se dispone del trazado en papel y se pretende convertirlo en
transparencia. El sistema es tan simple (o tan complejo) como fotocopiar el
trazado sobre transparencia especial para copiadora. Hay sin embargo varios
problemas relacionados con este método. En primer lugar la opacidad del trazado
no suele ser muy buena, sobre todo para grandes zonas obscuras, en las que
suele quedar una región interior con muy poco tonner (tinta de las fotocopiadoras
e impresoras láser). Otro problema es que si la copiadora no es de gran
calidad, suele aparecer un leve obscurecimiento de las zonas transparentes, lo
que reduce el contraste. Pero el problema mayor quizás sea la deformación que
introducen la mayoría de copiadoras debida a imperfecciones en el sistema
óptico. De todas formas es el único método válido si el trazado está en papel y
no se dispone de scanner. En caso contrario, lo mejor es escanearlo e
imprimirlo como se explica más adelante. Aún en el caso de que el scanner sea
tan malo que deforme el trazado (poco habitual incluso en los peores scanners
de sobremesa), siempre se puede retocar el tamaño y aumentar el contraste con
Photoshop o programas similares.
Para mí lo ideal es
disponer del trazado en soporte informático. Una precaución importante es
verificar que el tamaño al que se imprime es el correcto, ya que determinados
formatos como el GIF o el BMP no almacenan información de tamaño, así que habrá
que editarlos con Photoshop (o similar) y guardarlos en un formato que sí lo
haga. Yo utilizo y recomiendo el formato TIF por su enorme calidad y un tamaño
no demasiado grande (permite compresión LZW). Además es un estándar reconocido
por la mayoría de programas, con lo cual es exportable. De todas formas,
cualquier formato que conserve el tamaño original es válido. Si se puede editar
el fichero, es conveniente convertirlo a blanco y negro, para asegurarnos que
el fondo es totalmente blanco y no gris claro.
Una vez que tenemos el
fichero preparado, sólo tenemos que abrirlo con un programa que recupere su
tamaño original para imprimirlo. Yo utilizo Adobe Photoshop, pero el propio
Kodak Imaging que viene entre los accesorios de Windows 98 sirve también. Si se
utilizan otros programas habrá que verificar que impriman al tamaño correcto.
Por ejemplo, ACDSee no lo hace. Se puede imprimir con láser, pero los mejores
resultados se obtienen con inyección de tinta, configurando la impresora para
papel fotográfico y aumentando el nivel de tinta o la intensidad del negro al
máximo. La impresión en láser adolece de algunos de los fallos de las
fotocopiadoras en cuanto a contraste y saturación. En cada caso habrá que
utilizar transparencias adecuadas al tipo de impresora. Yo he conseguido los
mejores resultados con una impresora de inyección (en concreto una HP Desk Jet
930C) utilizando transparencias Epson, que salen a unas 100 pesetas por formato
A4 (2.000 pesetas una caja de 20). Éstas tienen un granulado finísimo y una
adherencia muy buena, pero se pueden usar otras marcas con resultados
parecidos. Las que menos me gustan son las Apli, pues su granulado es muy
grueso. Las transparencias para inyección de tinta tardan bastante en secar
completamente, (recomiendo dejarlas secar en un sitio limpio durante 24 horas),
así que es conveniente prepararlas antes de empezar a cortar la placa y demás,
para que a la hora de insolar estén secas. Una vez terminado, se recorta
dejando que sobre un poco de transparencia, para poder manejarlo sin tocar la
zona del trazado con los dedos. En la figura 6 se puede ver un fotolito
acabado.
|
|
|
Figura 6 |
A continuación vamos a
atacar la placa. Si es de simple cara, bastará con echarla en la cubeta de
atacador, con la cara de cobre hacia arriba y agitar la cubeta suavemente para
producir una especie de ola que poco a poco se va llevando el cobre de las
zonas que han quedado libres de barniz. Si la insolación y el revelado se
hicieron bien, el atacador tomará un color verdoso, el trazado del circuito
aparecerá de color dorado y el resto de la cara de cobre de un tono rosa oscuro
(figura 13). Cuando ha desaparecido todo el cobre de estas zonas, se lava la
placa en el barreño. La reacción entre el atacador y el cobre desprende gases
que en proporciones muy altas pueden ser peligrosos (en su mayor parte es
hidrógeno, muy inflamable, ya que la reacción de ácido clorhídrico con cobre
produce cloruro cúprico, que le da el color verde al atacador, e hidrógeno, que
se desprende en forma gaseosa). Con placas pequeñas la cantidad desprendida no
tiene importancia, pero el atacado de placas muy grandes se debe hacer en un
lugar aireado para evitar riesgos.
|
|
|
Figura 13 |
Si la placa es de
doble cara, este método puede hacer que el barniz de la cara que queda debajo se
raye, o que esa cara no sea atacada convenientemente. Para evitarlo, antes de
meter la placa en el atacador, preparo cuatro separadores. Para hacer un
separador, corto un trocito de macarrón de plástico flexible de 1cm de diámetro
y 1cm de largo y le hago un corte longitudinal con un cutter, de forma que su
sección tenga la forma de una letra “C” cerrada. Forzando esa C a que se abra,
la coloco sujetando la placa por una esquina o una zona no utilizada para el
trazado. De la misma forma pongo las otras tres, que actuarán como separadores
(figura 14) para que la cara inferior de la placa no roce en el fondo de la
cubeta y el atacador pueda fluir por debajo. Ahora echo la placa en la cubeta
de atacador y actúo igual que para las placas de simple cara. Cuando en la cara
superior ya se ha eliminado el cobre de las zonas libres de barniz, le doy la
vuelta. Si en la otra cara todavía queda cobre, sigo agitando hasta que se
elimina. Luego la lavo en el barreño.
|
|
|
Figura 14 |

Ahora hay que eliminar
el barniz fotosensible que ha quedado en la placa. He visto varios métodos
recomendados en distintas publicaciones, desde lavarla con estropajo y detergente
en polvo tipo Vim hasta eliminarlo con acetona, pero a mí se me ocurrió otro
método más simple y menos agresivo (quizás haya más gente que lo use pero no he
leído nada al respecto). Seco la placa y la pongo sin fotolito ni vidrios ni
nada en la insoladora por 5 minutos. Luego la pongo otros 5 minutos por el otro
lado, incluso si es de simple cara (por su proceso de fabricación, la mayoría
de las placas llevan barniz fotosensible por las dos caras, aunque sólo tengan
una cara de cobre). Luego la meto unos minutos en el revelador que había
quedado y se elimina todo el barniz, ya que todo él ha estado expuesto a la luz
ultravioleta. Además, la placa queda totalmente limpia por el efecto detergente
de la sosa. Sólo queda lavarla con agua y secarla para tener el circuito
impreso (figura 15).
|
|
|
Figura 15 |
Por último, con un polímetro compruebo que las pistas conducen en todas sus ramas, y que no hay cortocircuitos entre pistas cercanas. Habitualmente, si los pasos anteriores se han hecho bien, la comprobación no detecta ningún error, pero si los hubiera, se pueden reparar cortando con un cutter los cortocircuitos o puenteando alguna pista defectuosa con un hilo de cobre. Si los fallos son muchos, es mejor rehacer la placa, ahora que aún no hemos llevado a cabo la parte más laboriosa.

Taladro.
Inciso B
SERIGRAFIA
Esta técnica de producción de circuitos
impresos tiene la ventaja de obtener trabajos de buena calidad a un precio
razonable, además permite la realización de varias copias del mismo diseño una
vez que se ha revelado en la seda, lo que nos lleva a una producción en serie
de tarjetas impresas. Aunque no deja de ser un proceso manual esta técnica es
válida y permite obtener trabajos con la suficiente calidad y presentación
necesarias para la realización de prototipos electrónicos y/o aplicaciones
especificas de la Industria.
Material a Utilizar:
Seda No.90 y No. 120 con su
respectivo marco.
1 Kg. de emulsión y un frasco de bicromato.
1 Litro de Solvente serie 300.
10 Cms. de rasero.
1 Cristal delgado con las mismas dimensiones que el marco.
1 Cuadro de esponja grueso del tamaño interior del marco.
100 Gms tinta para metal serie 300.
1 Kilogramo de estopa blanca.
2 Espátulas de plástico pequeñas.
1/4 Litro de solvente retardante serie 300.
1/2 Litro de cloruro férrico.
1 Litro de Thinner.
1 Litro de Cloro doméstico.
Recipientes de plástico adecuados para el baño de las tarjetas.
2 Trozos de tela o franela: Uno para limpiar y el otro para cubrir contra la
luz, de preferencia este último que sea denso y obscuro.
EL PROCESO.
El procedimiento serigráfico es muy sencillo, a grandes rasgos consiste en
revelar la seda con el diseño del Circuito Impreso, para lo cual será necesario
contar primero con el FOTOLITO (Positivo) del Diseño realizado.. .Para esto se
debe de llevar una serie de pasos.. Los cuales son los siguientes:
ü
En un ambiente
de baja visibilidad cuarto obscuro) se mezcla con la espátula 10 porciones de
emulsión por 1 de bicromato hasta obtener una mezcla uniforme. Una vez que se
obtiene la mezcla se esparce a lo largo y ancho de la seda haciendo uso del
rasero, hasta formar una capa uniforme sobre la superficie, se deja secar por
un período de 15 a 20 minutos, recomendación: utilice una secadora de pelo para
minimizar el tiempo de secado, los resultados no se afectan.
ü
Una vez que
seco la mezcla esparcida sobre la seda y que se cuenta ya con el fotolito del
diseño, este se fija en el cristal (recomendación: de preferencia con cinta
transparente). Se cuida que la parte frontal del fotolito se coloque hacia el
cristal, una vez hecho esto se coloca el cristal sobre la seda y se coloca del
lado donde la seda se encuentra sujeta al marco. Se coloca la esponja por la
parte posterior de la seda, de tal forma que la presione contra el cristal,
para lograr con ello, que el espacio entre el fotolito que se sujeta al cristal
y la seda sea el menor posible, nota: con esto el revelado sobre la seda es lo
más fiel y fino posible.
ü
Utilizado
el trozo de tela denso se cubre el cristal, el marco y la esponja para evitar
el paso de la luz. Ahora preparamos un espacio o lugar adecuado para exponer a
la luz del día la seda sin mover el cristal y la esponja. Otra opción sería
exponer la seda a la luz de una lampara o foco de gran intensidad. Antes de
proceder a descubrir la seda, debemos asegurarnos de que la intensidad de luz
sea la adecuada (Recomendación: Iguale la intensidad del sol proporcionada
aproximadamente como a las 12:00 hsr. del medio día).
ü
Se descubre
entonces la seda y se expone a la luz por un período aproximado a 40 segundos;
inmediatamente después de este tiempo cubra la seda y la llevela a una fuente
de agua y enjuaguela por ambos lados y si es necesario frotela suavemente con
las yemas de las manos mientras se enjuaga. Después de unos cuantos segundos se
observa como la seda se revela conforme al Diseño.
ü
Una vez
revelada la seda y completamente seca se podrán trazar sobre las tarjetas que
se requieran, el diseño del circuito impreso, poniendo estás en la parte
frontal de la seda (para mayor referencia del lado donde se une al marco). Y
colocando la tinta para metal por el otro lado de la seda, se traza con el
mismo rasero el diseño del circuito impreso sobre la superficie de las
tarjetas.
ü
Despues de
haber terminado todas las impresiones deseadas es necesario limpiar la seda de
la tinta acumulada, ya que de lo contrario se taparía la seda estropeándola,
para esto utilizamos el solvente de tinta serie 300 con una estopa y limpiamos
la seda. Si se desea eliminar el circuito impreso de la seda, entonces
utilizaremos posteriormente al solvente adecuado: el cloro que removerá el circuito
plasmado en la seda para dejar habilitada la seda para otro diseño de circuito
impreso.

Inciso
C.
FOTOGRAFICO.
El
método fotográfico para la elaboración de circuitos impresos se lleva a cabo a partir
de un fotolito negativo, ya sea de un dibujo manual en papel o de un diseño por
computadora impreso.
Material a utilizar:
1 frasco de revelador
(COPIREV-200B).
1 frasco de sensibilizador
(COPILAC-206).
2 vidrios de 20x20x0.5 cms.
1 pincel suave.
2 clips.
1 bola de fibra metálica.
1 botella de cloruro férrico.
2 palitos de madera.
Los pasos para el empleo de este
método son:
paso 1.
Limpiar perfectamente la tablilla de circuito impreso con fibra metálica, agua y
jabón en polvo. No tocar después la superficie de cobre con los dedos, (dejar
secar perfectamente).
paso 2.
En un cuarto oscuro aplicar sensibilizador con un pincel de cerdas finas a la
tablilla, de manera uniforme hasta formar una capa que cubra toda la tablilla.
Dejar secar y luego aplicar una segunda capa y dejarla secar. Vaciar la
cantidad suficiente de revelador en un recipiente No metálico y preparar otro
recipiente con agua jabonosa.
paso 3.
Colocar el negativo encima de la tablilla cuidando que no quede al reves,
situarlos, situarlo entre los dos cristales y colocar los clips.
paso 4.
Exponer la tablilla al sol por un minuto aproximadamente.
paso 5.
Meter la tablilla al cuarto obscuro, desmontarla de los cristales y retirar el
negativo.
paso 6.
Sumergir la tablilla en el liquido revelador con los palitos de madera,
cuidando no raspar la superficie de cobre de la misma, y meterla en un
recipiente con agua jabonosa agitando la tablilla.
paso 7.
Retirar la tablilla del liquido revelador con los palitos de madera y meterla
en el recipiente con agua jabonosa agitando la tablilla.
paso 8.
Encender la luz o salir del cuarto obscuro y limpiarla con un chorro de agua y
dejar secar. Revisar el estado de las pistas plásticas en la superficie de la
tablilla y si es necesario retocar las que lo requieran.
paso
9.
Se procede a realizar la corrosión del cobre en las tarjetas procesadas.
INciso D
TROUGHT HOLE WITH SOLDER MASK
OVER BARE COPER
(agujero del canal con el coper pelado del excedente de la máscara de la
soldadura)
La fabricación del tablero de
circuito impreso (PWB) consiste en una serie de procesos fotográficos,
químicos, y mecánicos, así como la inspección, la prueba, y pasos de la
verificación.
Ingeniería De la
Pre-Produccio'n: Una vez que se reciban los ficheros de datos y el PO, las
revisiones de planeamiento de producción todos los datos, dibujos, y
especificaciones para lo completo. Si es completo, el planear entonces
desarrolla el flujo del proceso de producción, determina requisitos de la
materia prima, y envía el paquete de los datos a la LEVA.
La LEVA procede a funcionar los
datos con análisis del diseño, panelizes las piezas para la producción,
desarrolla el taladro, derrota, y los programas de AOI, envían datos al
photoplotter para crear la película, y el archivo del netlist para probar.
Proceso Interno De la Capa: Los
operadores secos de la película reciben a viajero de la producción con
requisitos materiales del planeamiento. El material se publica y le está
preparado para la proyección de imagen. Se aplica la película seca, se expone y
se revela la imagen de la foto. Los paneles entonces se remiten al departamento
de la galjanoplastia para la aguafuerte de las características de cobre,
pelando de la película seca, y se envían encendido a AOI para la inspección y
el sacador que filetea. Después de la aceptación de AOI y del sacador de los
útiles, los paneles se mueven a la laminación donde tienen óxido aplicado y
colocado en los accesorios de la laminación para la laminación.
El perforar: Los paneles vienen
a perforar de la laminación. Perfore el archivo instalado y el primer artículo
(FA) perforado a la exactitud del programa de cheque y al registro de agujeros
a las capas internas. Una vez que esté verificado, el resto de paneles sea
perforado.
el Por-agujero sensibiliza y
platea: Después de perforar, los paneles son capas alternas de dieléctrico y de
cobre. Para conectar todas las capas juntas y crear una trayectoria conductora
a través de los agujeros, una capa de semilla del cobre se deposita. Antes de
la deposición del cobre, los agujeros están preparados y cualquier borrón de
transferencia de epoxy se quita con una serie de baños químicos que terminan
con la deposición de cobre en el baño de cobre de Electroless.
Proceso Externo De la Capa:
Después de la deposición de cobre electroless, los paneles son listos para la
imagen externa de la capa ser aplicado. La película seca cubre los paneles y
tiene de nuevo el trazado de circuito externo de la capa reflejado encendido y
convertido. Los paneles entonces se mueven al área del electrochapado donde el
cobre se electrochapa en la superficie y a través de los agujeros que crean una
trayectoria continua. Tin/Lead entonces se electrochapa para actuar mientras
que un grabado de pistas resiste durante el proceso de la aguafuerte. Después
de grabado de pistas, se pela la película seca y los paneles son reflowed o
tienen el Tin/lead quitados. Es a este punto que cualquier capa superficial
adicional como el níquel y el oro está aplicada.
Pre Inspección De Soldermask:
Todos los paneles se examinan con AOI y/o visualmente para cualquier defecto
funcional o visual. Utilizando dibujos y especificaciones del cliente, todas
las características físicas se verifican incluyendo el registro, tamaños del
agujero, grueso, el etc.
Uso de Soldermask: Se aplica la
máscara líquida de la soldadura de la Foto-imageable (LPI) usando una impresora
automatizada de la pantalla. Los paneles entonces se cuecen al horno como una
curación de la tachuela, la imagen aplicada, reveladas y final cocido al horno.
Los paneles de Reflowed de la soldadura se mueven directamente en Silkscreen
para las marcas componentes de la identificación; Los paneles de cobre pelados
del excedente de Soldermask (SMOBC) se envían a la soldadura del aire caliente
que nivela (HASL) y entonces de nuevo a Silkscreen.
Derrota Final: A este punto, los
paneles son completos a excepción de tableros individuales del corte de los
paneles manufacturados. Un panel se encamina como un FA para verificar el
programa, después todos los paneles encaminados.
Prueba Eléctrica: Usando un
netlist electrónico, prueban a todos los tableros usando un  Ç;bed de
nails” pruebe la máquina o un  Ç;Flying Probe” pruebe la máquina. La
punta de prueba que vuela es muy útil para los incrementos pequeños tales como
prototipos; mientras que para la producción, la cama de clavos o la prueba del
accesorio es más apropiada. Ambos métodos son diferencia igualmente confiable,
justa en tiempo y costo.
Inspección final : PCB’s son completos
ahora y funcionalmente sano, deben ahora ser examinados para los defectos
cosméticos del tipo.
Inciso E
PRESS-N-PEEL PNP BLUE AND WET
BY
Presionar-n-pele PnP-Azul y mojado cerca
Presionar-n-Pele Azul
El azul de PnP produce el PWB del prototipo de la alta calidad resiste las
disposiciones que hacen su diseño listo grabar al agua fuerte. El azul de PnP
es un material movido hacia atrás de Mylar (poliester) en el cual varias capas
de agentes del fusor y se oponen a capas se aplican. Una imagen se imprime o se
fotocopia sobre esta película, usando una impresora laser o fotocopiadora
(toner seco basado), y se plancha posteriormente o se presiona sobre un tablero
revestido de cobre limpiado. El área de la imagen aplicada a la película se
transfiere posteriormente al tablero de cobre, junto con la alta calidad
resiste (azul). Se quita la película y el tablero que resulta es listo grabar
al agua fuerte en cloruro férrico.
Presionar-n-Pele Mojado
PnP mojado produce el PWB del prototipo de la calidad de la manía resiste las
disposiciones que hacen su diseño listo grabar al agua fuerte. PnP mojado es un
material movido hacia atrás de papel con una emulsión del lanzamiento aplicada.
Una imagen es laser impreso o con fotocopiado sobre el PnP mojado, entonces
aplicado al tablero de cobre un hierro o prensa del calor. El toner se
transfiere al tablero de cobre que actúa mientras que un grabado de pistas
resiste. El PnP mojado es quitado empapando en agua, y el tablero que resulta
es listo grabar al agua fuerte en cloruro férrico.
Acero De alta velocidad Pedacitos De Taladro
Acero De alta velocidad De fines generales
Trabaje bien en una variedad de materiales, incluyendo el acero, molde hierro,
y forjas. La mayoría tienen un punto estándar del taladro 118°.
Presionar-n-Pele Presione
Por
casi 40 años, HIX Corporation ha tomado orgullo en producir las máquinas más
finas del traspaso térmico. Son la opción para los fabricantes superiores de la
transferencia y usuarios alrededor del mundo. Las máquinas del traspaso térmico
de HIX son construidas por los artesanos y ofrecen los componentes más
confiables y probados. En el Hix fundición, ellas fabrique los cristales de
exposición del calor con a echar-en el elemento de calefacción que se pone
estratégico para constante, incluso calentando. HIX asegura la calidad, la
durabilidad, y la seguridad de sus máquinas con la certificación de ETL/CE y
ofreciendo una garantía de por vida en el elemento de calefacción así como una
garantía limitada anual en componentes.
Revestido De cobre Material Del
Tablero de la PC
De epoxy de cristal Fr-4,
señalado Fr-4 por NEMA, es un laminado tejido de la construcción del paño de
cristal con una carpeta de la resina de epoxy (una construcción de 8 capas en
grueso del '' del 059.) Este material se conforma con los requisitos de la
especificación militar 13949, revisión F, tipo GF, y es 94v-o clasificado de
Underwriters Laboratories. Este material se utiliza generalmente en
comunicaciones, computadora, periférico de computadora, instrumentos, controles
industriales, y electrónica automotora. Ofrece ventajas en las áreas
siguientes: Características eléctricas -- excelentes para las comunicaciones de
la alta tecnología y los sistemas informáticos.
Inciso
F
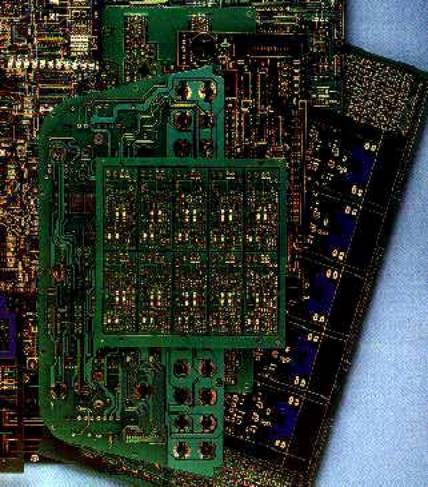
MULTICAPA
(MULTILAYER)
La placa de circuito impreso
(PCB) sigue siendo el principal medio de montaje e interconexión para la
mayoría de los circuitos electrónicos que vemos en el mercado en la actualidad.
Desde el punto de vista de su construcción está formado por un substrato de
material aislante sobre el cual se montan los componentes y se trazan los
caminos conductores que proveen las conexiones eléctricas necesarias para el
circuito. Existen tres tipos básicos de circuitos impresos: circuitos simple
faz, que tiene caminos conductores sobre una sola cara de la placa, circuitos
doble faz, con caminos conductores en ambas caras de la placa, y circuitos
multicapa, formado por varias placas simple o doble faz superpuestas, separadas
entre sí por capas aislantes.
El tipo de placa más apropiado
para una determinada aplicación dependerá de la densidad de conexiones que
presente el circuito a implementar lo cual está íntimamente ligado a la
tecnología de los componentes utilizados, es decir el grado de integración y
tipo de encapsulado. En este aspecto, en los últimos años, nada ha provocado un
cambio tan grande en la fabricación de circuitos impresos como la tecnología de
montaje superficial. El tipo de encapsulado de los componentes se ha
transformado en la principal variable en la ecuación del diseño debido a la
gran variedad de formas existentes, la gran cantidad de terminales que
presentan (cientos o mas de mil) y la cada vez mas pequeña separación entre
ellos. Esta tendencia tecnológica en el área de circuitos integrados hace
necesaria una tecnología avanzada para el diseño de circuitos impresos
utilizando nuevos materiales, caminos conductores mas finos, orificios mas
pequeños y mayor número de capas. Así, la tecnología de montaje superficial
combinada con la tecnología multicapa permiten un mayor grado de integración
del sistema, permitiendo el montaje e interconexión de mayor cantidad de
componentes en un área mas pequeña.
Cuando el grado de complejidad
del sistema, y la necesidad de reducir espacios aumenta, los Circuitos
Integrados de Aplicación Específica (ASIC's), son el siguiente paso tecnológico
en la tarea de simplificar y reducir el circuito impreso. Este tipo de
circuitos integrados permite la integración de varios componentes del sistema encapsulados
en un único circuito integrado desarrollado a medida para una aplicación
específica.
etapas del diseño
Hoy en día, este tipo de
tecnologías se encuentran presentes en la mayoría de los productos electrónicos
que aparecen en el mercado, ya que la tendencia es implementar sistemas con la
mayor cantidad de funciones, en el menor espacio posible y al menor costo. El
aumento en la complejidad que implica el diseño de los circuitos impresos
multicapa requeridos para dichos sistemas, trajo como consecuencia la necesidad
de nuevas y mas sofisticadas herramientas de software que facilitaran su diseño
y verificación.
Inciso G
Surface Mount PCB’s
Un nuevo proceso de la
alineación del rastro puede ayudar a hacer fino-echa interconexiones entre una
variedad de substratos incluyendo la flexión, tableros de circuito, los rastros
conductores depositados, el cristal, el dado y la cerámica.
Fino-eche las conexiones
eléctricas de los circuitos integrados del conductor del indicador de cristal
líquido (LCD) (ICs) a los rastros del óxido de la indio-lata (ITO) en la
superficie de las pantallas del LCD son necesario para transmitir lógica del
indicador digital y proporcionar conexiones de energía. Las pantallas de la
computadora del cuaderno utilizan millares de estas conexiones para hacer la
función de la exhibición. La densidad de estas conexiones puede estar tan muy
bien como 200 conductores por pulgada y más fino, y el equipo especializado y
los controles de proceso se requieren para hacer las conexiones confiables.
Los
fabricantes de la pantalla del LCD tales como sostenido, Sony e Hitachi
utilizan la película que conduce anisotropic (ACF), un pegamento eléctricamente
conductor, como el agente de la vinculación en la fabricación de sus productos.
Cuando se selecciona y se enlaza la formulación adhesiva apropiada, la conexión
eléctrica se hace solamente entre los rastros de oposición, y el ningún poner
en cortocircuito ocurrirá entre los rastros adyacentes
TABLILLA.