This finished Master Hub is then used to make a
Master Die for that year. The Master Die is made by taking the Master Hub and
another blank steel rod and placing them in a machine known as a Dubbing Press.
The arrangement in the hubbing press is much like that in the coin press where
the two dies are placed opposite each other. In the hubbing press, the Master
Hub is placed directly above a blank steel rod. Sev- era! hundred tons of
pressure is applied as the Master Hub is squeezed into the face of the blank
steel rod. The image from the Master Hub is left in the face of the steel rod
but now it is a negative (incused) image.
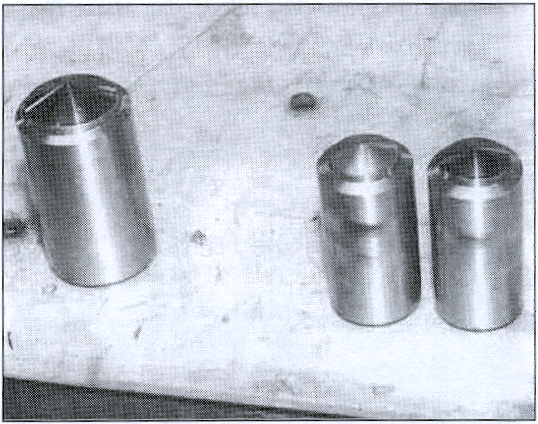
These
are some of the blank steel rods that are used in the hubbing press to get
Master Dies, Working Hubs, or Working Dies.
Even though the pressure used to force the
Master Hub into the blank steel rod was substantial, prior to 1996 it wasn't
enough to leave a satisfactory image in the Master Die. The force of the Master
Hub being pushed into the face of the blank steel rod quickly hardened the
steel of that rod. If the pressure were continued, the Master Die being created
would crack or break before a satisfactory image was imparted.
To get a satisfactory image in the Master Die,
it was necessary to remove the Master Die from the hubbing press and heat it to
"soften" it. This process was known as annealing. The
incomplete Master Die was then returned to the hubbing press and another
impression (hubbing) would be made to strengthen the design. Sometimes it took
four or more of these hubbings to make a satisfactory image in the Master Die.
6 The HUB
A major turning point for hub and die produc-
tion in the U.S. Mints came in the summer of 1995 when the Denver Mint opened
its own die making shop: Here a new type of hubbing press was introduced. These
new hubbing presses allowed for completed hubs and dies to be produced with
just a single "squeeze" or hubbing. Hubs and dies no
longer needed to be annealed for additional impressions.
The process was used for the production of
cents, nickels, and dimes in Denver during 1996. At that time the quarter dies
and the half dollar dies could not be satisfactorily completed with a single
hubbing. By the end of 1996, the die making shop at the Phila- delphia Mint
also had the single-squeeze hubbing presses installed so that in 1997 they too
began pro- ducing dies with the single-squeeze process. In 1997 some of the
problems were ironed out and the quarter dies began to be produced by the
single-squeeze method.
Both facilities still had problems with the half
dollar dies using this new method. Those problems were soon eliminated as well.
The Mint subsequently announced that beginning in 1999 all dies were being
produced using the new single-squeeze hubbing pro- cess.

This
is one of the hubbing presses in use in the die making shop at the Philadelphia
Mint in June of 1998.
It is a single-squeeze hubbing press. It allows dies and hubs
to be produced with just a single hubbing as opposed to the multiple hubbings
that were required in the past.
Mav/.Tune 2004