|
Last update December 18th. 2014 |
Modern Watchmaker's 8mm Lathe Favorite II |
|
Favorite II lathe mounted on bench |
 |
| Lathe close up |

|
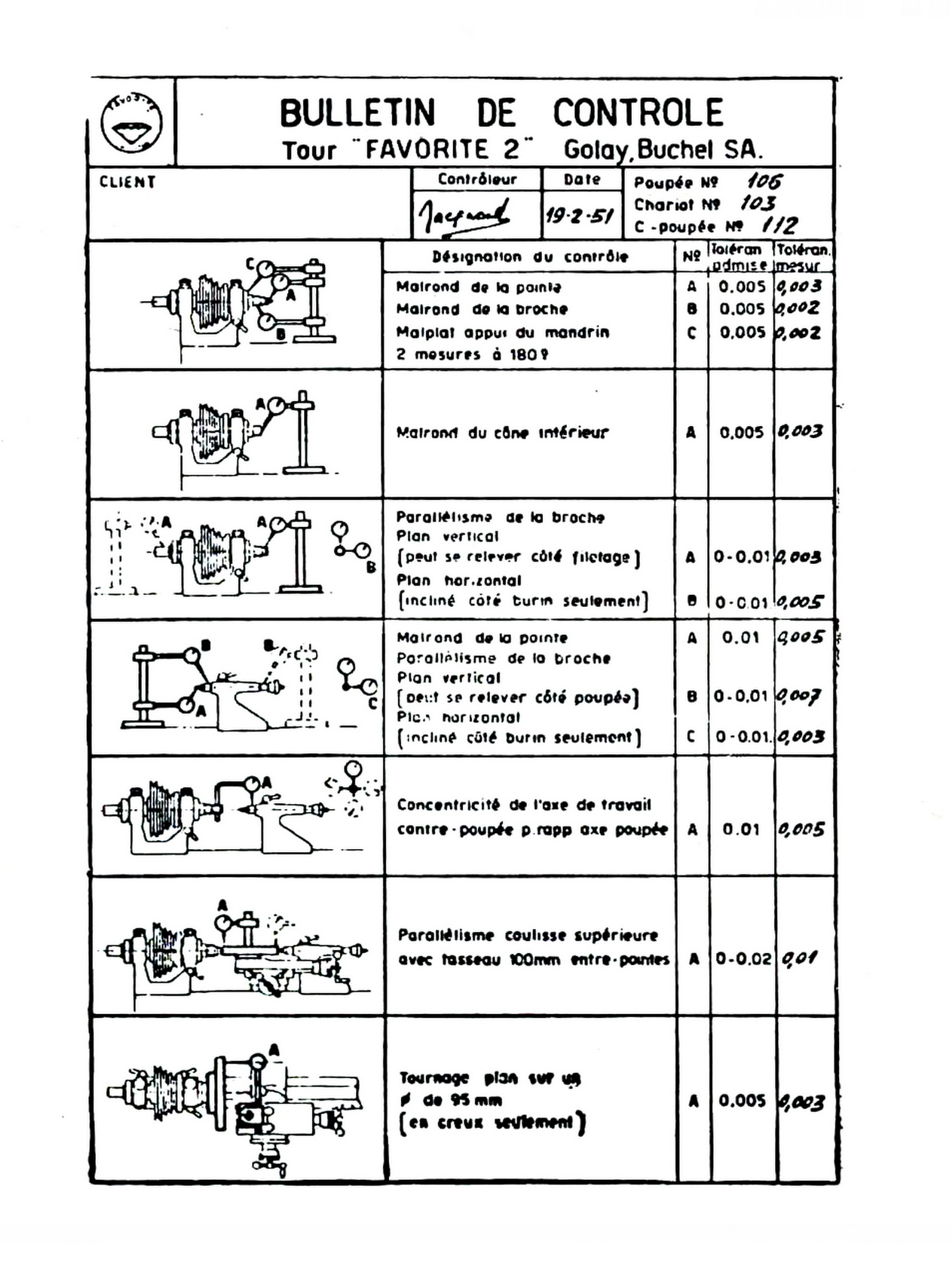
| Favorite
II lathe was made in Switzerland in 1951, a smaller version of the
Schaublin 65 and 70, produced to a more stringent requirements of accuracy
than its bigger brothers.
The control slip gives allowed departures from norm, tolerances, and it shows the actual measured values of this, cone bearing, watchmaker's lathe. To open the full sized image hover the cursor over the image to the right and right click the mouse, choose either "View Image" or "Save Image As". The language is Swiss French, however it is quite easy to understand when used with related drawings. |
 |
| Accessories that came with the lathe, set Ref. № 16633 |  |
| More accessories |  |
| The 11 1/2" lathe bed |
 |
|
QC tool post The smallest of the Tripan series the 011-L |
 |
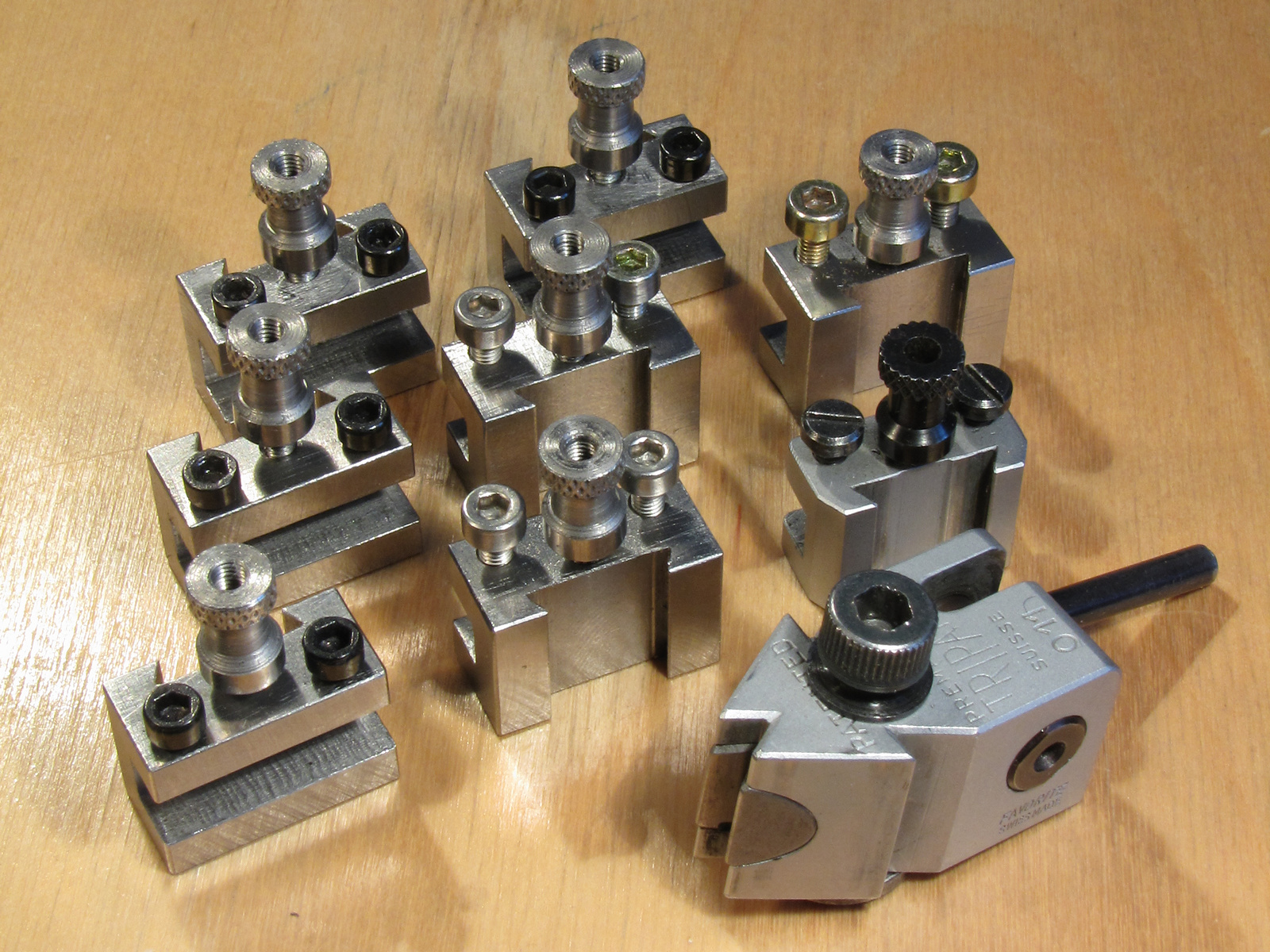
| In order to serve its intended use
it was necessary to either buy or make some more tool holders.
The price of Tripan accessories governed the choice, so a set of new tool holders was made. |
 |
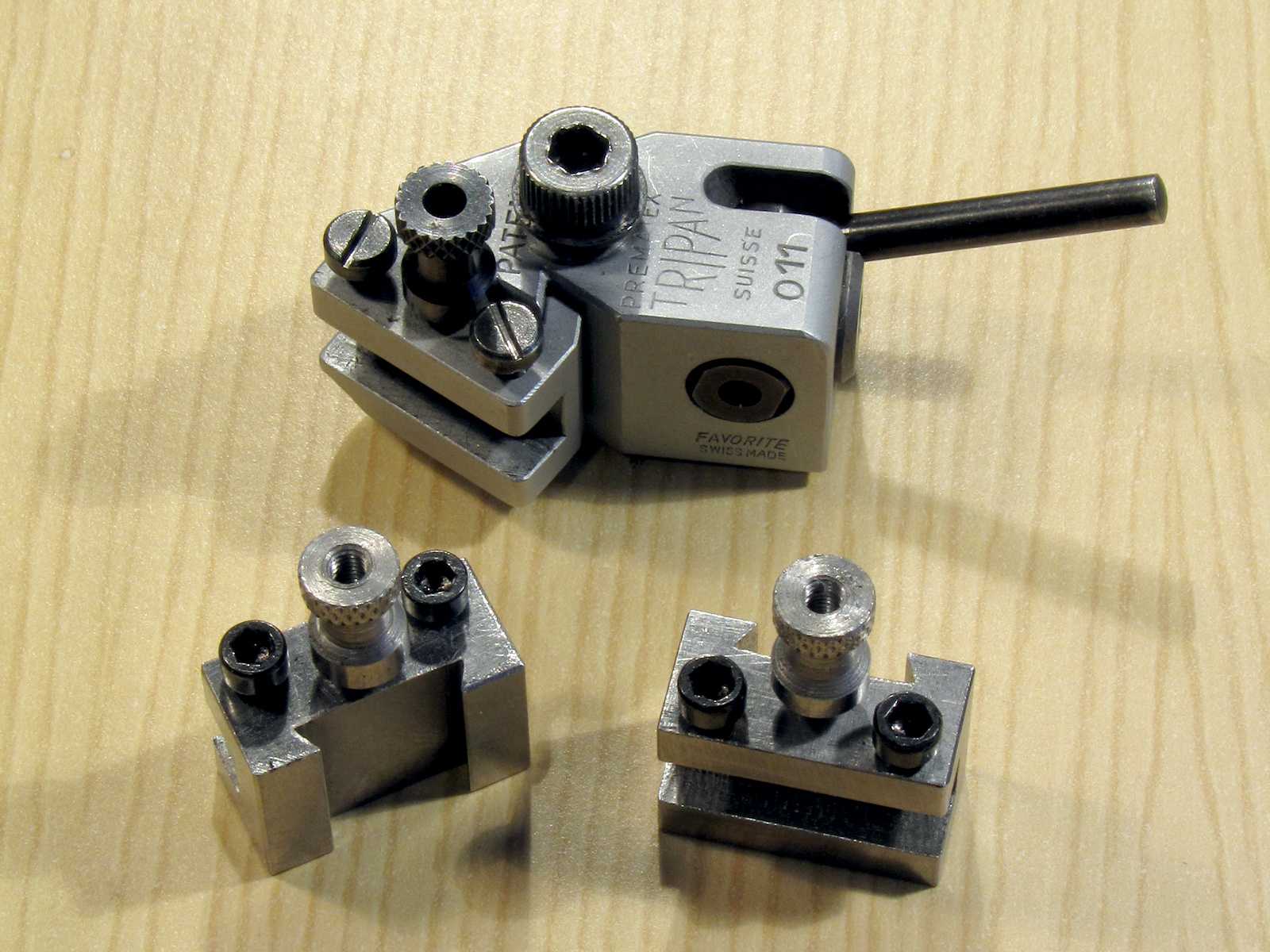
| Slightly modified to ease the
making, yet fully compatible. A couple of new tool holders shown next to the Tool Post with the original tool holder mounted in it. |
 |
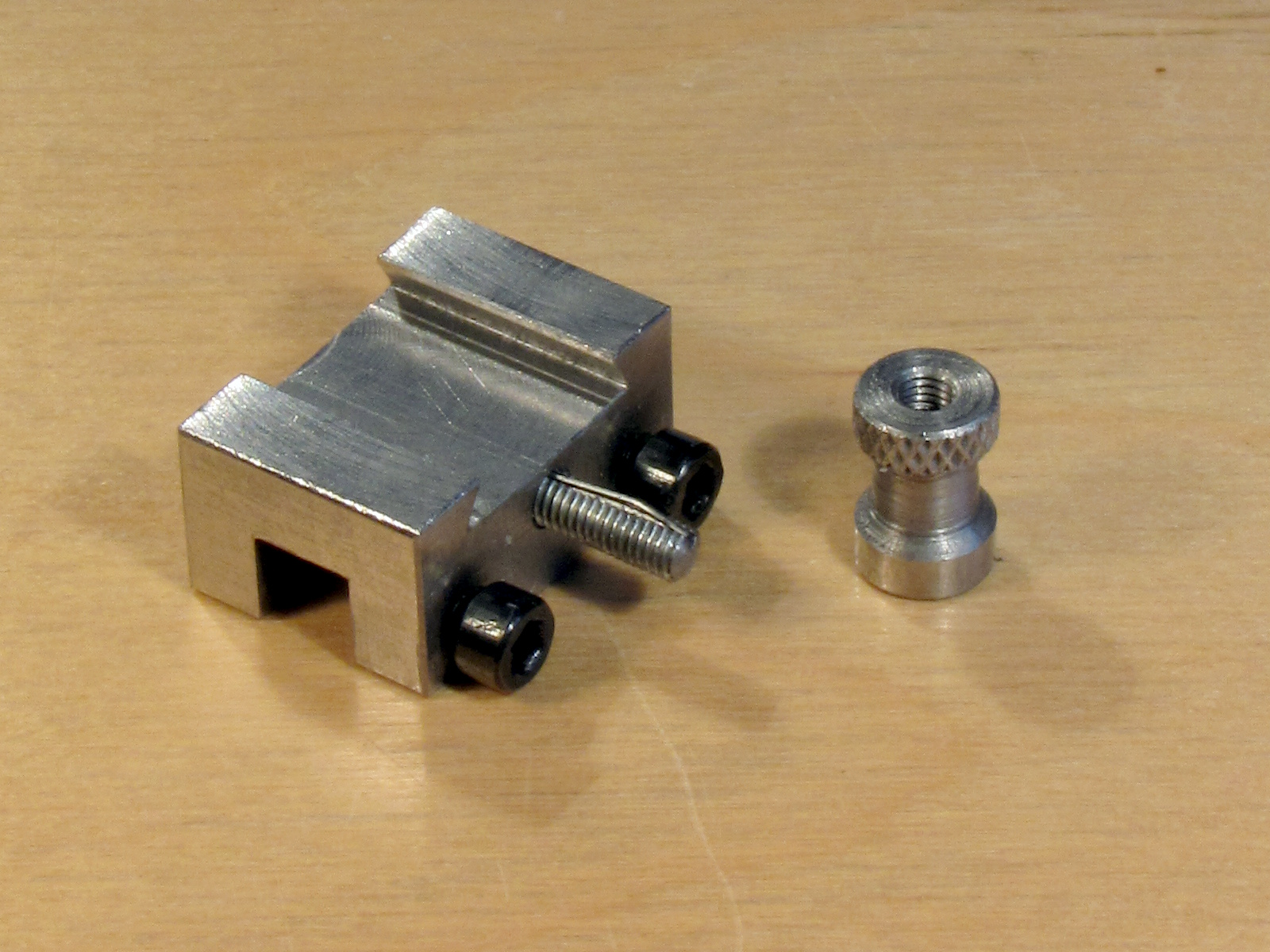
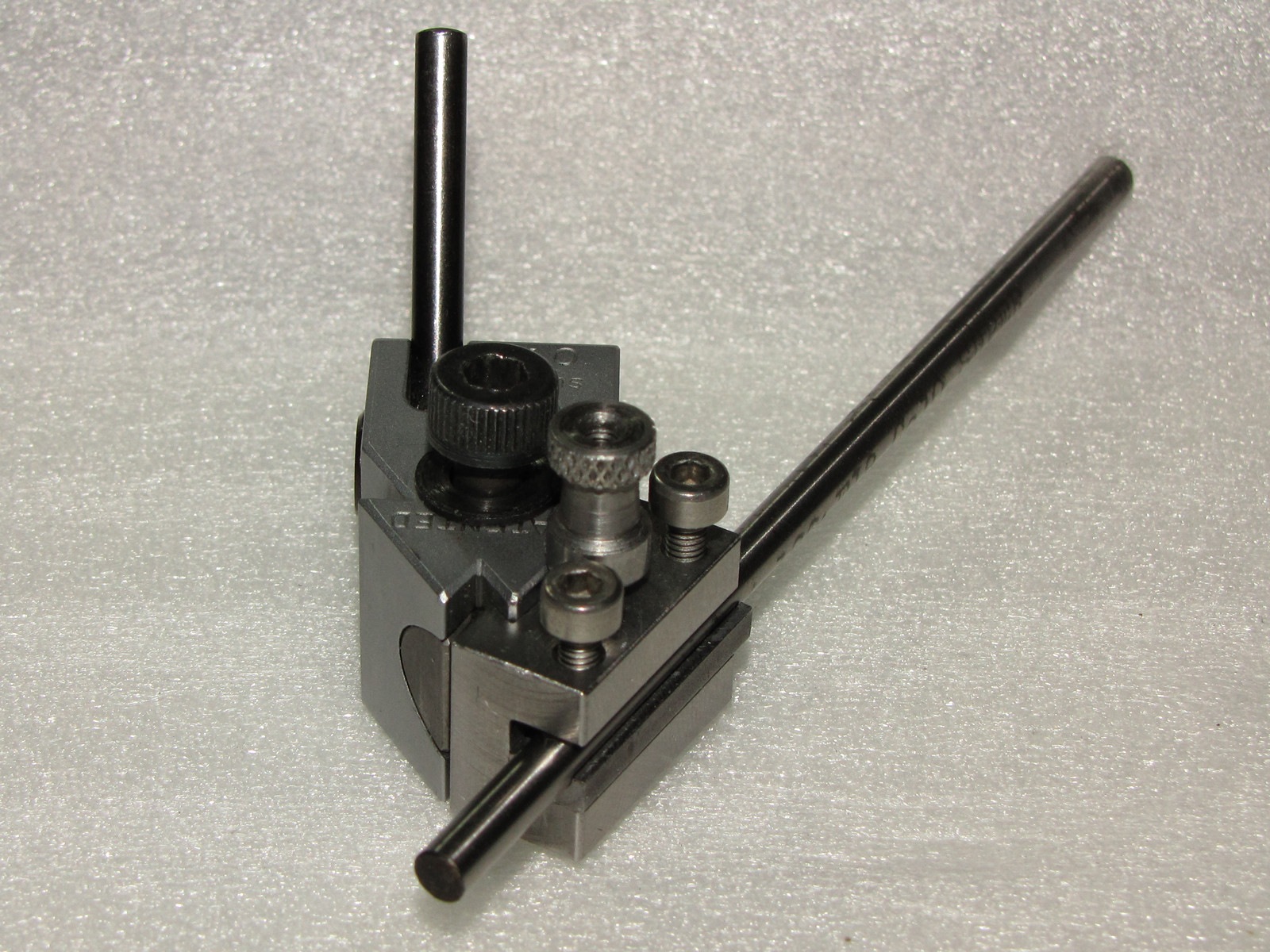
| Another image showing the method
employed to secure the position of the nut which is used to set the height of the
tool.
The tool holder being extremely small, the traditional counter nut could not be used. |
 |
| The sizes of the QC TP and Tool Holders are shown on the image to the right. | 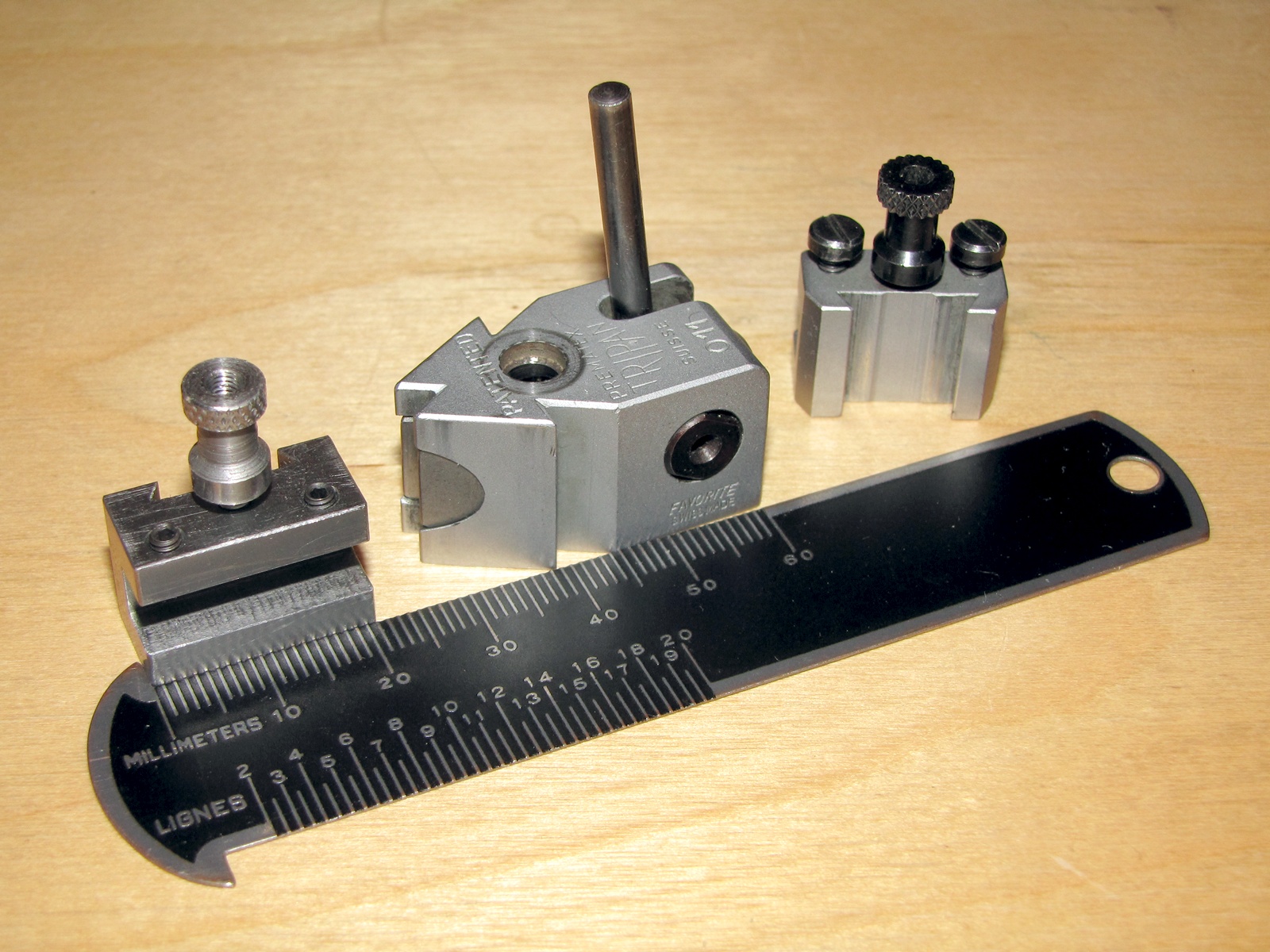 |
| Sometimes
there is need to use lathe cutter bits that are round instead of the
square ones. In order to securely hold the round bit in the tool holder I have made couple of special shims, one of the two is shown, on the right, next to the tool holder. |
 |
| In this case
the two shims were made to accommodate tool bits that are 4.0 mm
(~5/32") in diameter. Using the shim in the tool holder aligns the bit and ensures that the two set screws shall securely hold the tool bit in its place without slippage. |
 |
| From a rod 5
mm (3/16") square of mild steel, 25 mm (1") long, I have made
couple of holders for round 2 mm and 3 mm (0.040" and 0.060")
tungsten carbide cutters.
Tungsten carbide is sourced from broken centre drill bits. I grind them in Alexander 2CG cutter grinder to required shape and mount them in one of the holders. This way tungsten carbide bits can be used in one of the Tripan tool holders like any other HSS tool bit. |
 |
| As there
were no box for the Tripan QC Tool Post supplied with the lathe I went
ahead and made it.
Of course, I left some extra room for few more tool holders if and when it becomes necessary to add them. |
 |
| A boxed set
of HSS tool bits, 5 mm square (3/16"), already ground to shape for
turning steel.
Just the right size to fit standard tool post or the Tripan QC. |
 |
| A set of
lathe cutters ground specially for turning in the watchmaker's lathe,
mainly for turning brass.
These cutters are 5 mm square (3/16"), 50 mm long (2"), fitting either the standard tool post or the Tripan QC. |
 |
| Talking
about lathe cutters, one should never forget to mention boring
cutters.
Boring cutters are used with cross slide, mounted in tool holder for boring openings as small as 0.40 mm in diameter. Boring is usually done when it is necessary to re-centre a hole enlarged by wear, like the hole in the mainspring bridge, or the mainspring barrel, or its cover. Their use in watches is practically endless. Thus the set shown covers boring cutters that will bore an opening as small as 0.40 mm. |
 |
| Shown to the right are the collets for
watchmaker's lathe. For the precision work as required for watches they
are quite indispensable. Set in the box are 8 mm collets, sizes 1 to 50, where increment is 1/10 part of mm. Each collet being marked in tenths of millimeters, the smallest collet will accept steel wire 0.1 mm in diameter and is marked 1. |
 |
| The second box houses some additional collets
sized from 50 up to 80 with an extra set of the smaller size collets. The extra set is used when there is a need to use two collets of the same size, e.g. one in headstock and the other in tailstock or in the spindle of the milling attachment. |
 |
| Some additional accessories | |
| Combined runner F39 with pulley. The pulley can be removed and set up either as an excentric (as shown) or, if inserted directly into the spindle, concentric. | 
|
| Set of small
centres F41, metric taper No.2, for use with the combined runner F39 (above) Self holding tapers used by Favorite on the lathe models II and III are metric 1:20 (Taper per inch on diameter 0.050"), sizes No.2 and No.4 |

|
| Table shows sizes of the small Metric Self-holding Tapers | 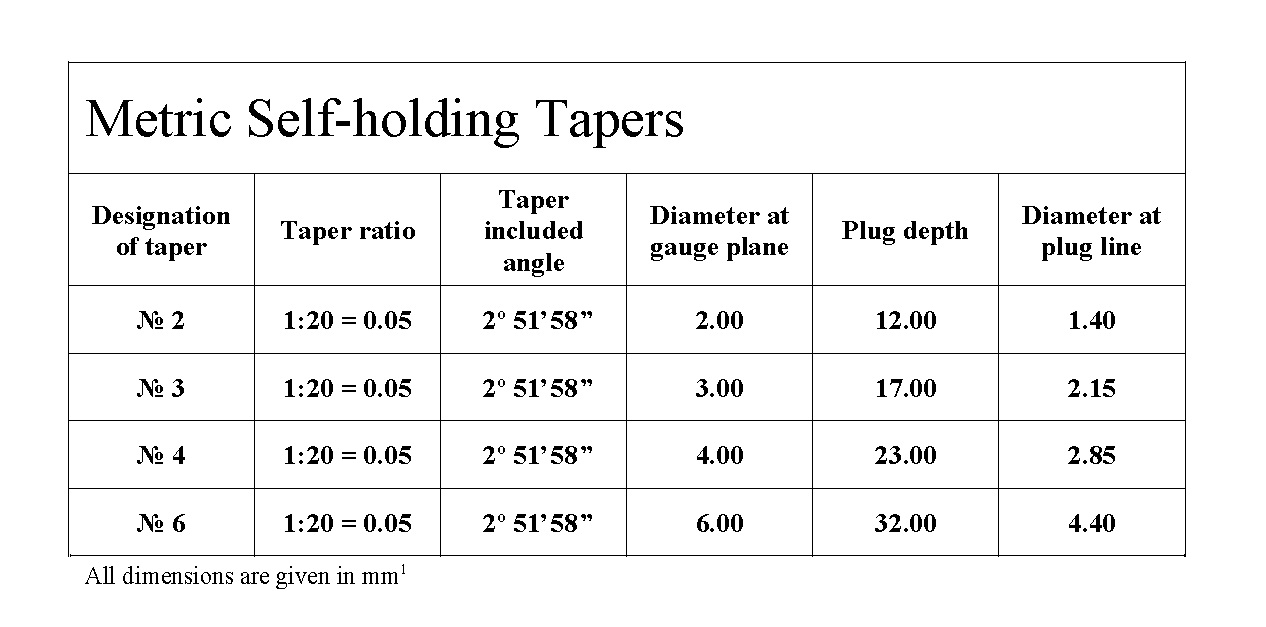 |
| Set of 10 short centres metric taper No. 4, for use with the excentric runner, part of Combined Runner F39, when fitted in centre holding collet F12B. |  |
| Tailstock spindle with extractor F5B with, No. 4 metric taper, centres F12A, F12D and F42E |  |
| 3 mm, P3 collet compared to a standard 8 mm B8 collet. It is 15,5 mm long and it has an internal M2 tread for a draw bar. They came in a set of 4, sizes #8, 10, 12 & 15. |  |
| Drill stock runner F37Y, with four P3 collets, #8, 10, 12 & 15. | 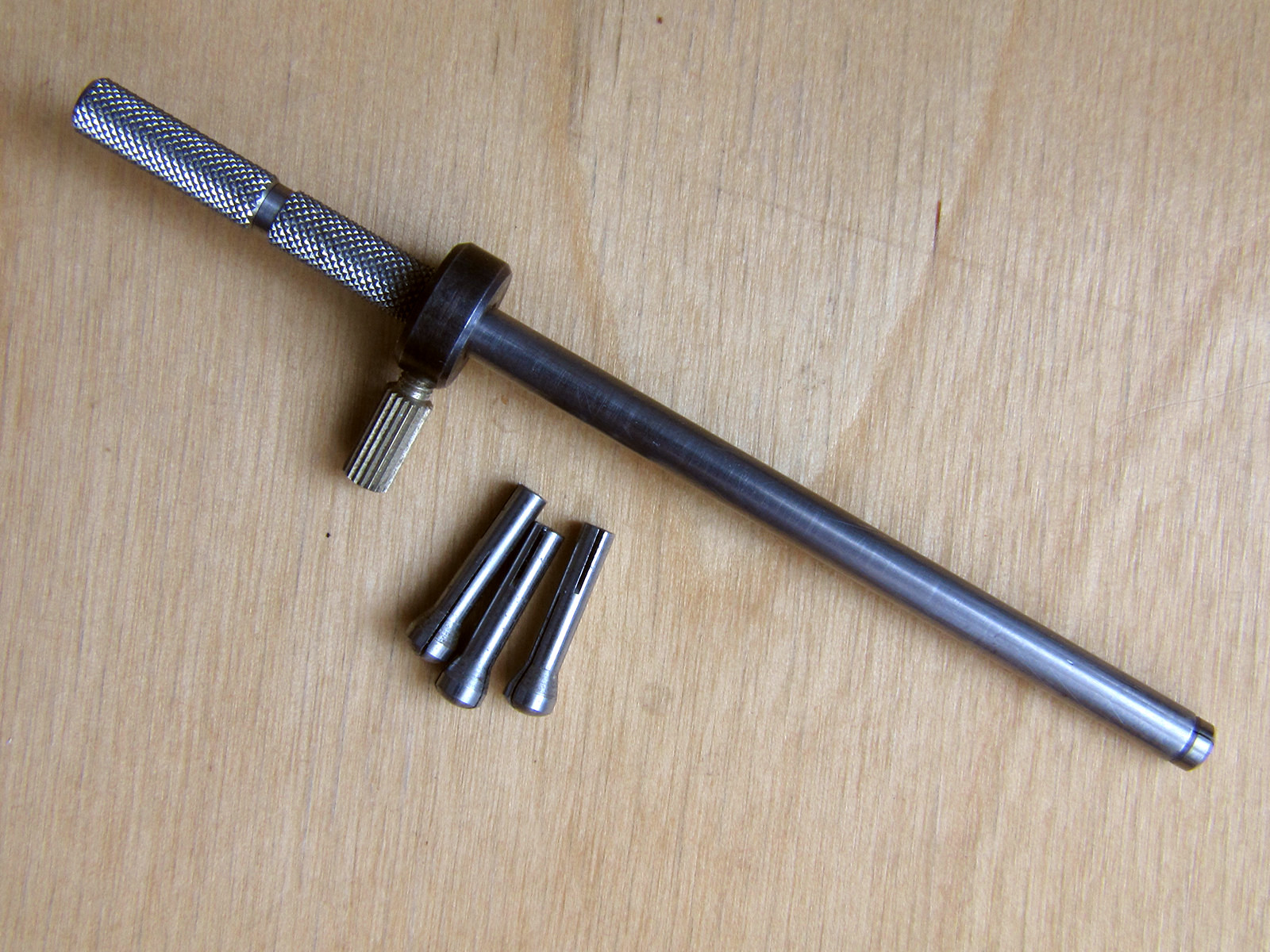 |
| Pivoting and tailstock centres F42 used with F5 tailstock, as shown bellow. |  |
| Balance
staff turning in a turns like setup. Using pivoting tailstock F8A (left) with combined runner with pulley F39 and standard tailstock F5 (right) with tapered spindle F5B and F42 pivoting centres with lathe drivers to hold the balance staff so that the pulley can drive the staff. |
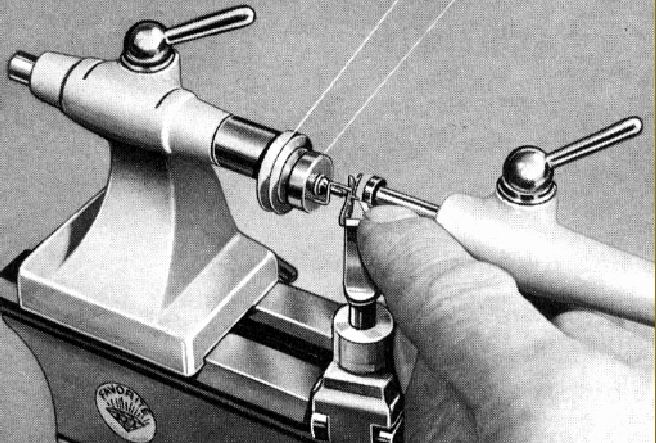 |
| Image to the right shows drivers
and driver opener which enables fitting driver onto the staff. Of course, drivers are spring like and they hold staff firmly by friction. There are dozen drivers in each set with two holes each, meant to hold staffs ranging in diameter from 0.25 to 1.10 mm (0.010" - 0.043") |
 |
|
|
|
|
Copyright � 2004, 2011, 2014, 2015, 2016 by Dushan Grujich. All rights reserved. |
|
