SEPARATION OF THE COMPONENTS OF A MIXTURE
![]()
Crude oil as it comes from the wells can rarely be used directly except for burning. The recovery of the products by separation of the components of the mixture is essential to put crude oil to effective use. The need for separating and refining these products increased with industrial revolution and rising standards of living.
The physical separation of mixtures can be achieved by various methods and are used in our refinery as indicated below.
a) By size - filtration - e.g., pump strainers, filters, etc.
b) By density - settling in overhead distillate drums caustic wash system.
c) By solubility - Furfural extraction
d) By boiling point-Distillation of crude, vapour recovery unit
e) By electromotive force - Desalter
f) By crystallisation - MEK Dewaxing.
In oil refining, separation by distillation is the most-used method compared to the others.
Distillation
In the distillation process, part of the liquid mixture is changed into vapours by application of heat and then condensed into liquid by cooling. This process is known as fractionation. Thus fractionation is a process of vapourisation and condensation. Therefore, the two essential requirements for the fractionation of a mixture are (a) source of heat to raise the temperature of the mixture and supply latent heat required to vapourise the part of the component and (b) a facility to condense the separated vapour of the mixture - a condenser. A third requirement is pressure that is required to condense the separated vapour. The pressure also has the effect of reducing the volume of vapours and permit use of smaller equipments/but adversely affects the temperature requirement. Normally, distillation columns are designed to strike a happy medium of these two opposite effects.
We have seen that water can be vapourised and when the water starts boiling the temperature remains constant till all the water is evaporated. But if we have a mixture of alcohol and water, we will find that the alcohol vapourises from the mixture as soon as the temperature reaches the boiling point of the mixture. The boiling point of alcohol is lower than that of water. The boiling point of any liquid has been defined as the temperature at which vapour pressure exerted by the liquid is equal to the pressure to which the liquid is subjected to. Hence the mixture of alcohol and water will have a vapour pressure higher than that of water and lower than that of alcohol or in other words, the boiling point of the mixture will be between those of the pure liquids. When the vapour from this mixture is collected, it is found that the more volatile liquid alcohol has contributed more molecules to the vapour than the other liquid, water. The amount of molecules of higher boiling point liquid present in the vapours are related to concentration of the more volatile or the lower boiling point fraction in the mixture. Also the closer the boiling points of the liquids in the mixture, the larger the concentration of the higher boiling point liquid in the vapours.
Condensation is the change of state of a substance from vapour to liquid state. This can be accomplished in two ways; (a) by removal of the latent heat, under constant pressure, by cooling and (b) by increased pressure followed by heat removal. However, for every gas there is a temperature above which condensation cannot take place regardless of the pressure applied. This temperature is called critical temperature. The pressure required to condense the vapours of a substance at its critical temperature is called critical pressure. The separation of higher boiling point components from a mixture of vapours can be achieved by partial condensation. This is usually accomplished by adjusting the pressure of the equipment as required for the condensation of the heavier component at ambient temperature or by adjusting the cooling to the required temperature keeping a constant pressure.
The actual temperature at which condensation begins to take place depends on the composition of the material and pressure. The temperature at which the first drop of liquid forms in the condensation process" is called dew point.
Fractional Distillation
In fractional distillation two actions that go hand-in-hand are vapourisation and condensation. Thus, the process of fractionation revolves around the interaction between vapourising or boiling liquid and condensing vapour. Given a boiling liquid and a condensing vapour at a uniform temperature and pressure, a condition will tend to exist whereby the individual components of the mixture will be distributed between the liquid and the vapour space. Molecules tend to escape from the liquid to the vapour or vice versa. The continuous interchange of molecules between the liquid and vapours is equal or a balance existing between the vapour and liquid. This condition is called equilibrium condition.
The accompanying graph shows the shape of a curve of a mixture of normal butane and normal pentane in equilibrium at 7 kg/cm2 .
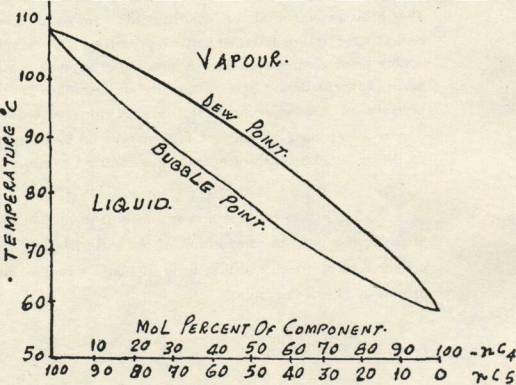
Below the liquid line the mixture is a liquid, above the vapour line the system is a complete vapour, and between the two lines both liquid and vapour are present. Knowing the conditions prevailing in any system, we can tell whether to expect the component in a liquid or vapour form.
Shell stills were the first stills used to fractionate crude oil continuously. They were horizontal tanks with fire under them and condenser coils to condense the vapours. These stills do not produce very pure boiling ranges, but the understanding of their operation makes
it easier to understand the distillation in modern fractionator.
The temperature of the still is adjusted according to the fraction required overhead and then temperature is raised to get the next fraction. In other words, the process of separation of different components were achieved in batches. As previously mentioned the purity of the overhead component depends on the concentration of the component in the original mixture i.e., higher the concentration higher the purity.
Therefore, to get a purer component, the overhead product or the bottom product has to be redistilled. The redistillation will be the repetition of the same system. The external heat has to be applied for every still and the heat is removed by the overhead condenser. This involves more equipment and increased fuel costs.
Let us consider the case of a series of shell stills as depicted in the figure.
This represents the functioning of modern fractionators
and accomplishes the same separation more efficiently. Suppose the first
still contains a mixture of gas oil and residuum and second still contains a
mixture of kerosene and gas oil and third still contains a mixture of kerosene
and naphtha. The liquid mixture in No. I will boil at 340°C and that in second
still boil at 260°C and that in third boils at 190°C. Upon the application of
heat the vapours of gas oil from the No. I still at 340°C
will be driven to still No. 2 and bubbles through the liquid in No. 2. The gas
oil vapours are, therefore condensed by the cooler liquid and the latent heat
from the vapours is used to vapourise the
kerosene in still No. 2. This
results in reduction of concentration of kerosene in the still No. 2. This
liquid is allowed to flow back into
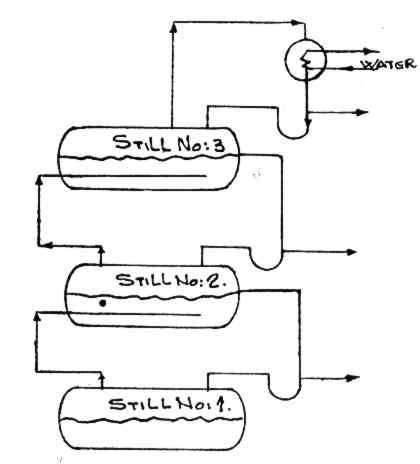
still No. I, thereby enriching still No. I with gas oil. Simultaneously the kerosene fraction vapours are allowed to bubble through the third still containing kerosene and naphtha. The vapours give up their latent heat to naphtha and vapourises naphtha fraction from still No. 3. By such successive steps, the vapours from each still are progressively enriched in the lower boiling point liquid and only the fraction having lowest boiling point passes through the overhead condenser and purer components can be withdrawn from the respective stills
Fractionating Columns
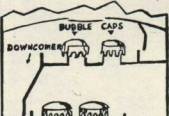
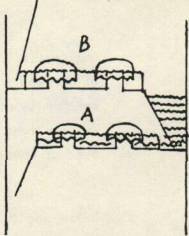
The fractionating columns carry out the same process in one vessel by using what is called fractionating trays. There are different types of trays, but all of them work on the same principle. A portion of a fractionating tower with bubble cap trays is represented in the figureThe plates are provided with a riser covered with a bubble cap so designed that the vapours passing through the riser are forced to bubble through the liquid on the tray where latent heat of higher boiling point liquid is given to the lower boiling point liquid vapourising it and itself condensing on the tray.
The accumulated liquid flows down the next tray through the downcomer supplying reflux to the tray below. The top tray will receive its reflux by external pumping
Consider the fractionating column as being divided into two sections, one being the section above the feed tray and the other being the section below the feed tray. The lower portion is known as the stripping section and portion above the feed tray is known as fractionating section.
The bottom section removes from the liquid all lighter fractions not desired in the bottom product. The stripping of the feed in this section is accomplished from the stream of vapours originating from the base of the column. This vapour is either steam or hydrocarbon vapour originating from reboiling action. The vapours pass through the bubble caps and strips the fractions desired in the overhead from the liquid flowing down the column. Some fractions desired in the bottoms are also stripped or vapourised from the descending liquid, so that the fractions which belong to the bottoms are found in the tray above this section. The vapours from the stripping section mix with the partially vapourised feed and start upward through the column. The vapours passing through the top of the fractionating column are condensed and part of it is returned back to the top tray to cool the rising vapours. Thus, the top tray is the coolest point in the column. On each tray there condenses a liquid fraction that is condensable at the temperature of the tray.
As the vapour condenses on a tray, the condensed liquid spills over a weir into the downcomer and soon to the tray below. This liquid is vapourised again there and joins the other rising vapours to bubble up and condense into liquid and so on until it is removed from the system. Each of the vopourisation and condensation cycles tend to seggregate on each try more and uniform fraction, more and more free from lighter or heavier fractions. Where separation of more than two fractions is desired from a column, the desired fractions are allowed to flow out through draw-off as side streams.
The heat input into any fractionating column is below the fractionating section. This means that the heat is either totally introduced in the feed or a combination of heat in the feed and in the base of the column (by using a reboiler). The heat input is removed as latent heat plus sensible heat in the overhead condensers and as sensible heat from the product streams.
In a fractionating tower each tray is cooler than the next tray below and the liquid flowing through the downcomer tends to cool the lower tray and offset the heating effect of the rising vapours. This effect of reflux results in keeping each tray at the desired temperature. The heavier boiling fractions descend through the tower and the lighter boiling fractions rise through the tower so that the mixture of the two fractions on any given tray is at the boiling point of the mixture. From this it can be seen that it is very important to keep as much temperature difference between the top and bottom of the tower to obtain pure fraction. This is referred to as the temperature gradient across tower. Upto the point the tower becomes overloaded, this can be accomplished by maximum reflux to the top of the tower and maximum heat input at the bottom of the tower for stripping. However, since the reflux is a means of heat removal, it should not be used greater than required to achieve the desired fractionation as it increases heat input requirement.
The tower overloading occurs when the liquid flow downward and
the vapour rate upward are sufficiently high to cause flooding of the trays. The
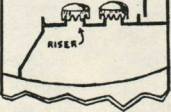
reasons for this as follows. Refer to the figure below
The pressure at the point A must be greater than the pressure at the point B or vapour will not flow up the tower. This difference is equal to the pressure drop across the bubble cap and riser plus the liquid head above the slots in the caps.
The pressure at the point A must be greater than the pressure at the point B or vapour will not flow up the tower. This difference is equal to the pressure drop across the bubble cap and riser plus the liquid head above the slots in the caps.
The higher pressure at A exerts a back-pressure on the liquid in the downcomer causing a level build up. If the vapour velocity increases causing higher pressure drop through the caps, liquid level in the downcomer rise to balance the pressure
increase at point A. If the quantity of liquid flowing through the downcomer increases, the liquid level in the downcomer increases to supply extra head required for the higher volume of liquid flow.
When the liquid level reaches the top of the downcomer due to any of the reasons mentioned, the tray will begin to flood. Liquid will build up above bubble caps on the flooding tray and the liquid is carried to the next tray by entrainment. Also the pressure drop through the tray increases causing further build up of liquid in the downcomer. This causes further liquid build up on the tray above. Thus, the tray above starts flooding and eventually the liquid will be carried overhead in slugs. This is termed as puking. Tower flooding results in poor fractionation.
Flooding can be caused by exceesive liquid and or vapour loading or because of physical obstructions. Some of the common mechanical causes of flooding are :-
a) Scale deposits especially between the risers and bubble caps.
b) Obstructions in the downcomers.
c) Mechanical failure such as a tray or part of a tray falling down.
d) Concentration of water on the trays.
Flooding is controlled by reducing the vapour and liquid loading in the tower. This can be accomplished by lowering the reflux rate or by reducing the heat input by lowering the feed temperature pr reboiler output as the case may be. Typical symptoms of flooding are erratic pressure through the tower, high overhead temperature and irregular liquid level in bottom and overhead drums.
Flooding can cause serious contamination of the products and should be corrected promptly.
Vacuum Distillation
One of the methods used to boil liquids at temperatures below their normal boiling points is distillation under reduced pressure or as more commonly called vacuum distillation. Vacuum distillation means that the pressure on the oil being distilled is below atmospheric pressure.
In order that distillation may take place, the vapour pressure of the liquid being distilled must be a little greater than the pressure above it. The molecules of a liquid are held together by two forces-natural cohesion and the pressure pressing down. As boiling begins only when the vapour pressure exceeds the pressure holding down and therefore a reduction in ~ pressure will lower the temperature required for starting boiling. Vacuum distillation is of particular importance in the refinery. The lowered boiling points permit fractionation of oils that otherwise would decompose into smaller molecules and carbon at temperatures required to distill them at atmospheric pressures.
Except for the lower pressures, the vacuum distillation tower functions the same way as the normal fractionators. The column has usually larger diameter and have trays spaced further apart than pressure fractionators, because the vapours occupy much more space at lower pressure. A sketch of a typical vacuum system is given below
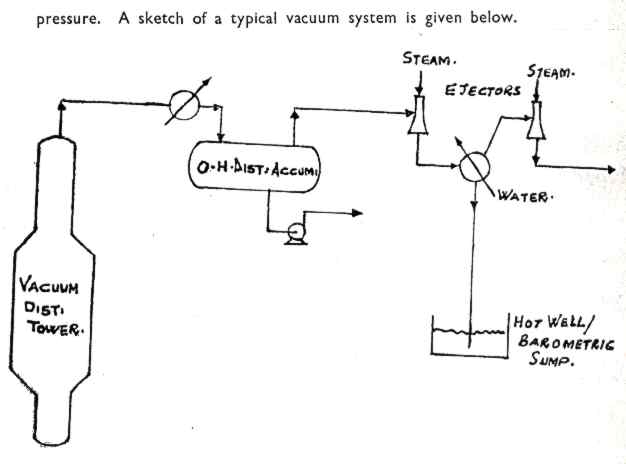
Vacuum is maintained either by using a vacuum pump or by using ejectors. In refinery ejectors are used in the vacuum distillation unit. The overhead vapours are condensed using a condenser and the non-condensables, hydrocarbons or inerts are removed by using the ejectors. The ejectors pull the gases using steam and the steam used is condensed in by a condenser either by direct contact or by exchange and is removed as water. This water is removed by gravity flow by situating the condenser at an elevation of over 34 ft. (more than the column of water required to balance atmospheric pressure) or can be removed by pump. Two or more stages of ejector may be used to boost the vacuum. The control is usually attained by varying the amount of water through the condenser after the ejector.
The reduced crude from the atmospheric tower is vacuum distilled to separate the lube oil components and to heavy up the bottoms for making asphalts.
Strippers
Stripper towers are used to remove low boiling point or gaseous components from a liquid stream. There are many strippers used in the refinery, but they fall into three major types-steam strippers, rebelled strippers and flash drums. The principle of operation is based on Aragadro's law and the Dalton's law of Partial pressures. Dalton's law of partial pressure states that the pressure exerted by a mixture of gases is equal to the sum of the separate pressures which each gas would exert if it alone occupied the same volume. Avagadro's principle states that equal volume of gas at the same condition of temperature and pressure will contain the same number of molecules regardless of the type or weight.
Consider a closed vessel containing equal number of two different kinds molecules say kerosene and steam and at a pressure of 10 kg/cm2 . The pressure exerted by kerosene molecule will be half of the total pressure or 5 kg/cm2. If the mixture in the proportion of 7:3:: steam: kerosene, the pressure exerted by kerosene molecules will be 3/10 of the total pressure or 3 kg/cm2 . This is known as the partial pressure effect. A peculiar thing about the partial pressure is that each type of molecules acts independantly of the other. This means that the only pressure apparant to the molecule is that caused by the same type of molecules. This partial pressure effect is used in stripping out light hydrocarbons from the side stream of the fractionating columns.
Let us examine how the partial pressure effect is applied to strip out kerosene from gas oil. The temperature at which the liquid vapourises varies directly as the pressure. Or if the temperature is held constant, the amount of liquid vapourised will be varying inversely to the change of pressure above it. Kerosene molecules weigh about 10 times that of steam molecules. Therefore if 100 kg/per minute of kerosene is present in the total mixture charged to the stripper, and 10 kg. per minute of steam is charged to the stripper there are equal number of kerosene and steam molecules (by Avagadro's principle). The kerosene is therefore subjected to the half the total pressure and will vapourise although the system pressure is much higher. If more steam is added, the partial pressure reduces further and kerosene can be distilled under lower pressure.
Removal of the small quantities of kerosene from gas oil increases the flash point of gas oil. Strippers are also used to removal gases like oxygen, nitrogen or H iS from liquid streams.
Reboiler strippers use additional heat to strip the lighter components. Flash drum strippers use a reduction in pressure to achieve the same result. Flash strippers are used in separation of the mixture where the boiling point of the liquid and the material to be removed are considerably different.
Absorption Towers
The purpose of absorbers is to absorb valuable light liquid products from gas or to remove an undesirable gas from a mixture of gases. In our refinery absorbers are used in separating Carbondi-oxide from hydrogen and to remove N2 S from fuel gas or hydrogen recycle using Methyl ethanolamine. This is a method of separation using the preferential solubility of the gases in the absorbant
Essentially an absorber is a vertical vessel partitioned with suitable trays. The design of the trays causes the gas to be divided into small bubbles so as to have greater surface area for absorption. The trays could be substituted by packings like raschig rings.
The lean absorbant admitted at the top of the absorber meets the counter-current flow of the gases and are intimately mixed dissolving the soluble gases. The absorbant liquid now rich in dissolved gases, called rich absorbant, is removed from the bottom of the absorber and stripped out.
Because of the counterflow of the gas and absorbant solution, the feed gas ( Hi + C02 ) first comes in contact with the already partly rich absorbant. However, the absorbant does have some capacity left and picks up some of the impurity (CC>2 ). By the time the gas reaches the top tray, it is relieved of most of the impurity. The lean absorbant entering the top section will pick up any left over COi so that the gases leaving the top of absorber is free of COz . .
The factors affecting absorption are pressure and temperature. Higher the pressure better is the absorption whereas higher the temperature, the poorer is the absorption.
Extraction
The furfural extraction unit separates undesirable aromatics from the lube oil plant by using the solubility of aromatics in Furfural. The aromatics have low viscosity index and have to be removed from the lube oil to improve the quality of lube oil.
The system works like an absorber with the main difference that the feed and solvent are liquids. The dissolving liquid is called solvent, the extracted aromatic liquid in called extract and the aromatic free product is called raffinate. The solvent is admitted on top section of the tower and the feed at the bottom section to' provide counter current flow. The mixing is done by rotating discs. The extract and solvent flow downwards to the bottom section because of difference in the gravity.
Separation by Crystallisation
If water containing sugar is cooled the sugar separates out from solution and can be removed by filtration. The solubility of a substance A in the solvent B increases with increasing temperature. Therefore, cooling a solution separates the substances which is.dissolved-called solute - from the solvent. This method of separation is called crystallisation.
The extent of separation from the solution will depend on the concentration of solute in the solvent and the extent solubility of the
solute in the solvent at the temperature to which it is cooled.
MEK dewaxing unit uses this method for separating waxy paraffins from the feed to improve the pour point of the product. The solvent used is a mixture of Methyl Ethyl Ketone and Toluene. The solubility of the waxy paraffins is less than that the paraffin oils at lower temperatures. The feed stock is mixed with the solvent and is then chilled by exchanging heat with a cold ammonia from refrigeration system to a temperature where the wax is crystallised. The wax is then removed by filtration.
The factors that affect the separation by crystallisation are:
a) difference in the crystallisation point of the components.
b) concentration of the waxy material in the feed stock.
The greater the difference in the crystallisation points, the easier is the separation. Normally solvents are selected so as to have a good difference in the crystallisation point. If the crystallisation points of the components of the feed stock are widely different, the use of solvent may not be necessary.
The concentration of the substance to be removed helps separation by forming good crystals which can be effectively be removed by filtration.